Активность
- Последний час
-
 Lelon0779 присоединился к сообществу
Lelon0779 присоединился к сообществу - Сегодня
-
Со сталью общий язык быстрее находится. На столе распиленные пробники, потом такая же на машине привязана к старой проволокой(трубка охлаждения АКПП, родная сгнила. С другой машины снял, она длинная, пришлось укоротить) трубка 8мм, стенка 1мм, электрод 2.4, ток 25-35А, газ 6л по шарику, аппарат тот же.





-
понял. спасибо, доберусь, сделаю, она далеко не новая.
-
каюсь грешен, было такое никаких обид, прекрасно понимаю что могу сказать глупость, нелепость и получить соответствующее наставление, я читал куда заходил. так что никаких обид
-
Разбери и посмотри - все ли соединения протянуты должным образом.
-
именно корпус, за что рукой держишь, сама горелка, почему-то подумал что если через пластмассу и перчатку руке горячо, то усё хана горелке. Т.е. если пластмасс нагрелся так что держать в перчатке не комфортно, думал что там внутри всё сплавилось. повесил и больше не трогал. Подумал наверное всё, спалил горелку.
-
Именно! Горячо что? Горелка, лист, провод?
-
Из опыта РДС. книгу ещё толком не осилил.
-
имел ввиду когда писал своё сообщение, а так завсегда не стесняюсь подсмотреть.
-
по расчётам из книги получается можно без перерыва вообще работать при таком токе. Работал точно более 10мин без перерыва, просто рука в перчатке явно ощутила что горячо. вот испугался.
-
Почему? Это в книжке сказано было? Вообще, ток и напряжение подбираются так, чтобы расплавить кромки и не сделать дырку в шве. Если металл больше 4 мм- то надо делать разделку. Есть ГОСТ на сварку стали ГОСТ 14771 и на сварку алюминия ГОСТ14806. Скачайте и посмотрите, как надо кромки готовить. Заполнение кромок ведётся в несколько проходов. Слишком большой ток и большая ванна ведёт к сильному короблению. И вообще, в напоминаете мне подростка, который минуя велосипед запрыгнул на мотоцикл с криком "Да чего тут сложного" и потом обиделся. Возьмите сначала пластину из стали потолще. Просто понаплавляйте валики. Поварите стыки и тавры. Подготовку кромок попробуйте. Потом переходите на толстую пластину алюминия. Не всем профессионалам удаётся варить алюминий. Поэтому ваше настроение совершенно зря. Начните с простого. Как ребенок начинает ползать, потом ходить, потом бегать, потом велосипед, потом уже что угодно. Трудитесь и не унывайте.
-
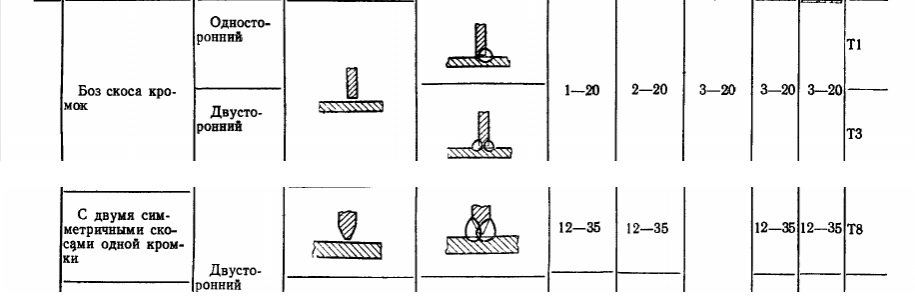
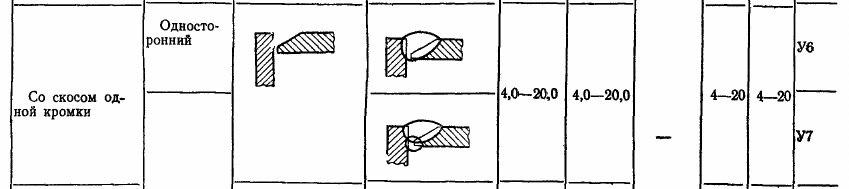
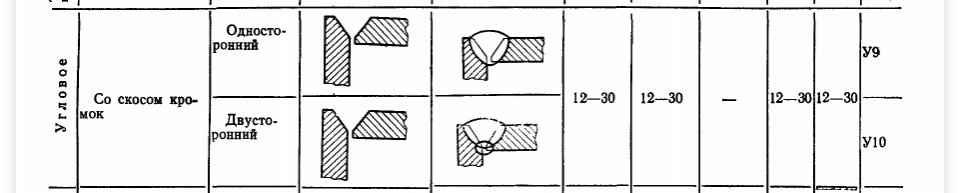
Подскажите, осилит ли аппарат работу? Вводные следующие: аппарат Неон ВД-201АД AC/DC (ПН (I= 200А, t=+40°C): 60 %, есть режим MIX), швы У6 и У7 (или У9, У10), Т1, Т3 и Т8 по ГОСТ 14806 (материал деталей - алюминий). Толщины деталей в соединениях 12 и 20мм, 15 и 15мм, 25 и 28мм. Детали габаритные (длины швов до 400-500мм), сами изделия по форме как коробки. С учетом того, что все это будет сильно греться при сварке все равно будут паузы на остывание. Горелку купить не проблема, БВО в целом тоже можно купить. А вот по достаточности мощности аппарата есть вопрос, который в начале сообщения и задан. То ли своими силами тем что есть обходиться, то ли отдавать туда, где есть более мощный аппарат, т.к. покупать второй источник с большей мощностью пока что нет смысла, ибо в 95% большей мощности от РАДС в наших условиях не требуется.
-
Тоже невелик ток, ты же не час-два сваривал.
-
не на 40 А не ванна категорически отказалась создаваться, сварка велась на 67А
-
Сдерживать себя надо! И что-то как-то на 40 А горелка сильно греется? С контактами все в порядке? Это - первым делом!
-
так и есть, сразу не пошло, по хорошему надо было остановиться, срезать, зачистить и по новой, но как-то. очнулся когда горелка начала руку жечь.
-
Вот слева есть нечто похожее на швы, а справа вижу кусок грязного металла с попытками "слепить" шов. Металл для ТИГ ох, как грязь не любит!
-
виновен не правильно сказал, не зажечь дугу а ванну сварочную так и не дождался, так наверное правильней будет.


-
Читайте материалы форума,пробуйте,читайте и пробуйте. Иногда не будет получаться ничего,иногда что-то будет получаться -это нормально. Было бы желание -научитесь. Будут едкие замечания,но,главное,не становитесь в позу обиженного невниманием и непониманием человека - вы учитесь и этим все сказано.Со временем все придет в норму.
-
Да ладно! Модераторы у нас вполне себе адекватны. По секрету скажу - сварочнику пофигу толщина и выставленный ток, осциллятор должен по-любому зажечь дугу. Или лопата вся глиной покрыта? Алгоритм работы аппарата примерно такой - начальная продувка, поджиг дуги, возрастание тока до рабочего, собственно сварка, спад тока, конечная продувка.
-
лопата снеговая алюминиевая, толщина 1 мм, при токе 40А дуга на ёё плоскости не зажглась. Фото не надо. а то не то что навтыкают, просто удалят из жизни. Там нет швов, там просто, ну вы поняли просто теперь пока не знаю что спрашивать
-
Правильно! Да! Это как?! Давай-ка поподробнее, и, желательно - с фото.
-
 Аргotefis изменил фотографию своего профиля
Аргotefis изменил фотографию своего профиля -
Здравствуте всем. Читал книгу скачанную(спасибо). Не скажу, что прочитал всю, особливо таблицы запомнить, тяжко, в голове каша. Пробовал сваривать , не получилось вообще ничего, кроме пяти сантиметров шва. Что-то крутил что-то вертел, сменил на сопло №10 – полетели брызги, остановился поставил то, которое стояло на аппарате и хоть смог зажечь дугу. Отставил аппарат в сторону и сделал вывод, или вспомнил, что обычно всегда так и поступал, но почему-то кроме сварки: чтобы что-то сделать надо понимать что делаешь, всегда, в кажном случае, с кажной деталью( а то вишь у меня ж где-то случайно получилось и фсё, я сварщег, я ж закончил институт интернета и присвоил себе квалификацию сварщик насральщик и ещё изобрёл новый вид шва – называется вертикакаль) а не просто что-то крутить и тыкать. Пошёл снова читать, и почему-то посетила мысль продать аппарат и свалить с форума. Но, но,но… Читаем, думаем, надо определиться итак, что мы хотим - научиться сваривать АДС, вродь понятно. Что нужно, аппарат есть, знаний как оказалось ноль. Что-то запомнилось, про устройство оборудования умолчу. Итак, по памяти параметры АДС: ток, напряжение дуги и что-то ещё в книге было, не смотрю принципиально. Ток подбирается в зависимости от толщины свариваемого изделия, вида соединения(стык, тавр и т.д.), вида сварки(нижнее, потолок, горизонтальный, вертикальный), везде свои особенности, где по больше где по меньше. Напряжение дуги, чем дальше от поверхности, тем выше, зона теплового воздействия шире, валик шире, тепловложение меньше глубина проплавления меньше и наоборот. Электрод стараться держать 2-3мм от поверхности. При зажигании дуги, в течение 2-3 сек должна появиться сварочная ванна. В начале ванна имеет выпуклый вид из-за теплового расширения, по мере прогревания металла. Когда дойдёт обратной стороны и начнёт формироваться обратный валик , станет слегка вогнутой( в этот момент если я правильно понял надо подать присадку и передвинуть горелку). Ванна должна быть как бы прозрачной (так и не понял как это, ванна да ванна, в общем прозрачности не увидел). Вести надо ровно. Если, нет стабильности ванна становится, как бы с чернотой (или как там в книге). Перед прожёгом резко увеличивается прозрачность ванны(тоже не увидел, но пару раз прожёг заметил ). И таки да, я расстроен, купил аппарат с десятью крутилками, а пользовался только одной. ПВ горелки 35%, на алюминии это ни о чём (пока гробил лопату, увлёкся и похоже сжёг горелку, остановился, когда рука в перчатке почуяла что горячо). Подбор тока - 40А на 1мм это смотря какая конструкция. На плоском даже дугу зажечь не смог, накрутил форсаж 100А –валик получил вровень. Дуга зажглась только на 67А. Вобчем тайн хватает. Попробовал на огрызке положить угловой шов, ничего не получилось, решил пока остановиться на нижнем положении, набивать руку, чтоб рука к горелке привыкла и мог уверенно контролировать сварочную ванну. Ну и пошёл дальше читать. А вопросы задавать, даже не знаю пока что спросить, пойду далее грызть...
- Вчера
-
 олег 31 присоединился к сообществу
олег 31 присоединился к сообществу -
Каша у Вас в голове. Что Вы варить собрались проволокой 1,0 на даче? Какие возможности это Вам даёт? Осваивайте процесс на проволоке 0,8. Если что то толстое надо будет сварить - варите в несколько проходов - качественнее будет. Наберётесь опыта - там уже сами будете понимать, что и как варить.
-
А я уже и провайдера своего *******ил. Совпало что у меня ещё пару моих постоянных сайтов глючило .