Активность
- Последний час
-
Есть в этой статье хоть одна ссылка на РД по данному способу сварки?Или Вы, не дай бог,в судебных заседаниях , или задушевных беседах с прокурором или следователем на данную статью будете ссылаться, как на РД?
-
искал искал. по картинке из аналогичной темы тут же на вебсварке нашел в гугле эту самую картинку уже в рамках некоторого множества статей. опять же не в каких то нормативных доках, а в статьях на разных сайтах. то ли перепечатки, толи что. интесно, что этот способ сварки труб привязан к газовой сварке труб. вот одна из. полистать пониже. там оно https://extxe.com/9956/tehnologija-gazovoj-svarki-stali/
- Сегодня
-
 пожалуй, что так. правда нашел опубликованную картинку с вырезом в нескольких источниках-статьях в инете. там описывается тема технологии ГАЗОВОЙ сварки стали. и там эта картинка с кратким описанием принципа выполнения описан. картинка типа "заводская", вроде не от доморощенного ботана. может когда то в "старину" черепом вполне по бумагам законно вполне сваривали? дак, тут такое дело. люди электросвпркой этим аппендиксом котлы варили. вот что. щас ссылку дам. котел то, вполне ответственная внщь. нет? вот. сварной 20 труб колосников так заменил https://svarnoy.info/svarka-trub-cherez-operacziyu/
пожалуй, что так. правда нашел опубликованную картинку с вырезом в нескольких источниках-статьях в инете. там описывается тема технологии ГАЗОВОЙ сварки стали. и там эта картинка с кратким описанием принципа выполнения описан. картинка типа "заводская", вроде не от доморощенного ботана. может когда то в "старину" черепом вполне по бумагам законно вполне сваривали? дак, тут такое дело. люди электросвпркой этим аппендиксом котлы варили. вот что. щас ссылку дам. котел то, вполне ответственная внщь. нет? вот. сварной 20 труб колосников так заменил https://svarnoy.info/svarka-trub-cherez-operacziyu/ -
 Dorou25 присоединился к сообществу
Dorou25 присоединился к сообществу -
Я же написал, что это тестовая сварка. Отработка режимов сварки. Когда поверхность не зачищена, то все огрехи настроек контрастнее видны (тут больше про поджиг и баланс полярности, а у меня еще и баланс амплитуды). Принцип: "сварил по грязи, по чистому сваришь идеально".
-
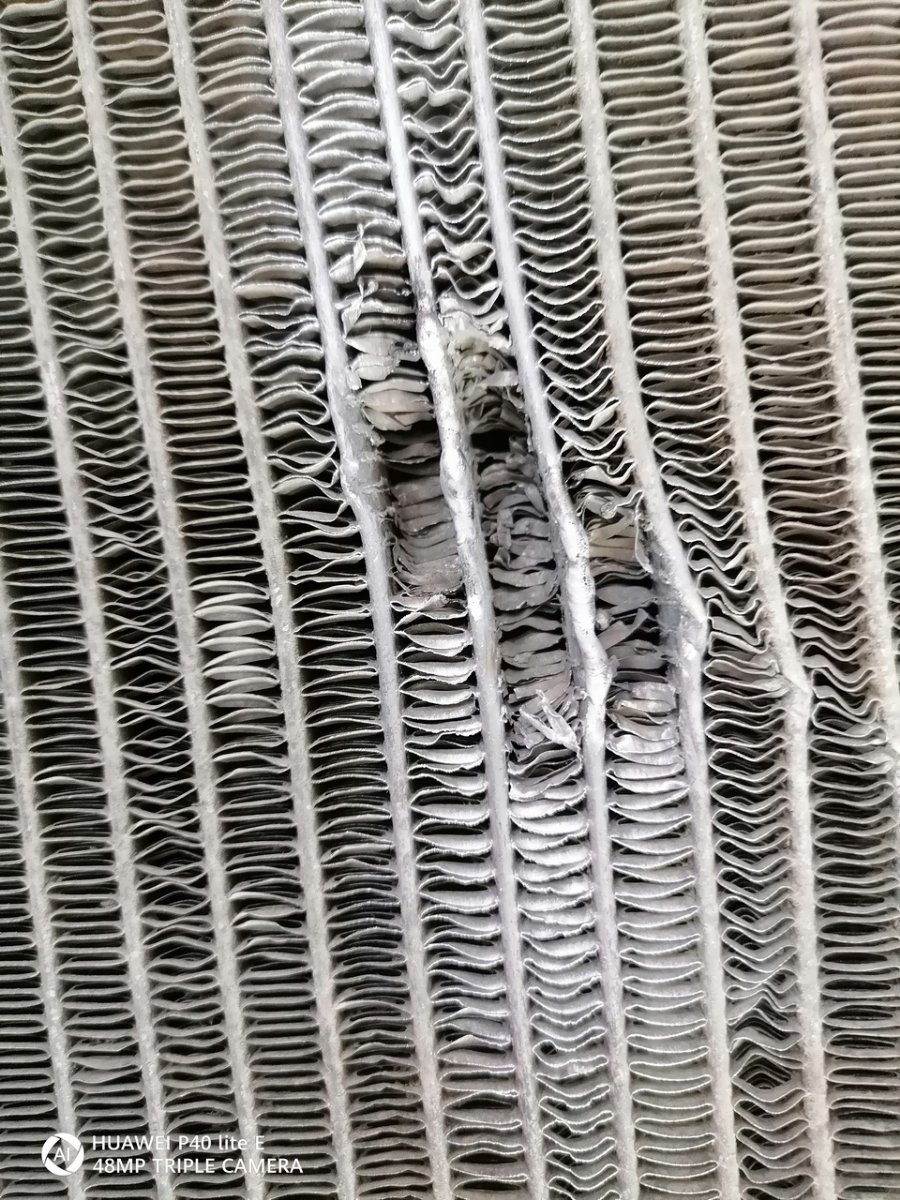
Интеркулер воздух, кондиционер масло. Воняло и дымило не хило. В любом случае, хммм. Будем (с). думать. учиться. Под воздух, думаю можно было бы и не заморачиваться, тот свищ тоньше кончика иглы был, в разы. На подсос или пропуск не заметно было бы, но на жидкости не прокатило, про фреон под давлением вообче молчу. На нерже замечал подобное явление, сварочная ванная движется, вроде всё путём, но в один момент замечаешь, появляется мелкая какая-то кака, точка, и ффсё, не сваривается это место. Сота, внутри поделена на каналы, показалось, когда прожгёшь стенку канала, каверна соответственно уходит ниже на глубину канала, а со стороны фронта сварки, появляется типа стенки, вот её низ никак не удаётся проварить, не сплавляется хоть убейся, приходится вырезать с обеих сторон, чтоб спуск подъём был плавный. Иной раз получалось, но на одной соте не пролезло. Спасибо,.... Зачем тоды, ученья что алюм, да и не только требует, любит чистоту? Рискну предположить, что во время сварки, зажигается дуга, через пару сек начала появляться ванна, видно что металл расплавился, вершина чуть приподнялась. Ждать пока она выровняется, страшно, что провалится, начинаю подавать присадку. Присадка слилась, образовался холмик, подогрел, показалось что холмик сплавился с сотой. А на сомом деле только показалось, вершна прогрета, края - нет, сплавления по краям нет, металл просто натёк сверху. Вывод, недогрел, но если дольше или сильнее прогреть, всё провалится, такое очучение. С начала проходил дугой, без присадки, поверхность очистилась, заблестела, оплавилась, почти весь промежуток кажется заваренным своим телом, имеется две три пробоины с оплавленными краями, попытка их заварить, претерпевает - фсё выше написанное. Не получается. Горелкой пытался маневрить, с торца сверху, сколько можно с боку подлезть. Вывод, нужна практика. Мысль имеет место быть, али не туда? Больше похоже на гадание на ко......
-
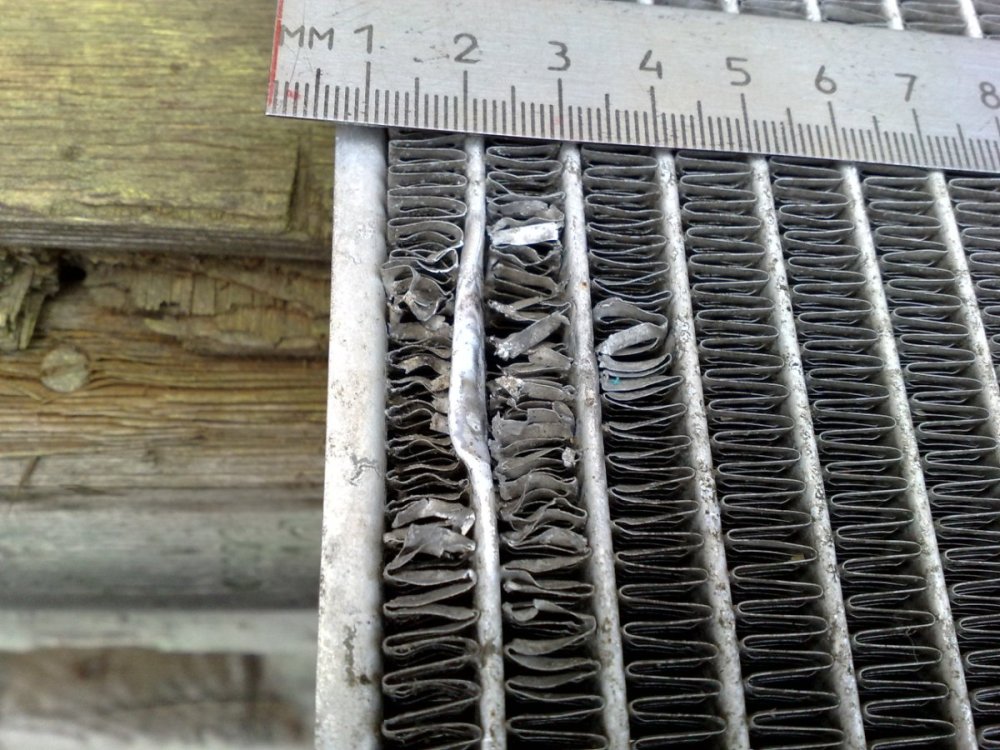
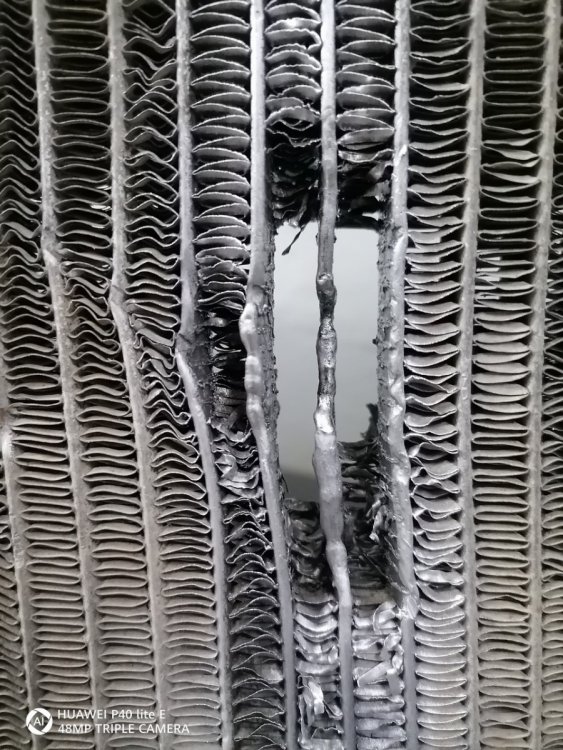
В виде пособия. П.С. На интеркулере, где круглое отверстие (это тестовая сварка) даже снаружи не зачищалось и не мылось, внутри тоже. Это не совет, это констатация факта.





-
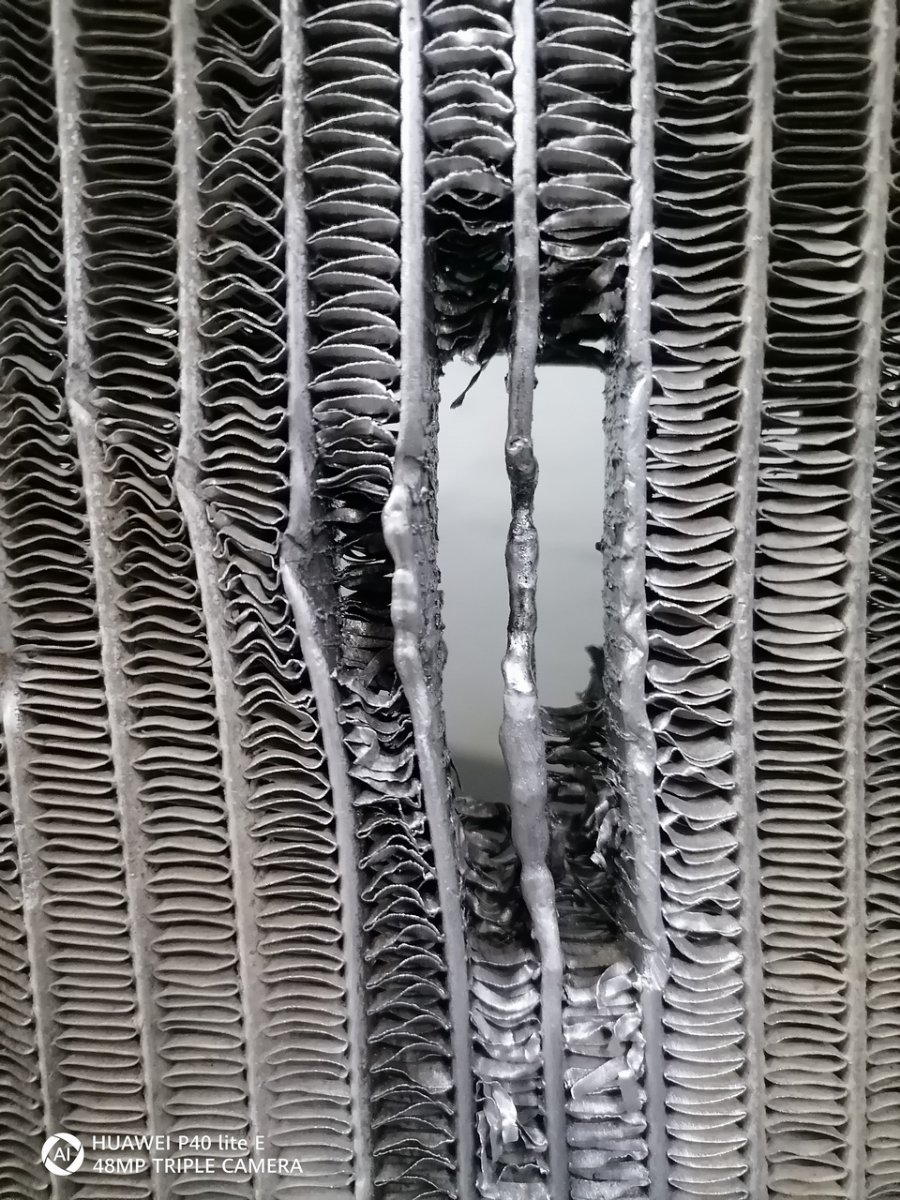
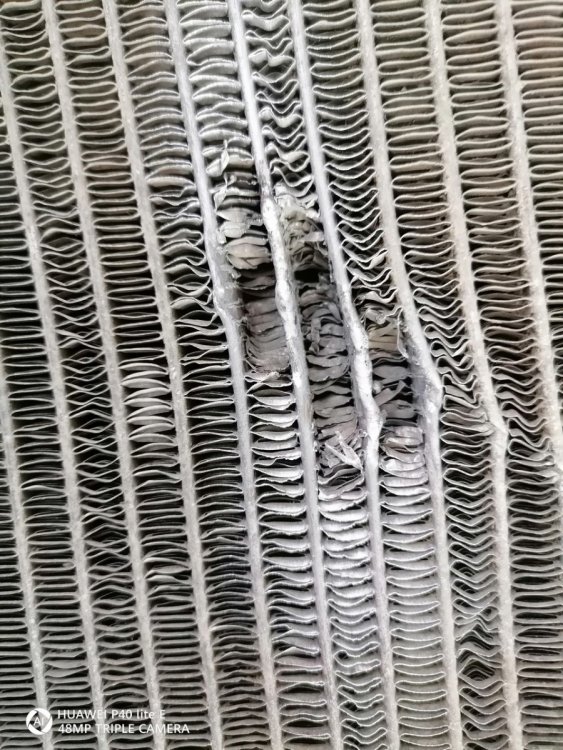
Где проволока подходит, был небольшой свищ, а по итогу, второе фото. Сота стала вдвое уже, длина сварочного наложения увеличилась раз в пять. Подозреваю не сплавляется потому как внутрености соты не зачищены совсем, да и снаружи как показало фото тоже не ахти. Хотя не вооружённым взглядом казалось, что снаружи очистка в первой попытке была удовлетворительная.

-
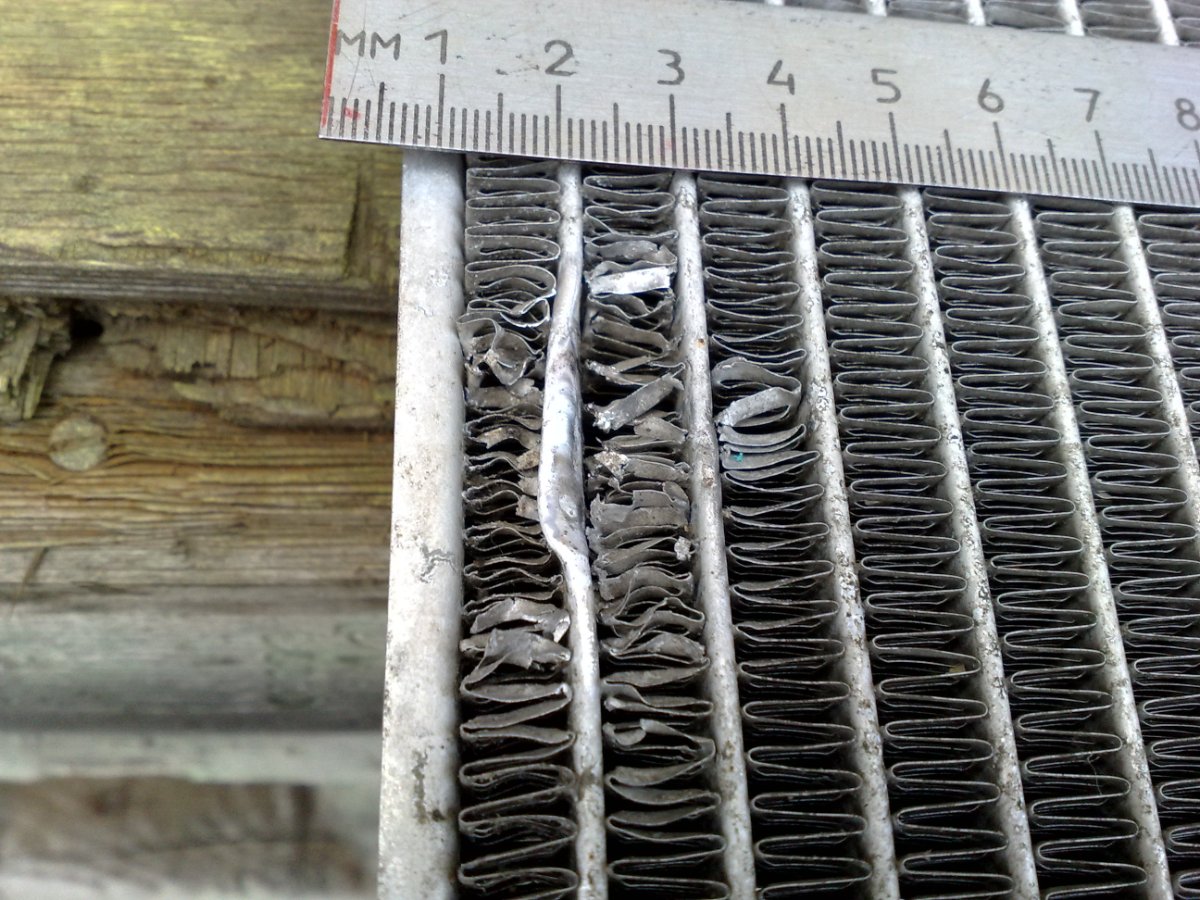
Всем здравствовать. Нашёл на складе таку штуку, похоже с кондиционера, наверное. Электрод 1мм, сопло 4, гах 4-5л по шарику. Электрод заточен. На сотах присадка 5356 1мм, с катушки полуавтомата. На патрубке присадка 4043 1,6мм. Отверстие залепил 4043 2мм. С начала прожигал китайской горелкой, потом прошёл дугой на 8А по показометру, пока не заблестело. Далее вроде как что-то, пошёл процесс. В таких местах(сота сверху) попасть присадкой та ещё задача. Зрение стало подводить, мелко шибко, электрод тонкий при солнечном свете просто не видно его и шлёп макнул, прилип. Грязи шибко много не лезло, сваривалось хорошо (есть с чем сравнить - крышка клапана мото Урал сплав АЛ-4, было что-то), ну мне так сначала показалось. Даж как-то через чур шустро вышло, что насторожило. Но после проверки водой всё стало на свои места, потекло сбоку соты. И началооось. Сверху вроде ванночка идёт присадкой попал, слилось, на вид не плохо, до определённого момента, появляется как-то маленькая точка которая категорчески не желает сплавляться, трындец. Стоп, вырезаем наваренное, точнее вырываем, УШМ не подлезть, другого ничего нет. В результате пробоина становится в разы больше, сварка по новой, та же картина, всё глубже в соту уходим, дотягиваться тяжелее, видно плохо. . Тормознись и думай, зачищай, но, ноо, и тут Остапа понесло, млин.

























-
На тонком 1мм ток прихватки выше чем ток сварки. 3 и 5мм я так полагаю идёт с притуплением 2мм, потому и ток прихватки 84А одинаковый, а основной чем толше, тем соответственно выше, дабы тепла хватило. Если я правильно понял. Эт, полагаю расчётные данные, копутер по заложенным формулам рассчитал. в действительности надобно руками пощупать.
-
Дешево и хорошо бывает очень редко. В таком пистолете все решения будут компромиссом между ценой и характеристиками. С другой стороны он стоит не дорого, и если в нужный час будет выручать, то приобретение уже будет не зря.
-
Как раз таки для улицы планируется, учитывая низкие площади обработки и нерегулярное пользование я думаю и от камеры отказаться,по крайней мере сперва... Почему? Неравномерное распыление?
-
В среднем состав оборудования небольшой пескоструйной обработки: бак с песком, смеситель, рукав, сопловой аппарат, потом уже на выбор камера (чтобы песок везде не разлетался, плюс вторично его использовать можно) и циклон для обеспыливания воздуха, который из камеры выходит. Так что при уличных работах циклоном точно можно пренебречь, а камеру сделать очень условную лишь для того, чтобы собирать в нее песок. В этом случае типовой однофазный 2,2 кВт поршневой компрессор со 100-литровым ресивером будет достаточен, т.к. фактор производительности будет малозначим (пока песок добавляете, успеет накачать). Нормального качества поверхности правда с таким пистолетом можете не получить.
- 4 ответа
-
- 1
-

-
Самой большой, какую можете себе позволить. У нас поршневая трехцилиндровая Ремеза с примерно 800 л/мин на выходе кое как тянула поделку под маркой нордберг.
- 4 ответа
-
- 1
-
-
Приветствую, хочу замутить пескоструй, максимально не дорого и универсально, т.е взять компрессор и пистолет с емкостью для песка. Объемы обработки не большие, в основном кузовщина эпизодически,детальки, железки под покраску... Вопрос какой мощности брать компрессор?И на сколько сильно необходим "циклон"для пескоструйной обработки или им можно пренебречь?
-
 Причина, в общем-то, понятна–наличие огромного числа неконтролируемых рисков при реализации данного РД.
Причина, в общем-то, понятна–наличие огромного числа неконтролируемых рисков при реализации данного РД. -
Вот так и и будет.Резюме:операционка-зло, аварийный способ,только от безнадёги и жлобства.
-
Это не аргумент. Ты подрядчик. Есть объем выполненных работ.Есть какие-отступления от норматива,предположим от этого-СП 31.13330.2021 Водоснабжение. Наружные сети....Возникла какая-то нештатная ситуация-протечка в месте операционного шва,который не предусмотрен никакими документами.Был нанесен существенный ущерб имуществу.Иск в суд,техническая экспертиза,заключение ...а дальше додумывай сам.
-
В документах, как минимум, будет отсылка к 16037-80.А по факту-операционка, то есть отклонения от РД.Прокурор с судьёй, конечно, посочувствуют, но отвалят по- полной.Так что имейте это в виду, когда будете лепить подобные швы.Лепите их хорошо.
-
Лично у меня нет, но стыки ,сваренные на том объекте сотнями-есть.И пока тот объект в сводках аварийных ситуаций не мелькал.А уже 14 лет прошло.
-
Как раз-таки и есть смысл парится,чтобы не запарится совсем.. Если будет подан иск в суд об ущербе,то потребуются нормативные документы на выполненные работы,есть ли они у тебя?
-
Так о том и речь-если даже газпрём забил на РД для операционки, то и париться рядовому юзеру нужды нет.Хотя можно стать первым в мире, кто напишет РД для стыкового соединения трубопроводов операционным способом.
-
Речь идет не о газпроме,а монтажных и ремонтных работах,которые ведутся помимо газпрома.
-
То есть, целый проектный институт газпрёма, проектирует стройку в РКС,имеет данные геологии по грунтам, доступ к последним технологиям сварки труб, и не имеет РД на сварку стыков труб операционным способом? Да лишнюю арматурину приварить без согласования было нельзя, на всё чертёж-проект требовался.
-
Знаешь,есть такая поговорка - На каждый чих не наздравствуешься,то бишь все предусмотреть невозможно.
-
Я к тому,что там ничего без бумажки -проекта не делалось, и за отклонения жёстко дрюкали.А тут такое дело, не одна операционка втихую в ночную смену, а два года подряд, днём и ночью, сотни стыков, километры труб, масса сварщиков и ИТР.Технадзор злобный,за отсутствие пеналов подогреваемых протоколы выписывали, за трезубцы чуть на месте не вешали, а тут без нормативки стыки ваяют... Странно, да?