Активность
- Последний час
-
Какой пиар?!
-
Крометех фоток, что выше, другиих нет.Снимал , конечно больше, но всё скидывал потом нашим спецам, что-то они оставили, остальное поудаляли.Да как-то и не планировал активно пиариться на этой теме, учту в следующий раз, если будет такая возможность
-
Я про это!
-
Так они в посте выше есть
-
Поделишься?
-
Да не нужна она мне, просто такая классная... на НГ и день сварщика дарить самое то
-
Юаней не хватило? Фотографировал?
-
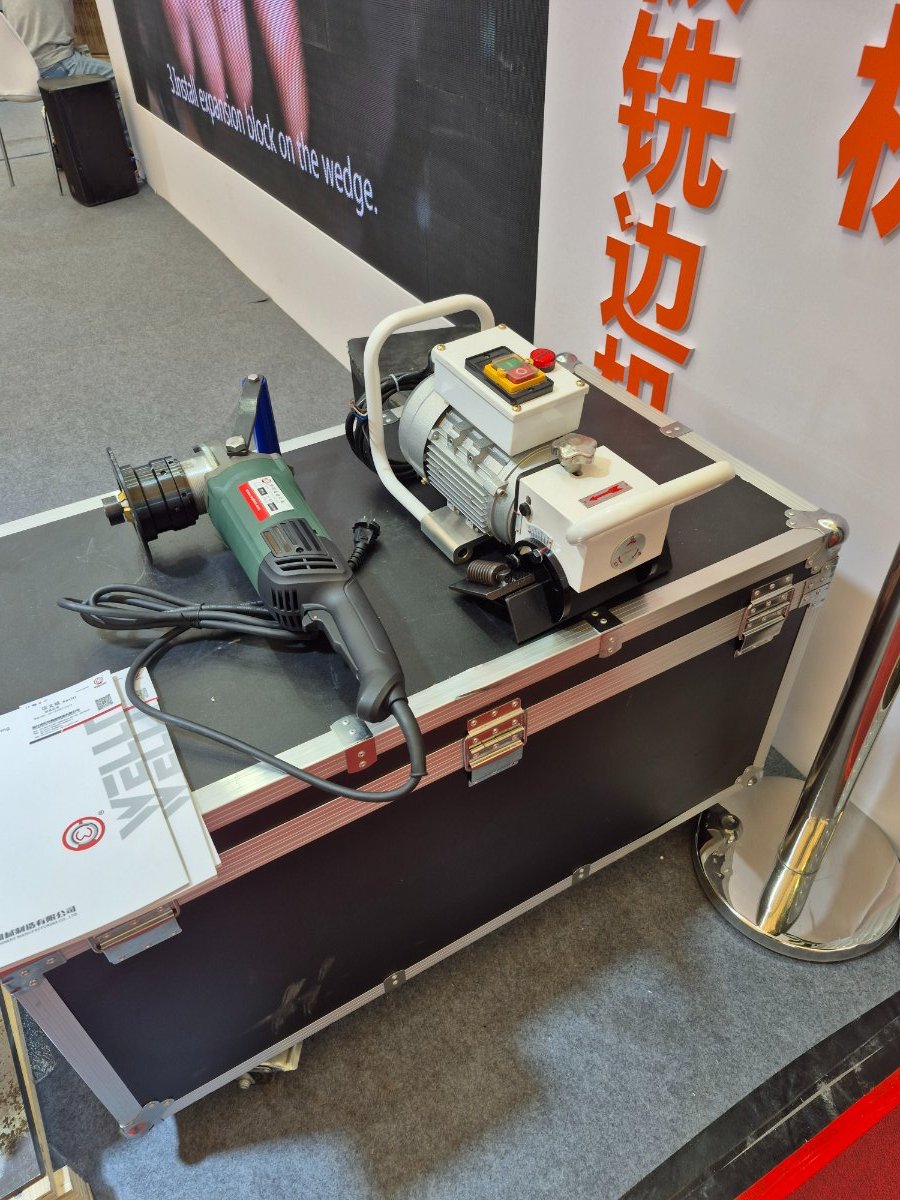
Ой глаза разбегались , точилки-строгалки,чистилки, размечалки,ручные и автоматизированные, столы/стулья.. , просто добротно сделанные вещи-от горелок до всякой мелочи.Спецодежды тоже валом... Была такая вроде банальная вещь,как точилка для вольфрама.Очень компактная, на аккумуляторе,добротно сделанная и недорогая.Чуть не купил прямо там.И расходников валом, на любой вкус и кошелёк
-
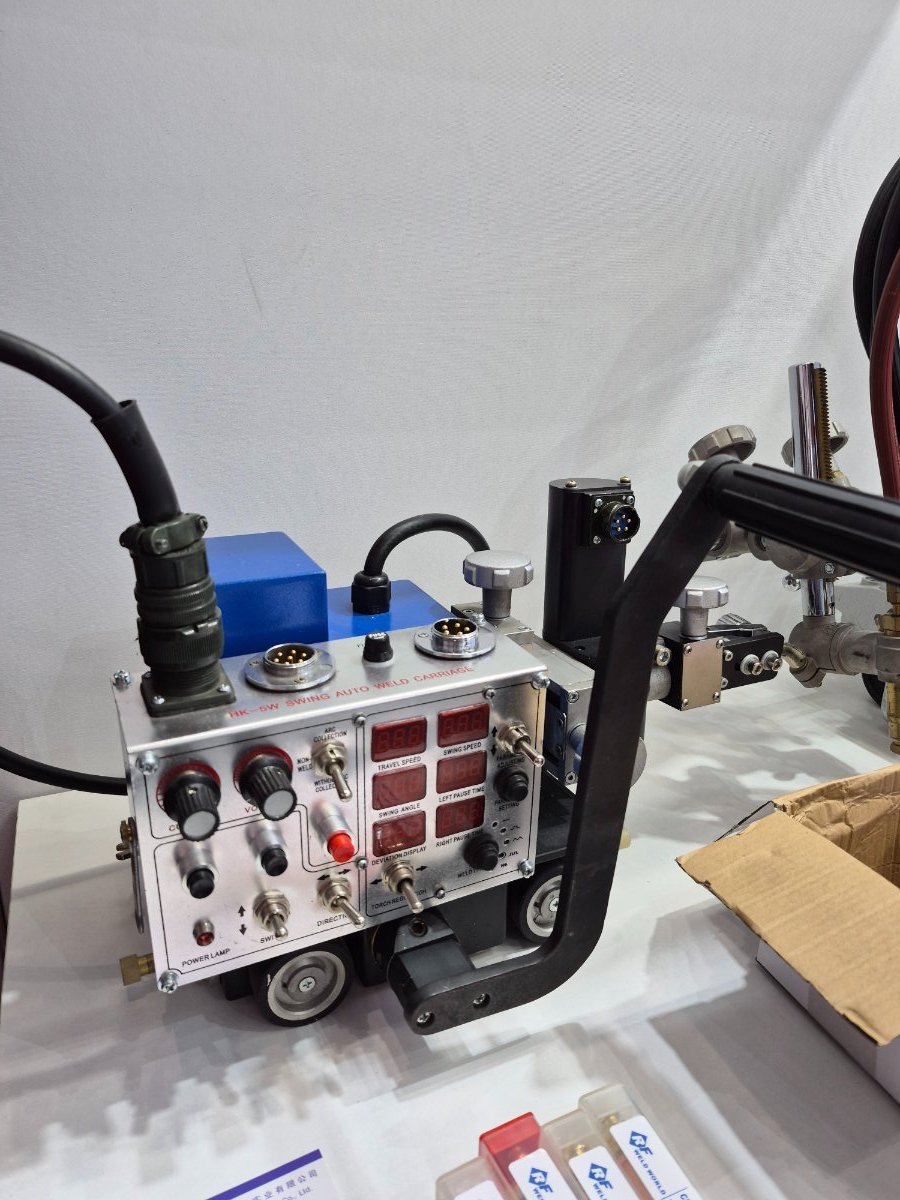
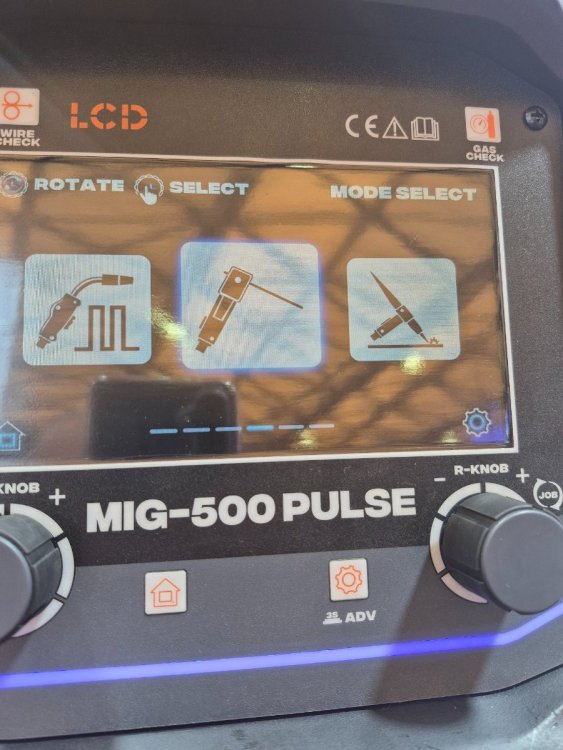
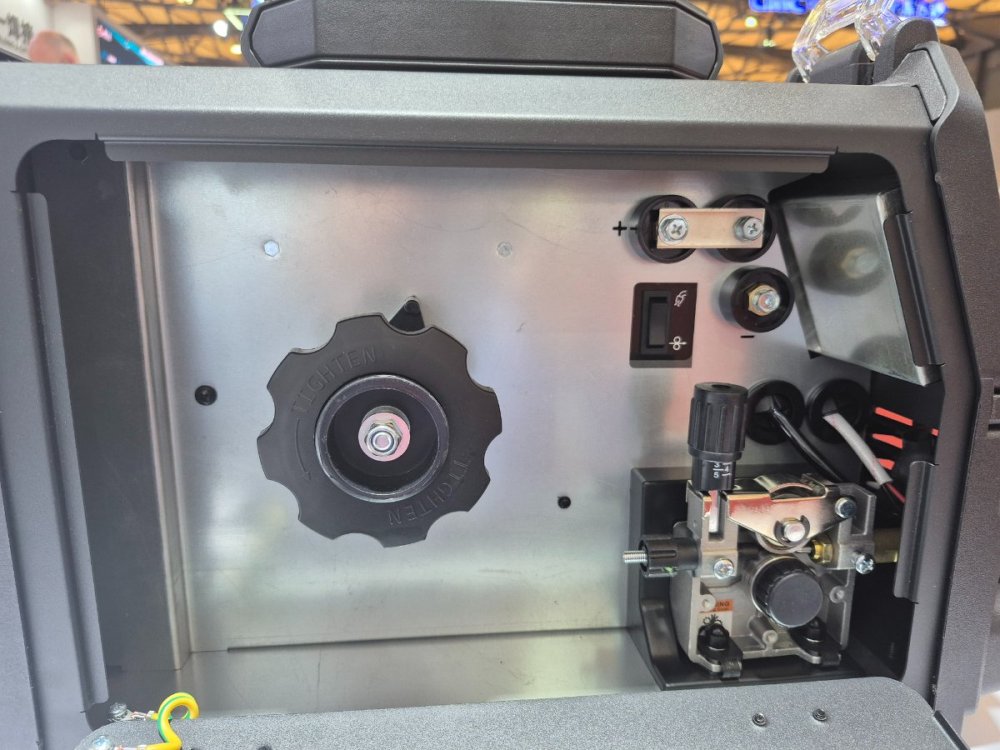
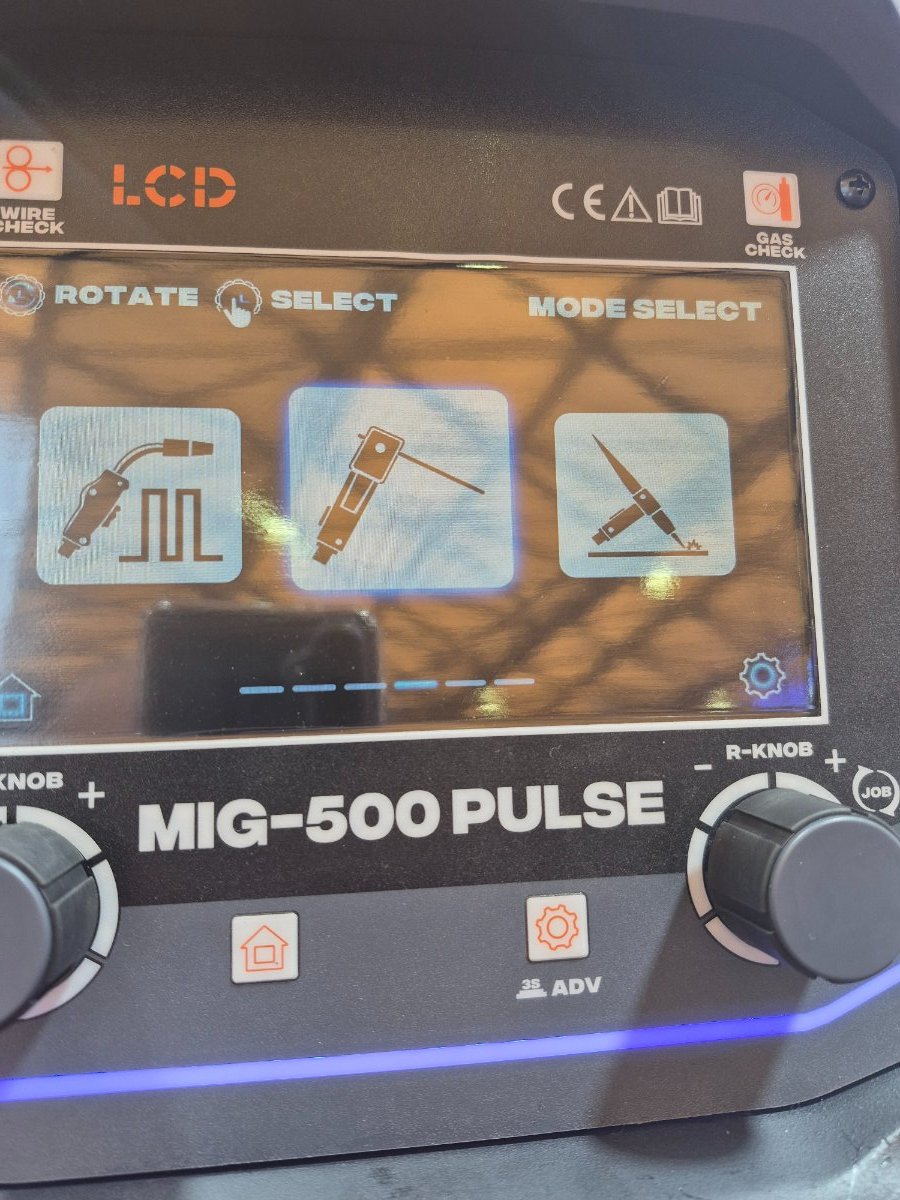
Т.е., по сути, на источнике только регулировка напряжения (ну, и пульсы всякие), а на горелке - подача (с обратной связью, ессно).... А какие-то приспособы, инструменты интересные?
-
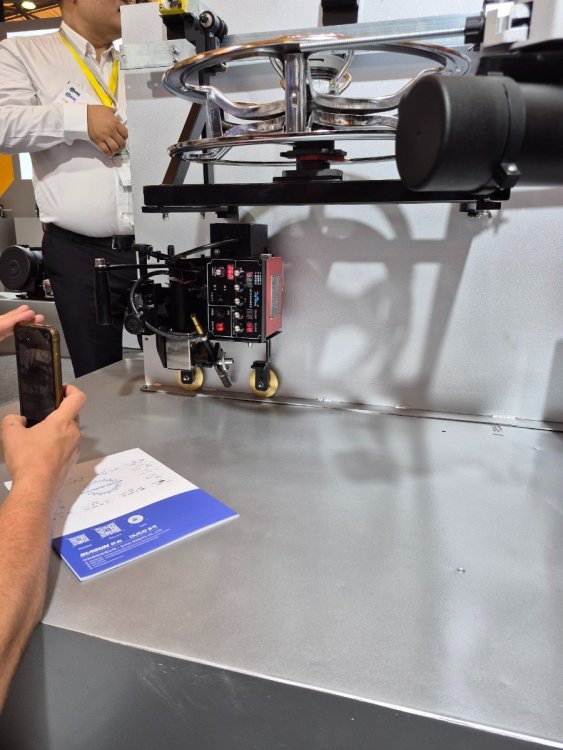
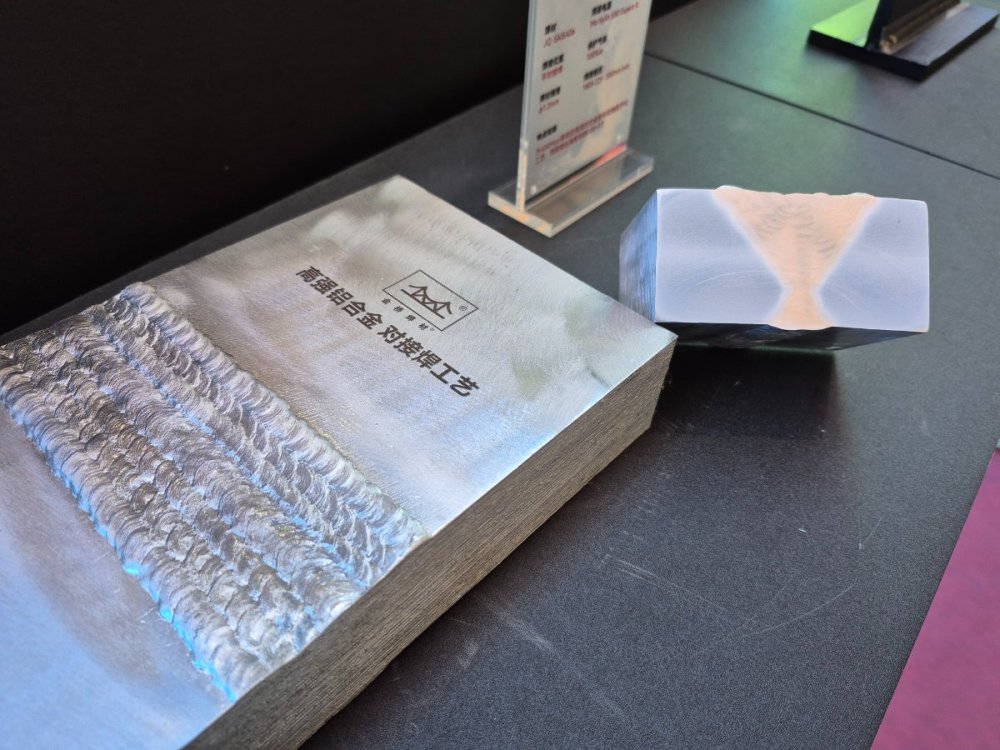
Да, интересное решение, очень много на полуавтоматах-видно местная мода, пуш-пульных горелок, с тянущим моторчиком позади рукоятки.Поработал такой-понравилось очень на алюминиевом сплаве, не заметил на длительном треке никаких подтормаживаний и КЗ в пульсе.
-
Ну, может, какая "куздюлина" особо зацепила! Вот мне любопытны спулганы, что у тебя на фото, и горелки с регулировками на ручке....
-
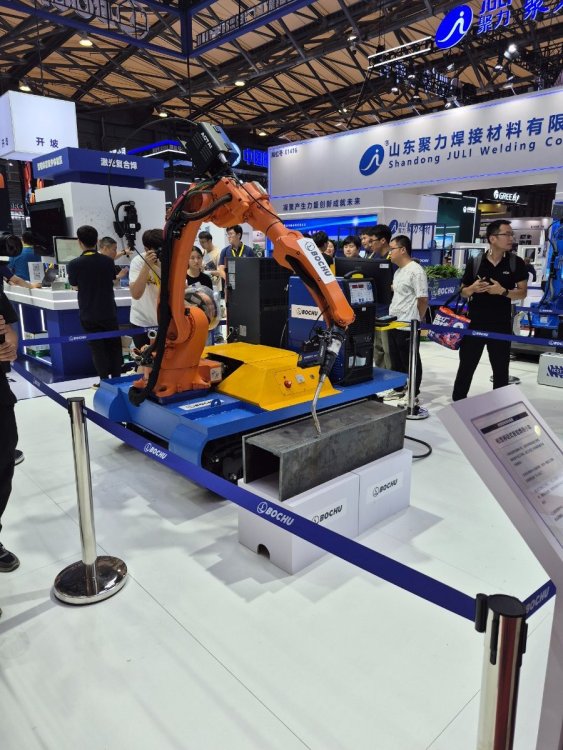
Да всё понравилось: ассортимент( есть всё),отношение( к русским очень комплиментарное), организация...в двух словах роботы,автоматика , лазеры, материалы( любые).И то, что по любому направлению огромный выбор как по ассортименту , так и по количеству стендов.
-
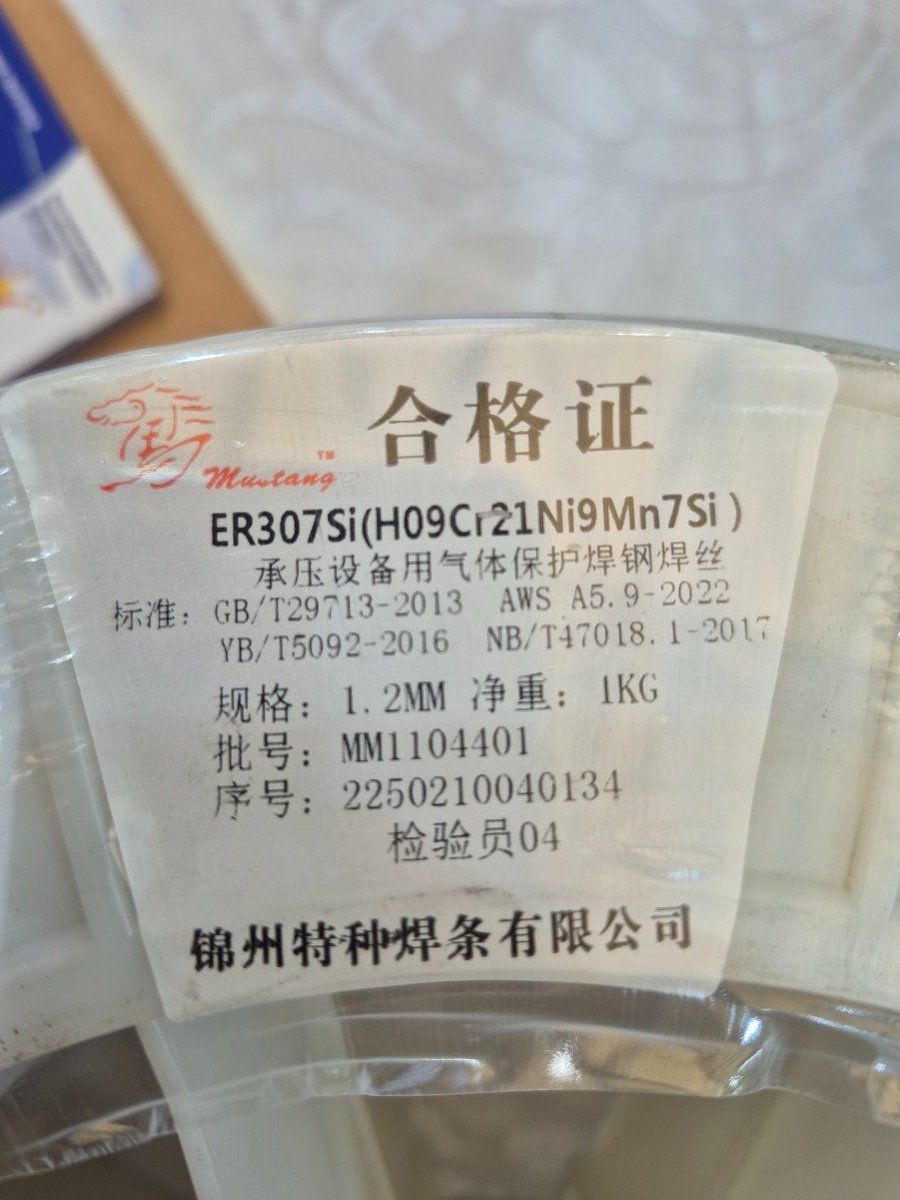
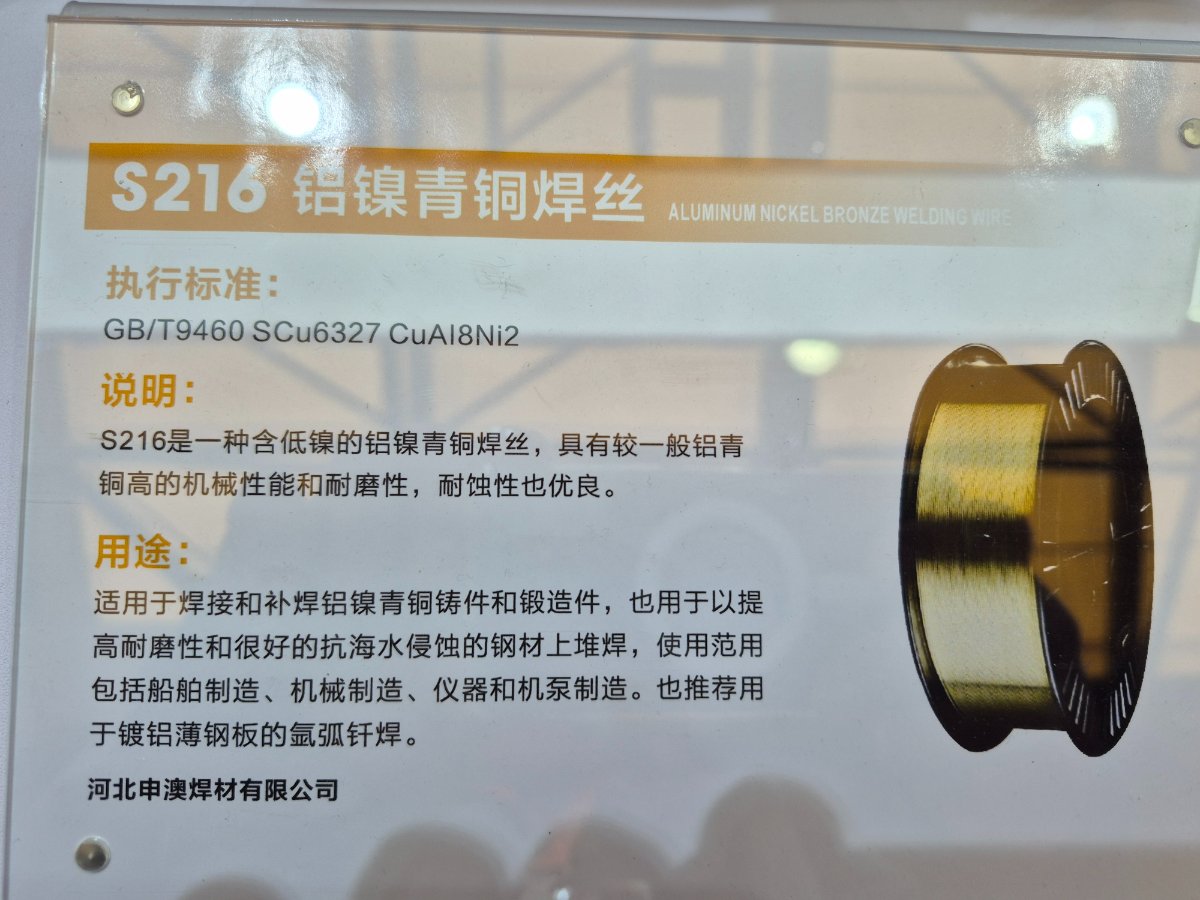
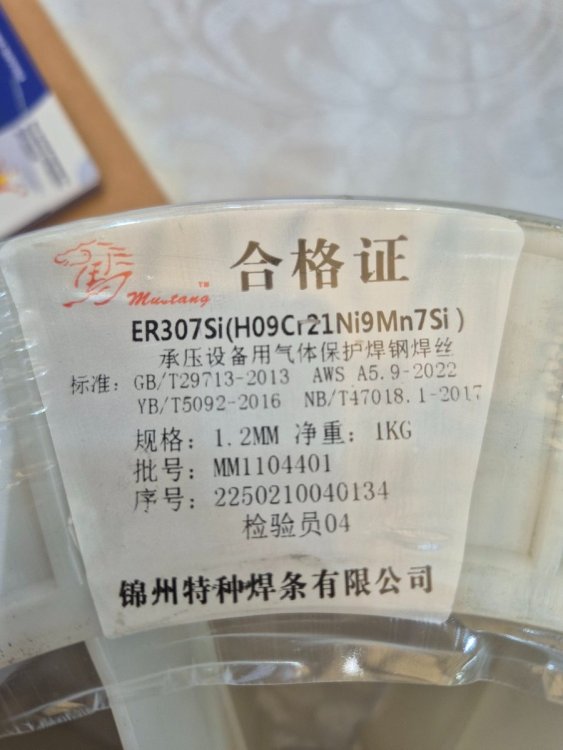
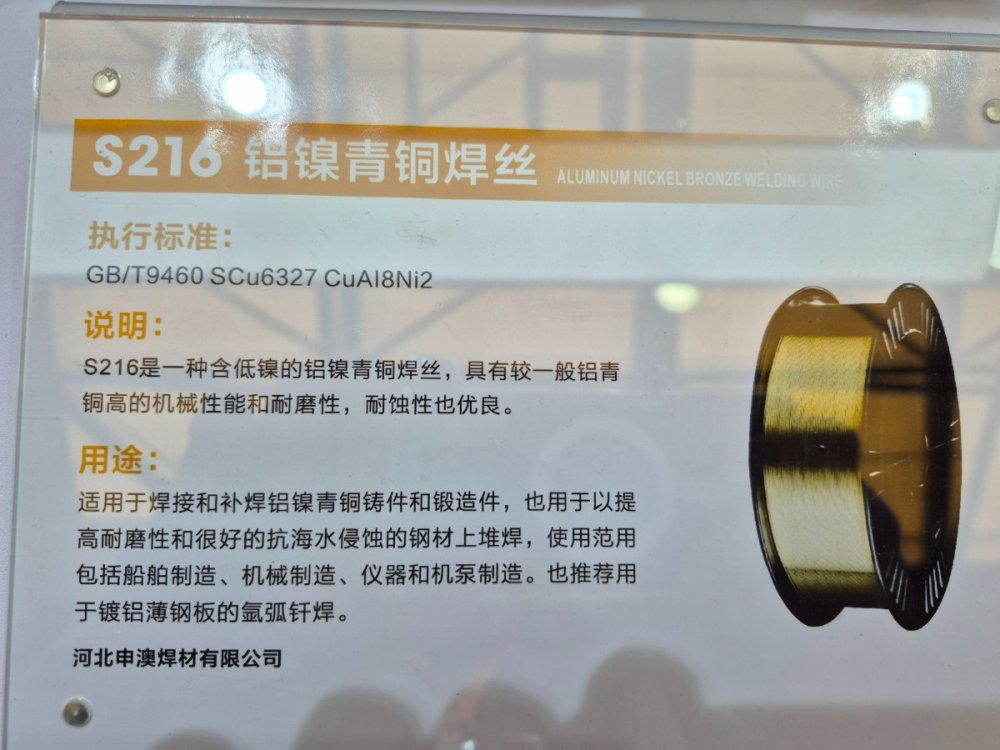
Вот самому что понравилось? Удивило, поразило и тп) ЗЫ проволока интересная - CuAl8Ni2... эт для чего?
-
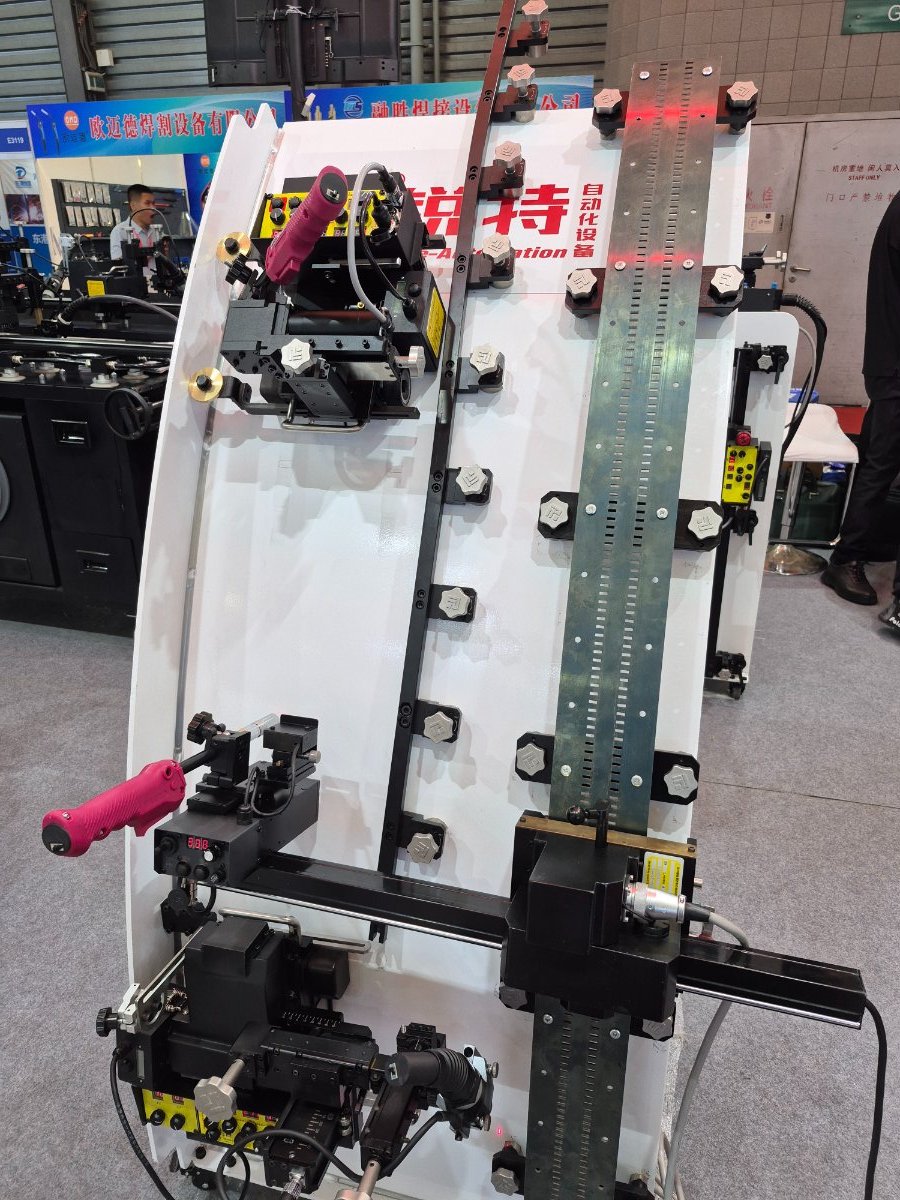
Ой, букаф много, и шарахался там три дня, устал как собака...вот чутка фоток , делал по работе, спрашивайте , если что, так проще будет... 20250617_103856.mp4






.thumb.jpg.702e543d06a77efa0416181e329df6d2.jpg)

























- Сегодня
-
Николаич, расскажи! Интересно же....
-
 Не самая лучшая идея. Нержавейка имеет твёрдость ниже основного металла, а пластичность выше. То есть, будет деформироваться до тех пор, пока не отслоиться. Лучше наплавлять материал борее близкий по свойствам. Допустим, проволокой 15ХМ, 12Х1МФ. Тонкий слой не требует термообработки, и имеет достаточные свойства, чтобы не отслаиваться.
Не самая лучшая идея. Нержавейка имеет твёрдость ниже основного металла, а пластичность выше. То есть, будет деформироваться до тех пор, пока не отслоиться. Лучше наплавлять материал борее близкий по свойствам. Допустим, проволокой 15ХМ, 12Х1МФ. Тонкий слой не требует термообработки, и имеет достаточные свойства, чтобы не отслаиваться. -
 316. А если будете сваривать среднеуглеродистые стали(бывают случаи в ремонтной практике),то только 316.
316. А если будете сваривать среднеуглеродистые стали(бывают случаи в ремонтной практике),то только 316. -
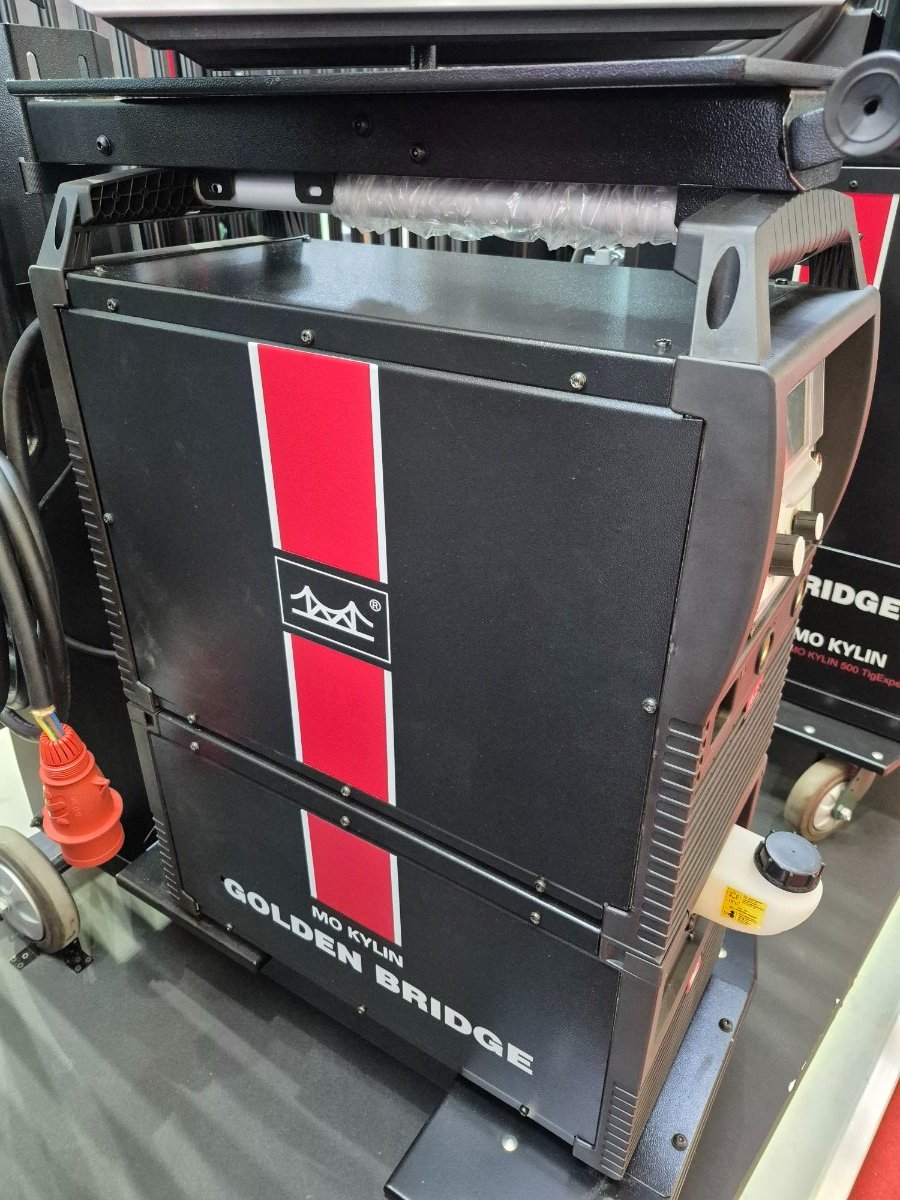
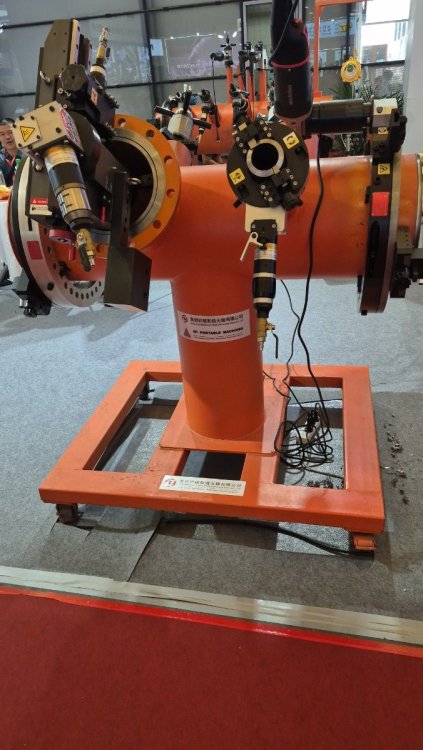
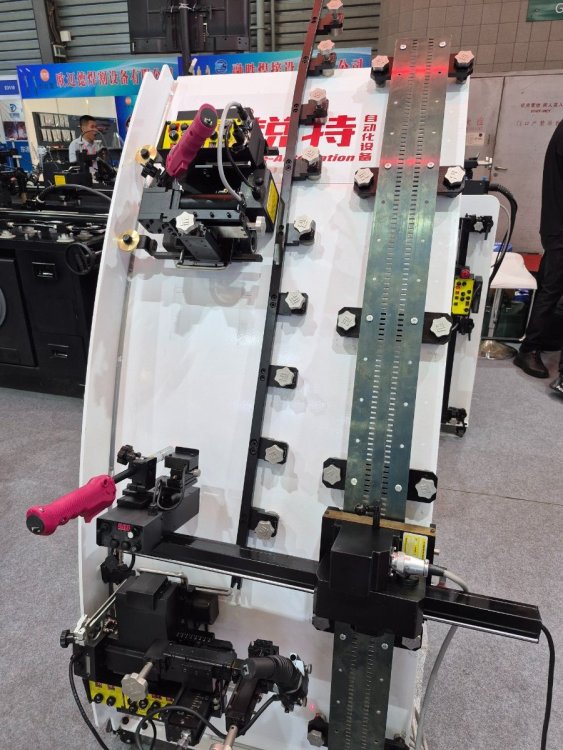
Нормас, площадка раз в 10 больше велдексов/росвелдов, целые комплексы для сварки (обечаек например,диаметром 3+м в работающем состоянии) и т.п. европы и америки тихонько жались по углам, теряясь в мощи китайского дракона... Есть очень достойное оборудование( и материалы).
- Вчера
-
А какой именно скорости в плане ее размерности? Вжик - это сколько м/с (мм/мин и т.п)? Весь вопрос в величине этой самой скорости. Порою важны не абсолютные значения, а относительные. Будет аттестована технология - будет примененип и на 10 и на 20мм и т.п. Именно аттестация ограничит допустимость применения, а если разрешено, то зачем разглядывать рост зерна и формирование кристаллической решетки? Это при аттестации посмотрят и примут решение о допустимости. Есть же для космоса ГОСТ на лазерную сварку, и там именно типовой техпроцесс стандартизован, о чем это говорит? Там куда серьезнее машину рассматривали. Но... причины написаны выше.
-
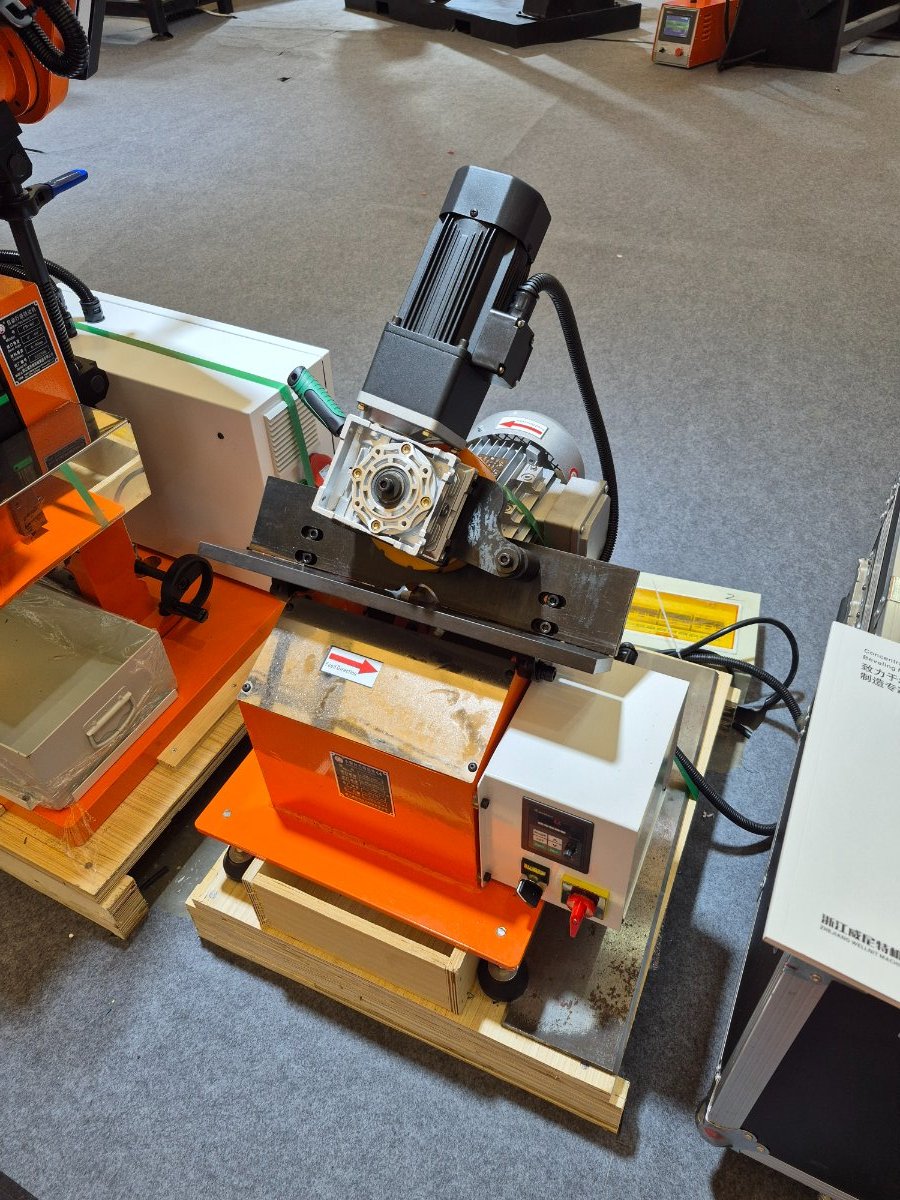
 Это сталь .
Это сталь . -
Ну и как?
-
Прежде чем что-то начинать делать,надо выяснить,что пред вами сталь или чугун. 3 Техническиетребования 3.1 Валы изготовляют в соответствии с требованиями настоящего стандарта по конструкторской документации (КД). утвержденной в установленном порядке. 3.2 Валы изготовляют из стали марки 45 по ГОСТ 1050. сталей марок 50Г, 40Х. 40ХН, 40ХНМА по ГОСТ4543. стали марки 50ХФАпоГОСТ 14959. а также из сталей других марок, по физико-механическим свойствам не уступающих перечисленным. 3.3 Разброс показателей твердости поковок валов после предварительной механической обра ботки для одной и той же модели двигателя не должен превышать 40 НВ. 3.4 Для коленчатых валов, упрочненных закалкой токами высокой частоты (ТВЧ). твердость коренных и шатунных шеек должна быть в пределах 53—63 HRC. Для коленчатых валов, упрочненных азотированием на глубину 0.25—0.40 мм. твердость повер хности должна быть не менее 500 HV 5/10. 3.5 Требования к качеству микроструктуры закаленного или азотированного слоев должны соот ветствовать КД предприятия-изготовителя. 3.6 Валы изготавливают из чугуна марок ВЧ-50, ВЧ-60. ВЧ-70 по ГОСТ 7293 и марок КЧ 60*3, КЧ 70-2 по ГОСТ 1215. 3.7 До прохождения механической обработки валы подвергают соответствующей термической обработке для получения твердости 207-255 НВ. По требованию заказчика литые заготовки валов подвергают легированию или изотермической закалке для достижения твердости до 302 НВ. 2 ГОСТ Р 53444—2009 3.8 Микроструктура металла валов должка иметь металлическую основу в виде перлита или тро- осто-феррита. Графит в чугуне марок ВЧ-50. ВЧ-60 и ВЧ-70 должен быть шаровидной формы, а в чугуне марок КЧ 60*3 и КЧ 70*2 — хлопьевидной и компактной форм. Допускаются: * отдельные включения графита неправильной формы, а также мелкие и средние включения гра фита лсеедолластинчатой формы: • до 10 % феррита и отдельные редко расположенные карбиды. 3.9 Наружные и внутренние поверхности литого коленчатого вала должны быть тщательно очище* ны от песка и окалины. Наличие окалины на необрабатываемых поверхностях не допускается. 3.10 Остатки литников, заливы по знакам стержней и линий разъема должны быть обрублены и зачищены. Заливы и заусенцы на базовых поверхностях не допускаются. 3.11 Допускается смещение по линии разъема формы (перекос) не более 1.0 мм. 3.12 Допускается кривизна щек на валах не более 0.5 мм. 3.13 Правку отливки вала производят в нагретом состоянии до механической обработки. 3.14 В местах сопряжения наружной поверхности шеек и смазочных каналов острые кромки дол* жны быть притуплены. Поверхность фаски или закругления должна быть гладкой, без задиров и рисок. 3.15 На необработанных поверхностях валов не должно быть окалин, закатов, плен, расслоений, волосовин и трещин, видимых невооруженным глазом. 3.1в На поверхностях галтелей и шеек вала не допускаются прижоги. трещины и неметаллические включения. 3.17 Устранение дефектов вала эачеканкой и заваркой не допускается, за исключением заварки площадок под противовесы и незаполненных участков в поковке или отливке (на вершинах противове сов и фланцах). 3.18 Толщина закаленного слоя шеек валов, закаленных ТВЧ, после шлифования под последний ремонтный размер должна быть не менее 1.0 мм. 3.19 Шероховатость поверхностей коренных и шатунных шеек должна быть Ra £ 0.32 мкм по ГОСТ 2789, шероховатость поверхностей галтелей должна соответствовать КД. 3.20 Допуски крутости (овальности) и профиля продольного сечения (конусо*. седло* и бочкооб- разностъ) шеек вала не должны превышать 0,005 мм. 3.21 Суммарное отклонение от параллельности осей шатунных шеек и от профиля продольного сечения не должно превышать 0.03 мм на 100 мм длины. 3.22 Биение средних коренных шеек при установке вала на крайние коренные шейки должно соот ветствовать КД. 3.23 Торец фланца коленчатого вала, прилегающий к маховику, должен быть плоским или вогну тым. Предельное отклонение от плоскостности составляет 0.1 мм. Выпуклость торца не допускается. 3.24 Угловое смещение оси шпоночной канавки, фиксирующей шпонку шестерни (звездочки) при вода механизма газораспределения или привода к топливному насосу высокого давления, не должно превышать ЗО'от номинального положения. 3.25 Коленчатый вал должен быть динамически сбалансирован. Способ балансировки и допусти мый дисбаланс должны соответствовать КД. 3.28 Ресурс коленчатых валов, поставляемых на комплектацию, должен быть не менее ресурса двигателя до капитального ремонта.
-
Всем здравствуйте! Подскажите чем лучше направить хвостовик коленвала? не большая выроботка , канавка по краю , потом шлифовка .Ссылаюсь на 316 или 308 присадку

-
это только 1 мм варится - вжик. А если 5 мм и больше то уже нет такой скорости. Метал резать гильотиной - вжик с одной скоростью любую толщину и так же думают о сварке. А еще в омне и масле да под рентген должно вариться. и это я еще не говорю про нормальное формирование кристаллической решетки, ведь с материаловедением пока ни чего нового не придумали, формированию зерна надо время и ... вжик то можно, но потом все хрустит и не крепче самого дешевого пластика, да еще который полежал на солнышке. Так что ... пусть хочется, это не вредно
-
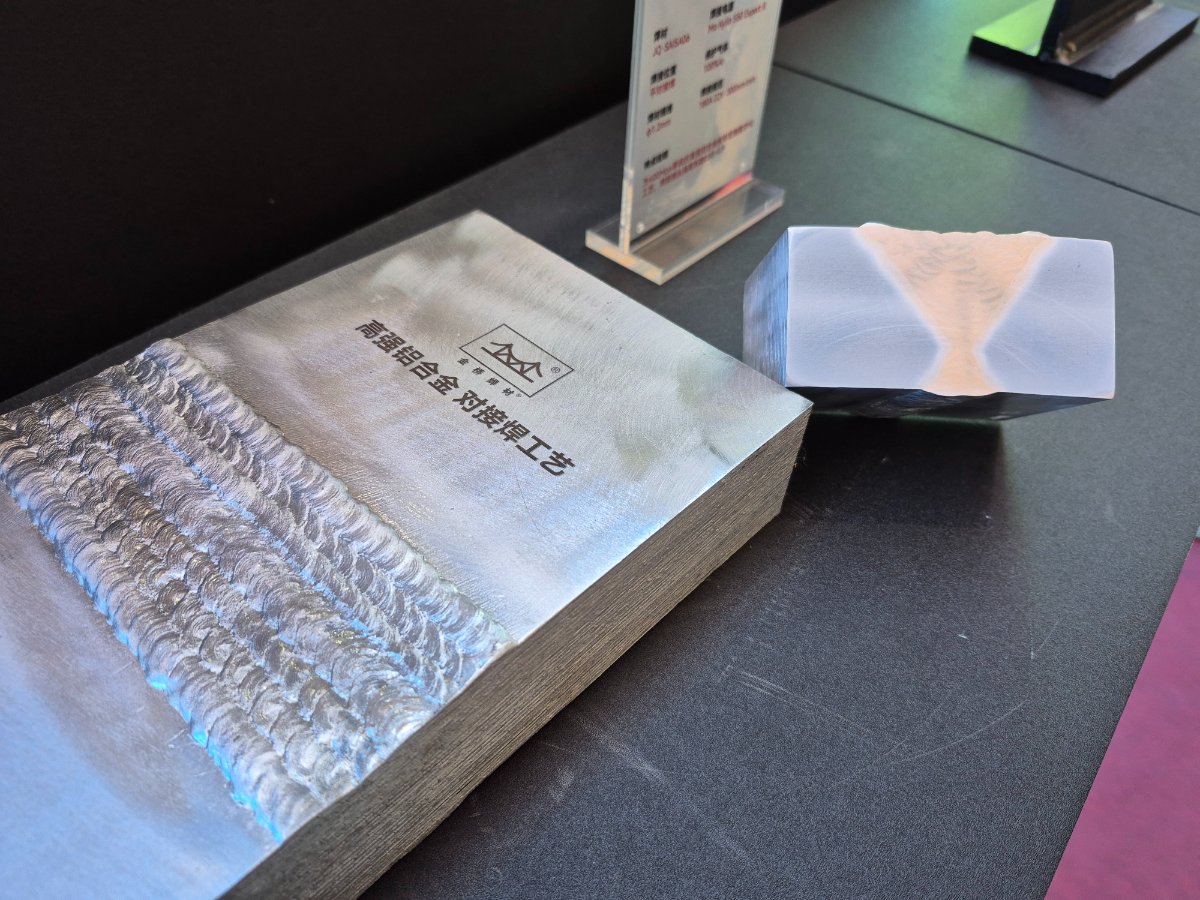
Без разделки и 3 кВт для такой толщины будет мало.Если только речь за соединения типа У4 по14771-76, так тут и разделки как таковой нет.Собрал и заливай хоть МИГом, хоть лазером.









.jpg.9c9048195596f64cd668ac0149bf0893.jpg)