Активность
- Последний час
-
 интересно... что вы к окисной пленке пристали. Да возьмите и протравите, эффект будет такой же. Пока не прогреется не поедет процесс. не куда там падать. Нет в целом энергии для устойчивого процесса, особенно стартовый момент. Пока же нет задачи сделать шов более узким. А вот энергии получить дополнительно, лишним не будет. с такими толщинами пульс только немного мягче процесс сделает. Пульс не панацея в данном случае. Другое дело когда идет разговор за 1.0 - 1.5 мм толщины материала.
интересно... что вы к окисной пленке пристали. Да возьмите и протравите, эффект будет такой же. Пока не прогреется не поедет процесс. не куда там падать. Нет в целом энергии для устойчивого процесса, особенно стартовый момент. Пока же нет задачи сделать шов более узким. А вот энергии получить дополнительно, лишним не будет. с такими толщинами пульс только немного мягче процесс сделает. Пульс не панацея в данном случае. Другое дело когда идет разговор за 1.0 - 1.5 мм толщины материала. -
 Плотность тока упадёт....
Плотность тока упадёт.... -
Было и в духовку запихивали( хотя шанс получить -таки сковородкой был близок к 100%)
- Сегодня
-
 Нормально, и можно без пульса сварить алюминий, я на Эвоспарке проволокой 1,4 нормально работал, главное подогреть перед сваркой нормально.
Нормально, и можно без пульса сварить алюминий, я на Эвоспарке проволокой 1,4 нормально работал, главное подогреть перед сваркой нормально. -
 Такое сейчас повсеместно. Если есть панель управления с выбором газа и диаметра проволоки, то там при выборе металлов буде Fe, CrNi, AlMg, AlSi, Cusi хоть за 15 тыс. источник, хоть за 315... Обычной пропановой горелкой (без применения кислорода) греть алюминий перед сваркой нормально? Тогда я отчасти решу проблему пробития оксидной пленки в начале сварки. А бОльшую мощность вытащу применением проволоки 1,2 в таком случае.
Такое сейчас повсеместно. Если есть панель управления с выбором газа и диаметра проволоки, то там при выборе металлов буде Fe, CrNi, AlMg, AlSi, Cusi хоть за 15 тыс. источник, хоть за 315... Обычной пропановой горелкой (без применения кислорода) греть алюминий перед сваркой нормально? Тогда я отчасти решу проблему пробития оксидной пленки в начале сварки. А бОльшую мощность вытащу применением проволоки 1,2 в таком случае. -
 Принято, а тот что без двойного пульса,его цена?
Принято, а тот что без двойного пульса,его цена? -
Явно больше, чем столько, чтобы посылать самому... Есть в этой работе много типовых операций: отрезать профиль по длине, сварить стык, снять усиление (зачистить шов). Вот за каждую операцию придумайте цену да помножьте. И сверху к этому накиньте 20-25%. А там если что, то уже поторговаться немного. А вообще среднюю по больнице у коллег можно поспрашивать, чтобы в рынке быть с ценами.
-
Накрутили с утра, демоны,сорри...сначала челюсть в стоматологии раскурочили,потом на работе с вопросами лезть начали... а говорить-то особо не могу, так мычу чего-то...всем видом пытаюсь показать, чтобы отлезли, и нифига... Всё, хорош флудить,далее -про сварку алюминия.
-
 Николаич, что-то ты в понедельник саркастичен....
Николаич, что-то ты в понедельник саркастичен.... -
Ну да, ну да...за неимением дам-с, имеем горничных,классика
-
ДА! Но Велдконнект, чисто как справочный, тоже ничего....
-
Не мой случай. Аппарат на три крутилки, без синергии. Нет возможности. До начала сварки подача с фиксированной скоростью плавного старта. А во время сварки делать электрические измерения я не готов. В первом приближении с подачей относительно неплохо: на всю длину деталей в 150 мм прохожу шов одним проходом без спотыканий. Будь проблемы с подачей, то я полагаю, что практически на любых настройках дуга уходила бы в наконечник. Зато меня правильно поняли) У меня в приложении WeldConnect для аппаратов фрониус можно выбрать CMT, PMT, Pulse, Standart. Вот стандарт я и выбираю.
-
Так себе прога...удалил нахрен из-за ненужности...
-
По Weldconnect там аж 5 проходов....
-
Насколько помню фронявские мануалы,там для АМг импульс по умолчанию...
-
Нет. это просто наконечник с размером центрального канала 1,40-1,46.Подходит для стальной проволоки номиналом 1,2мм и проволоки из алюминиевых сплавов номиналом 1,0мм. Если, конечно, наконечник кондиционнный.Нет наконечников для алюминиевых сплавов, есть наконечники с разной маркировкой.
-
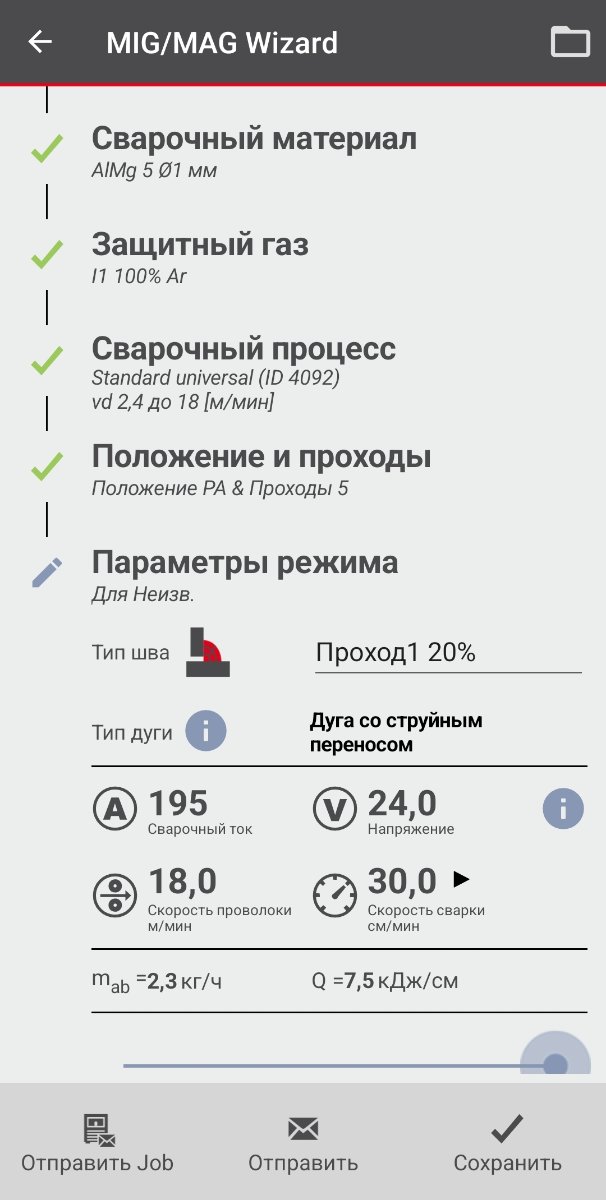
Пошагово то что вводил там: 1. неизвестный источник; 2. алюминиевые сплавы; 3. тавровое соединение (толщина 12мм, высота шва 13мм, усиление 3мм); 4. Al; 5. AlMg5; 6. 1,0; 7. 100% Ar; 8. Сварочный процесс Standart - universal ID 4092; 9. PA; 10. каждый проход по 20%. Ответ приложения на картинке ниже. Не истина для меня, но как точка отчета весьма содержательна. Напряжение без регулировки индуктивности в плюс не повысить, как оказалось. Нормальный перенос металла при 18 м/мин и 24 В при нулевом положении ручки индуктивности, а 28 В можно было поставить уже при 2/3 от максимального положения. Без ее регулировки дуга удлиняется. Пробовал максимум аппарата поставить - 31 В ну и индуктивность на максимум: дуга все равно слишком высокая и в придачу наконечник выступил в роли плавящегося электрода и укоротился на пару миллиметров К слову, наконечник обычный E-Cu для стальной проволоки 1,2.

-
Флагштоки возле ТЦ, я так варил минуты 1.5 пока настраивал ПА после покупки, а тут готовое изделие... Ещё и покрасили "ёжика"...

-
Что-то Фрониус такую толщину "набрать" на дает....
-
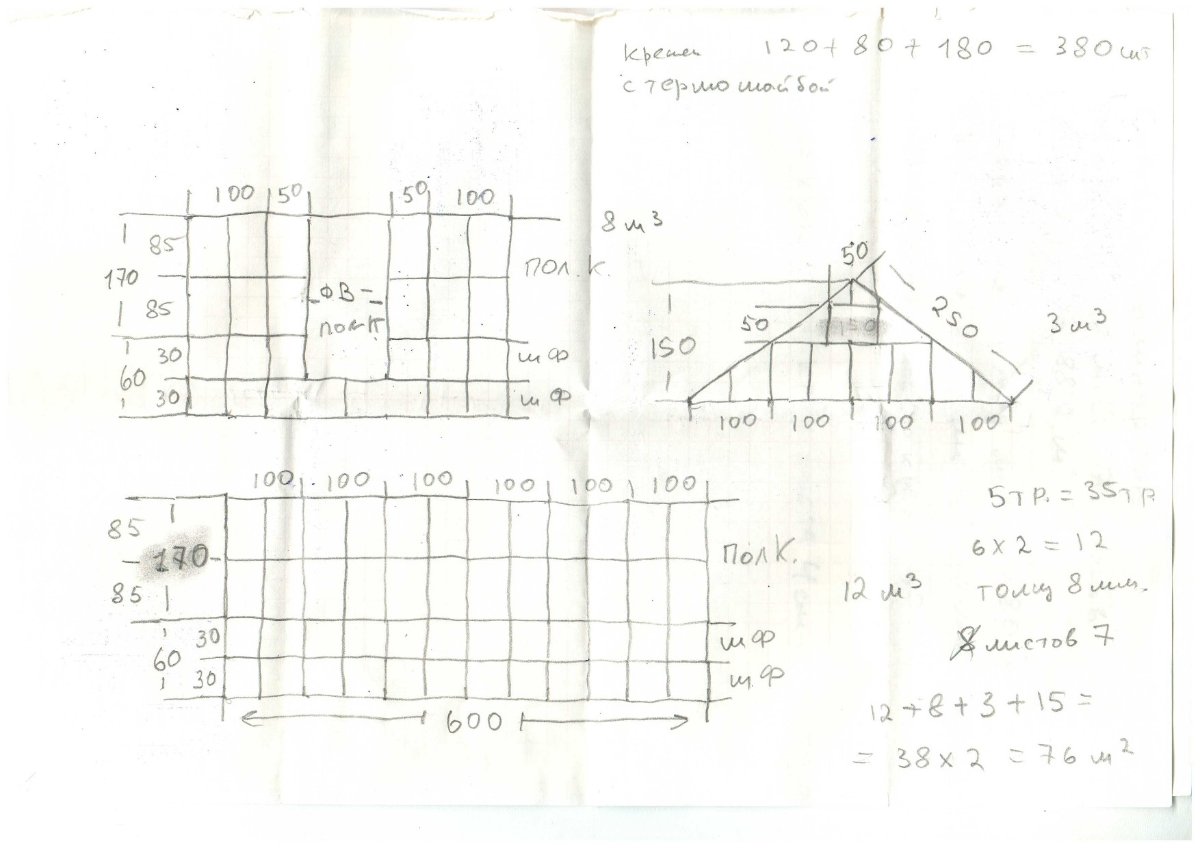
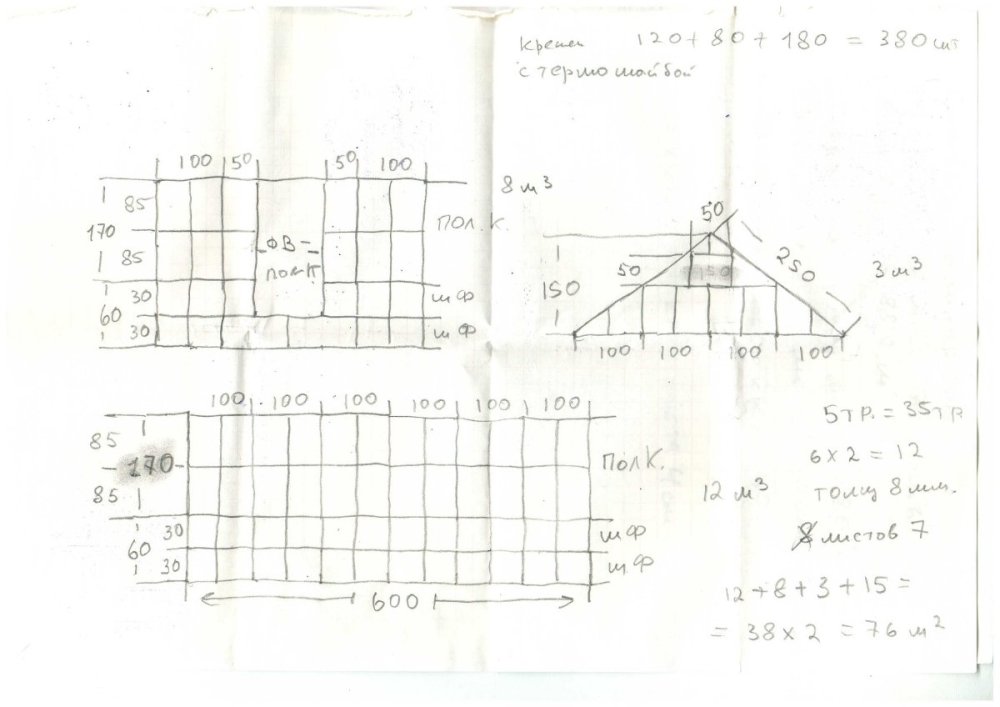
Всем привет, поступил заказ на теплицу, профтруба 50х50 толщина 3мм, часть перегородок будет 50х25(сколько точно не скажу), квадратура поверхностей 88 кв\м, суммарная длинна швов примерно 7 метров. Пилю и варю я, с внешней стороны зачистка швов в горизонт, от заказчика подсобник принеси\подержи и расходники. Сколько за такое можно просить денег что-бы не послали на три буквы??
-
Weldconnect хочет еще знать тип шва, толщину материала (миль пардон - увидел - 18 мм????), как минимум...
-
Фрониус на импульсе такие параметры рисует?
-
вы сами ответили на свой вопрос. Такая толщина, без предварительного прогрева, не способствует качественному старту. В некоторых аппаратах, есть режим форсажа (более завышенное напряжение), тогда может что-то будет получаться... но это надо играться. Плавный старт, он более для устранения первичного разбрызгивания, когда деталь холодная и капли с проволоки будут разлетаться. на некоторых аппаратах, чтобы сделать более адекватную регулировку скорости проволоки, есть переключатель. Тогда мотор будет работать уже на все деньги. Т.е. при одном положении, регулировка допустим с 0 до 11 м\мин, при другом положении с 10 или типа того до 20 м\мин. В противном случае, если нет синергетики и подача выкручена на максимум, добавлять напряжение не получится, проволоки все равно будет не хватать и ток уже не вытянуть. Но... внутри аппарата, может быть подстроечный резистор. И тогда у вас минималка может уйти в большую сторону, но вы поднимите максимальные обороты. А вообще, неплохо бы замерить реальную скорость подачи проволоки. И заодно посмотреть, при максимальном положении регулятора, что у вас с питанием мотора. По сути ШИМ должен смениться постоянным напряжением питания этого мотора. Т.е. если питание не 24В, допустим, а 22 или того меньше 20, то вы больше просто не выжмите. Например не качественный трансформатор (встречал как заниженные напряжения, так и завышенные). И если запитать правильным напряжением, то обороты возможно поднять, без вреда управлению мотора. 24В для примера, т.к. бывает и на 48В. На 12В реже. Но суть одна. Если трансформатор имеет меньше витков, то питания для максимальных оборотов не достаточно. Может конечно и импульсный блок питания. Тогда еще проще, либо делитель изменить, чтобы поднять выходное напряжение либо подкрутить потенциометр этого же делителя. И конечно же, проверить, чтобы проволока не проскальзывала. Бывает что это выражается на не больших оборотах, но бывает, на малых и средних все хорошо, а на больших проволока начинает в роликах проскальзывать, но обычно это сопровождается гулянием дуги вверх\вниз. Если дуга стабильно высокая, на максимальных оборотах, значит все же мотор не вытягивает.
-
Освежу немного тему вопросами новичка. Попробовал впервые сварку алюминия полуавтоматом. Марка материала тренировочных деталей мне не особо известна, но скорее всего какой-либо сплав АМг. Детали толстые: бруски примерно 35х35 и 35х18, длиной порядка 150мм. Проволока 5356, 1.0мм. Полуавтомат обычный без импульсных режимов (максимум можно поставить 31 В и 18 м/мин, ток 350). U-ролик и тефлоновый канал само собой стоят. Горелка 36я, сопло 16 мм, расход аргона 15 л/мин. Детали тщательной подготовки не проходили, просто почистил сверху лепестковым диском (диск новый брал). Столкнулся со следующими проблемами: 1. По всей видимости не пробивает оксидную пленку в начале сварки. Металл проволоки просто скатывается в шарик, который немного приплавляется к менее массивной детали. С прогревом во время сварки эта проблема в целом уходит, и на горячую сварка стартует в целом без проблем. 2. При старте проволока часто отгорает до наконечника, иногда к нему прилипает, но не приваривается. Примерно 50/50 после обгорания может от нажатия кнопки двигаться, иногда надо отрывать шарик бокорезами, Иногда внутрь наконечника отгорает, тогда его откручиваю и выпускаю немного проволоку и ставлю его обратно. Возможно дело в плавном старте, т.к. аппарат до начала сварки медленно проволоку подает. И он не регулируется никак. Со второй проблемой более менее вылетом проволоки бороться получается, и вообще сварка алюминия к вылету проволоки более требовательна мне показалась. Больше интересует как на холодную сварку начинать, может быть подогревать детали, хотя в наличии только пропановая горелка с туристическим баллончиком. И еще не очень понятно как мощность вытащить из аппарата, кроме как использованием проволоки 1,2мм. Подачу выкрутил на всю, а напряжение сильно поднять не могу - дуга уходит в наконечник. Получилось что-то типа 18 м/мин и 28 В. Аппарат своим показометром порядка 190А намерял, а хочется побольше. У меня при подборе соотношения напряжение/индуктивность при этой подаче от 24 до 28 В напряжение можно подобрать, выше уже дуга слишком длинная и в наконечник может уйти во время сварки. Ради интереса посмотрел в приложении от фрониуса: оно мне при 18 м/мин рисует 24В и 195А, что несколько походит на полученные результаты.
-
это ни чего не значит. Тот же форсаж может быть уже внедрен на каком-то заводском уровне настройки. (инвертор по сути имеет внутри много нюансов, банальный дроссель как реализован или он физический на чем и чем намотан, а так же обратная связь как и на чем реализована). Следовательно когда поля накладываются (а поле от дуги всегда образуется), то аппарат не адекватно считывает данные и начинает чудить. Плюс в ММА не просто так делают короткие кабеля. А обычно их удлиняют. А еще хуже когда они скручены в кольцо. И положение сварочного и обратного кабеля относительно детали так же оказывает влияние. Стол металлический, сделайте виток вокруг ножки стола и уже может получиться сердечник трансформатора в виде стола. При стечении условий, может это и вылезти все боком. Т.е. напряжение на дуге, ток дуги и положение кабелей, плюс логика работы аппарата. У нас был случай, когда все не получалось. Взяли китайский аппарат, без наворотов и вроде бы хотели уже его оставить. Но после ряда экспериментов и ... он начал чудить с дугой. И ферритные кольца вешали на питание 380В и с бубном танцевали. Даже просто поставить стол на диэлектрик между бетонным полом уже давал некий результат. Но в итоге нашли только один единственный вариант, который работал 100%, в нашем случае. Еще был промежуточный вариант, аппарат 3-х фазный не работал с одним типом горелки, но рабаотал с другим. А однофазный наоборот работал с той горелкой, которая на 3-х фазном не работала. Повторюсь. У других и без танцев все сразу работало и работает не один год. При одних и тех же в целом условиях. Относительно недавно был на заводе, где 0 с землей одно целое. Подключили робота, работает. Без проблем, совсем без проблем.