Лидеры




Популярный контент
Показан контент с высокой репутацией 27.11.2010 во всех областях
-
http://www.youtube.com/watch?v=73cjNp7n75o1 балл
-
А я такой... Для наплавки.
 1 балл
1 балл -
Варил блок ВАЗ девятки,оборвало шатун.Вывалило дырку как пачка сигарет.Толщина стенки была 4-5мм.Вырезал стальную латку4мм,прихватил,хорошо прогрел автогеном,почти до вишневого место сварки.Заварил полуавтоматом обычной проволкой СВ,сначала снаружи,затем внутри(был доступ).Потом прогревая автогеном проковал,и плавно уменьшал нагрев.Уже год ездит,пока все нормально,даже не отпотевает масло.Вот такой извращенный способ сварки чугуна.1 балл
-
По фото понял, что трещины заварены. Образование трещины обычно слышно через некоторое время после сварки участка шва, противный такой щелчок. Размороз - неприятная штука. Трещины, зачастую пока не сквозные, могут быть везде, где был лед. Надо опрессовывать. Закрывать отверстия, небольшое давление сжатого воздуха и в корыто с водой. А швы по-любому придется еще и пропаивать, иначе мокрить будет. Блин, иномарок накупят, пальцы веером, а на тосоле экономят.1 балл
-
Делаю неспеша вращатель для напыления себе .
1 балл
-
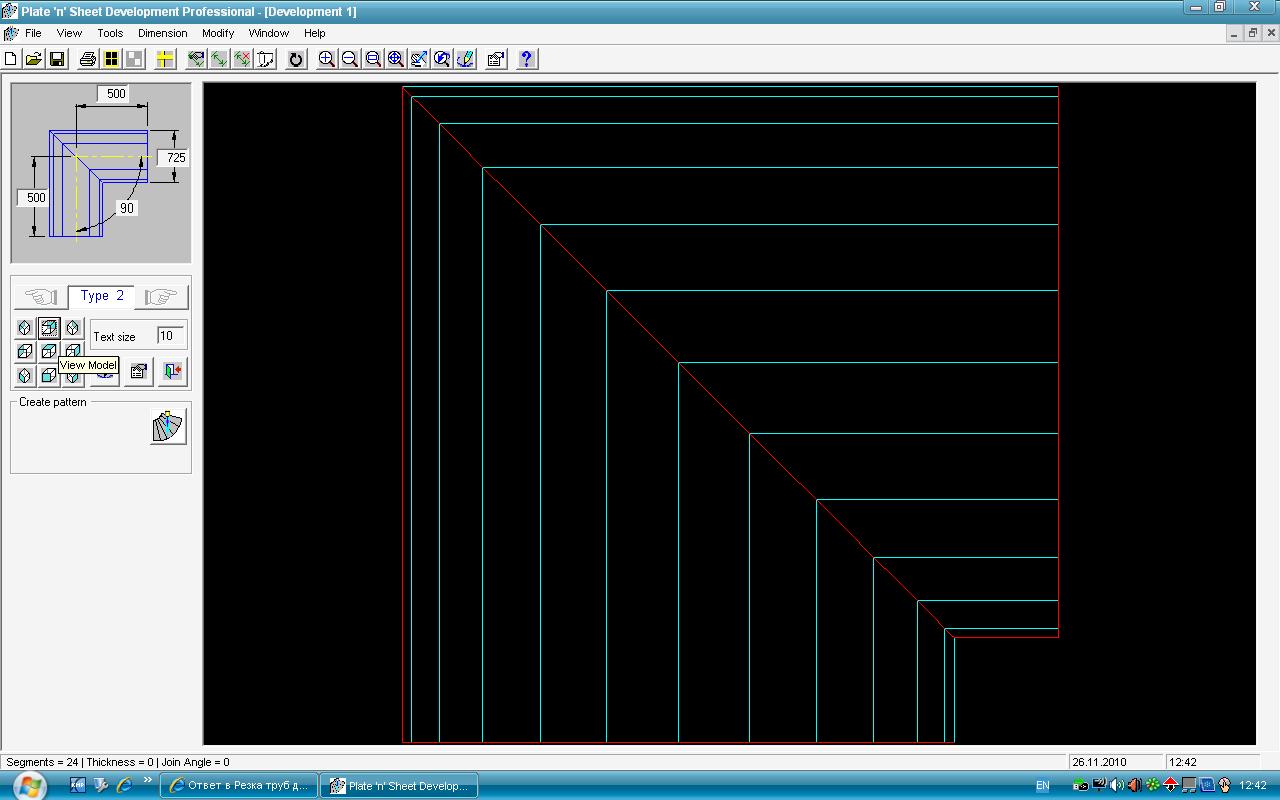
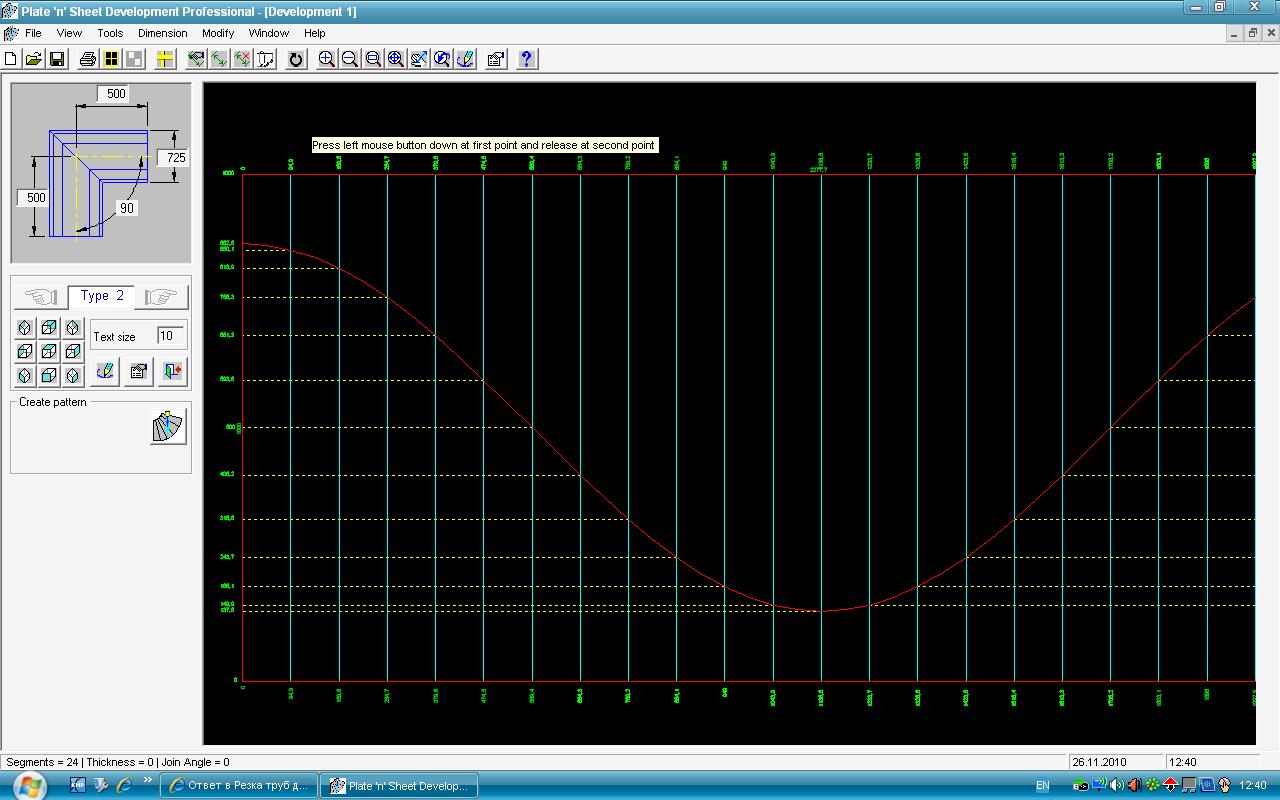
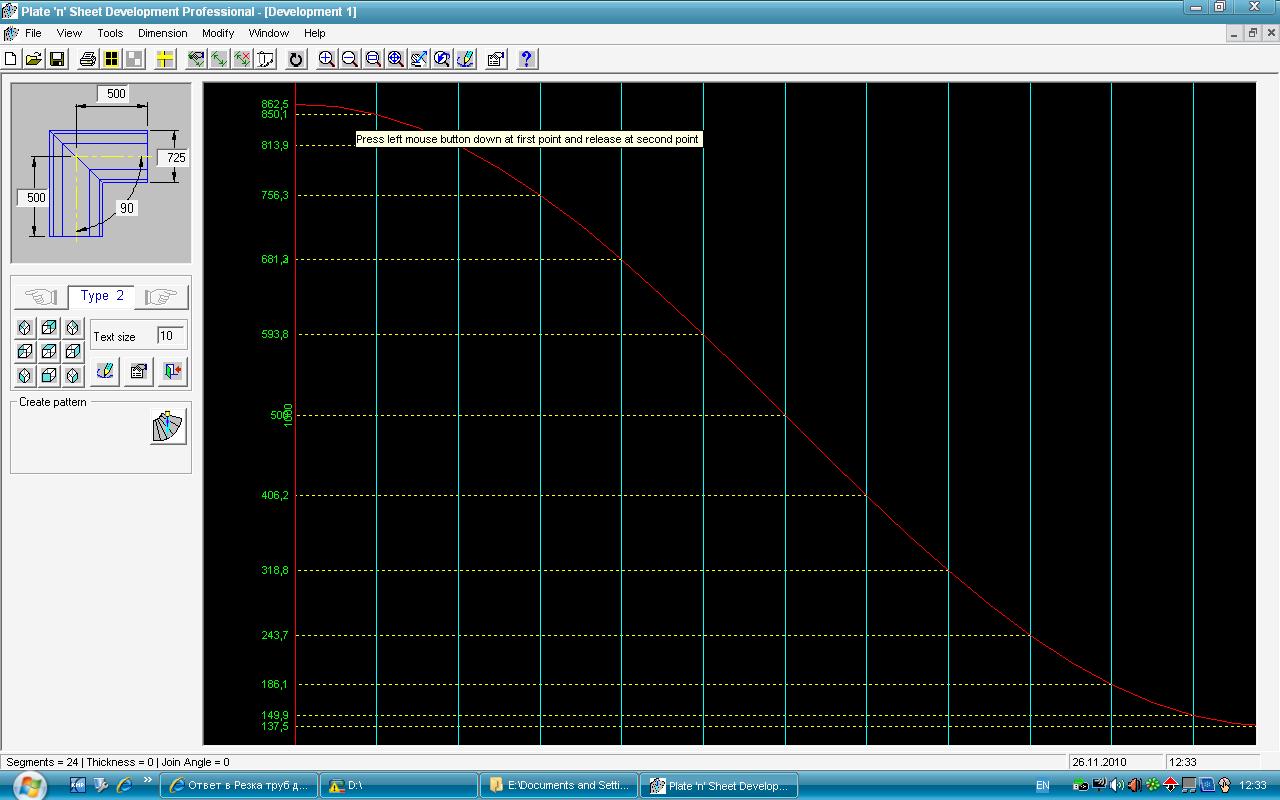
ilia432009, что ты умееш в виду когда пишеш "схема резки"? Если тебе нужно разметить трубу для резки тогда воспользуйся этими чертежами. Пришлось игратся с увеличением что бы видно было все размеры, но думаю разберешся.
1 балл
-
Без отрыва варят трубы большого диаметра, на тонких трубах сложно набить руку на неприрывный шов.Самое главное подобрать силу тока, pro100chaynick уже говорил об этом.1 балл
-
Существует множество разных стандартов на конструкционные элементы и размеры сварных соединений. ДУГОВАЯ СВАРКА В ЗАЩИТНОМ ГАЗЕ. СОЕДИНЕНИЯ СВАРНЫЕ ГОСТ 14771-76* Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе. Стандарт не устанавливает основные типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов по ГОСТ 16037-80. РУЧНАЯ ДУГОВАЯ СВАРКА. СОЕДИНЕНИЯ СВАРНЫЕ ГОСТ 5264-80 Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой.Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80. СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЬНЫХ ТРУБОПРОВОДОВ ГОСТ 16037-80(для разных видов сварки и для газовой тоже) Помимо основных есть еще нормативные документы на строительство каких либо технических устройств и в них тоже приведены конструкционные элементы и размеры сварных соединений . Но мое мнение такое, при ручной дуговой сварке покрытым электродом каждый сварщик должен сам подобрать для себя три важные особенности: 1)притуплении свариваемых кромок; 2)зазор между ними; 3)силу сварочного тока. Особенно касается труб с маленькой толщиной стенки. Если найти золотую середину, то и корень шва спокойно варится без отрыва дуги и без колебаний электрода.1 балл
-
s2dent, есть же ещё разница в диаметре. Но лучше сразу научиться делать правильно, а неправильно всегда успеешь сделать.1 балл
-
Добрый день. Попытаюсь помочь в вашей проблеме. Все дело не в электродах и не в подогреве(электроды подобраны правильно, только прокаливаете вы их при сильно большой температуре «температура прокалки 190-210 С в течении 1ч.» и подогрев правильный +10, я тут читал предложение, подогреть стык до 200-400С это не правильно т.к. при сварке сталей аустенитного класса нельзя превышать температуру между проходами = 200 С, а иностранные аналоги стаи по ASME не более 180С) обратите на это тоже внимание. Мне кажется все дело в погонной энергии и перегреве металла в зоне сварки. За один проход вкладывается много металла в шов. Попробуйте сварить шов ниточными валиками(будет больше слоев и проходов в шве ,а напряжение в шве при остывании уменьшится) с использованием электродов маленького диаметра на пониженных токах, для 2,5 мм электрода мах. 65А, для 3 мм мах. 90А, 4 мм электрод вообще не применяйте и после каждого прохода давайте остывать. Удачи.1 балл