Активность
- Последний час
-
Всю переписку о заказах,договорах,счетах и т.д. перенесите в л/с.
-
пластиковая бутылка выпускает газ СО2, тобишь газировка превращается в обычную воду. Поэтому как герметично не затыкай, все равно есть шанс попадания, например влаги. И что будет с внутрянкой, только производителю известно. Гарантийный период означает, что в период гарантии любые отклонения за счет производителя. Далее он не гарантирует, что будет так же эффективно работать его изделие. Поэтому и есть просроченные продукты можно, главное понимать на сколько далеко от ... можно уходить. Так же и по вашему вопросу. Смотря для каких целей применяется изделие.
-
я не особо изучал точечную сварку и особенности трансформаторов. Может и одного витка хватить, на сколько я знаю, некоторые источники выдают вообще только единицы вольт, а все остальное делает ток. Поэтому, сколько вам надо иметь напряжение, не знаю. Но сечение кабеля, это просадка. Поэтому может сечения не хватить, тогда возможно повышенные вольты немного смогут компенсировать. Но хватит ли на это времени... по вашей приложенной картинке, написано, что до 1.6 мм. вытягивание. Поэтому ваш источник скорее всего будет работать, только вот в каких режимах и что вы сможете выжать, вот тут я не знаю.
- Сегодня
-
Всем профессионалам сварки привет! Возник вопрос, можно ли использовать новые фильтры СИЗ в турбо-блоке с вышедшим сроком хранения? Неужели они могут потерять свои свойства, если хранились в заводской упаковке, в герметично запаянном полиэтиленовом мешке.
-
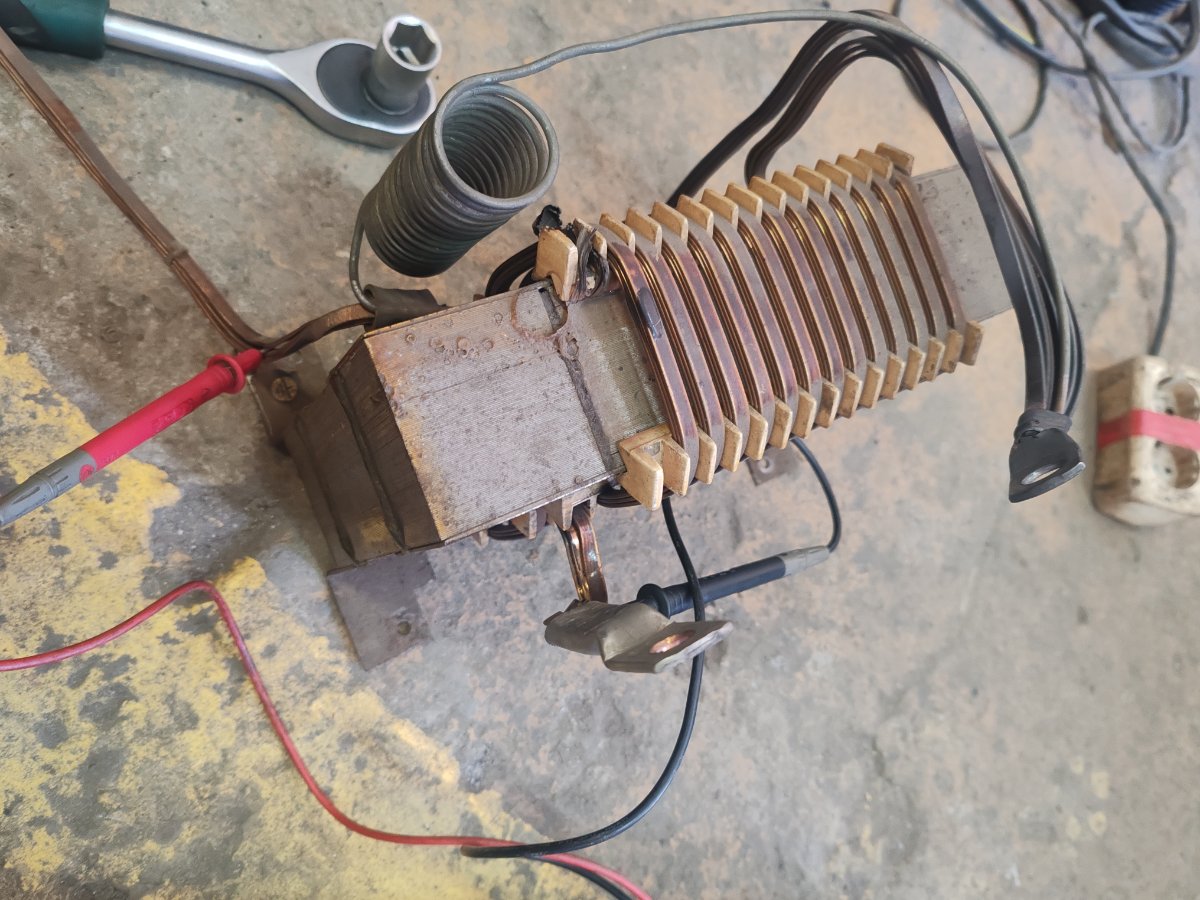
 Спасибо. Значит мне остается только ВАРИАНТ № 2) намотаю 1-й слой в термоусадке, потом на него 2-й слой в термоусадке, при этом разница по длине проводов будет минимальная. "Философ" пишет, что вторичная намотка должна быть "не менее 150 квадратов", а у меня получается только 80 мм2, этого сечения будет достаточно для точечной сварки? На фотографии заводского споттера видна широкая шина в 6 витков этого оказывается достаточно для работы точечной сварки.
Спасибо. Значит мне остается только ВАРИАНТ № 2) намотаю 1-й слой в термоусадке, потом на него 2-й слой в термоусадке, при этом разница по длине проводов будет минимальная. "Философ" пишет, что вторичная намотка должна быть "не менее 150 квадратов", а у меня получается только 80 мм2, этого сечения будет достаточно для точечной сварки? На фотографии заводского споттера видна широкая шина в 6 витков этого оказывается достаточно для работы точечной сварки.
-
Мне отчитались-договор и счет у Вас на почте, оплачивайте и мы доставим Ваш заказ.
-
чем плотнее намотка, тем: дребезга витков не будет, не будет страдать изоляция. Если один слой сделать, а после на него второй, то у вас скорее всего образуется разница по длине провода, Следовательно параллельное соединение возможно даже на ХХ будет подогревать трансформатор, но возможно при таком количестве витков это не критично. Но в тоже время, одновременно намотать более толстый провод, плотно, сложнее. И потери. Чем более толстая изоляция, тем больше потери. Сугубо личное мнение.
-
Добрый день! у меня в создание споттера возник один вопрос. Переделываю из старого трансформатора 3,5 кВт полуавтомата Линкор 1997 года выпуска. Разобрал родную вторичную обмотку, там было три мотка разной длинны и давали на выходе от 27В до 32В. Переключатель ступенчатый первичной обмотки я оставил, он не мешает. Для определения нужного вольтажа 10-11В (как пишет Философ на форуме) я взял самый маленький моток старой вторичной обмотки и намотал на трансформатор весь моток, получилось 14 витков (длина 3,6 м). Подключив в 220в я получил 10,7 вольт, что мне было и нужно. На всех форумах пишут, что вторичную обмотку надо наматывать максимально большим сечением (привожу фотографии). Там вторичная обмотка заполнена всё пустое пространство вторички. У меня есть алюминиевая шина сечением 10х4 мм от старого строительного трансформатора, я очистил всю шину до чистого алюминия. Возник вопрос: Что бы достигнуть нужного результата точечной сварки, как правильно сделать намотку вторичной обмотки 14 витков: 1) в ОДИН слой шины? закрыв шину в термоусадочной трубкой; 2) сначала намотать первый слой 14 витков в термоусадочной трубке, а потом поверх неё еще один слой шины в термоусадочной трубке, концы шин посадить на болты. 3) в ДВА слоя слоя? закрыв сразу две алюминиевые шины в кембрик или термоусадочную трубку. Заранее благодарю за ответ.



-
Алексей Алексеевич присоединился к сообществу
-
Ну, на последней выставке смотрел-ничего не изменилось.Внешне.Внутри тоже, смотря по быстрому пробегу по функционалу.Стабильность-это тоже стратегия
-
а в чем проблема? Открываете мотор и смотрите какие щетки установлены. Далее уже подбираете. Размер легко "подобрать" напильником. Главное это состав щеток и крепление проводника, если он напрямую к щетке крепится. А там можно в автомагаз зайти и посмотреть ближайшее. Либо маркетплейс какой... причиной может быть несколько моментов. Поэтому вскрытие и деффектовка.
- Вчера
-
Хотел ещё совета: кто как с Е37 борется... Говорят, замена щёток помогает... кто, от чего пробывал? Подскажите пожалуйста. Всем добра!
-

-

-

-
Всем добра! Коллеги, появилась у нас на пр-ве пара фрониусов б/у variostar 357-2 и variosiergic 4000 после 5-10 мин работы первый вырубался по Е39, второй по Е37... Отдали в ремонт... По первому сказали- всё сделали, протестили, всё ОК! По второму развели руками... 357-ой отдали в работу минут через 10 опять Е39... пришлось разбираться своими силами... Первым под раздачу попал 4000-ый... Открываем, видим такую картину..... Из за трещин в основании, при катании аппарата, отломан 3-й вывод дросселя, причём на нём сидит и провод ОС по напряжению, если не ошибаюсь (на картинке уже усилил уголком)... Вот... Открываем 357-ой... Оп, тоже трещины, но тут в ремонте что-то, вижу, делали... Была Е39... вроде по перегреву видать. Сразу в вентиляторы- они подключены мимо ДТ на диодном мосту, напрямую... Логично, думаю... Но! 2 вентилятора были заменены на вентиляторы раза в полтора меньшие по диаметру и по производительности, мало того, они не в ту сторону дуют... Идем дальше... меряю сопротивление от шунта до 2-й ступени дросселя... Ба!!! 1,7 кОм!!! обычным мультиком! И причем здесь, опять таки, на втором отводе ОС...Средний отвод дросселя (вместе с нихромом) в опрессовке наконечника выгорел. Срезал наконечник, спрессовал всё до кучи, вентиляторы пока подкинул по штатной схеме, штатные же, от 4000-го... 2 часа на 240А поработал- уже ошибка Е37! Будем разбираться дальше.. Это я, уважаемые коллеги, про то, если видите такие трещины на основании-смотрите все опрессовки на дросселе... когда аппарат катается их ломает, выдергивает, ослабляет и т.д...


-
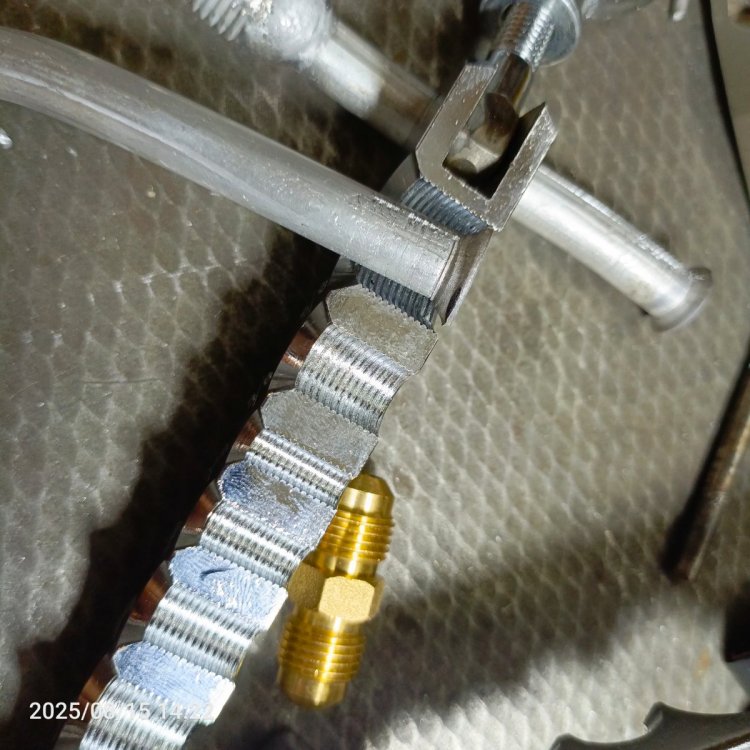
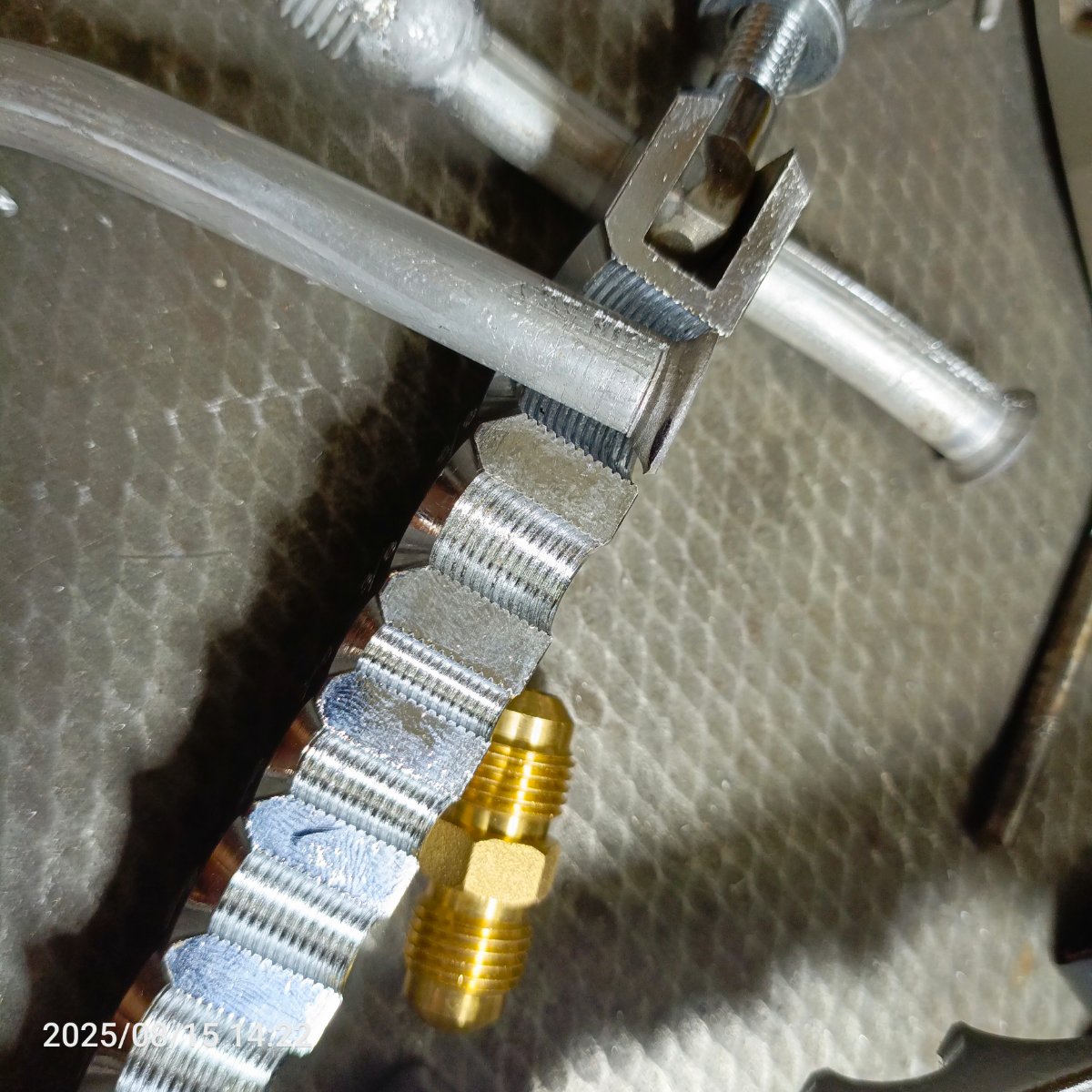
 Коррозия на подобных трубках бывает часто,даже очень.Как правило,трубки корродируют под крепежными хомутами-это основные места коррозии. Многое зависит от материала трубки-желательно АД0 со стенкой 1,2-1,5мм. Любую алюминиевую трубку можно изготовить без каких-либо проблем,имея в наличии старые/новые фитинги. Согнут,приварить заправочные порты,резьбы клапанов и датчиков-это очень просто,если в наличии есть все необходимое.Приходилось это делать и не раз. А что касается ремонта без сварки,то это происходит следующим образом. Соединение Flayer. Трубка отрезается около фитинга на неповрежденном участке,вальцуется вальцовкой,желательно эксцентриковой,затем отрезается шланг нужного диаметра и длинны .Обжимаются фитинги гильзами в кримпере. Фитинг может быт О-Ring и через переходник Flayer происходит соединение. Соединение (F)встречаются редко в автокондиционерах,хотя все трубки бытовых кондиционеров соединяются таким образом. Приведенный вами пример,является надежным,но временным решением проблемы,так как вибрация сделает свое дело рано или поздно. Еще на что хотелось обратить внимание. Это касается только вазовской продукции,в основном Гранта. На снимках видны следы круговых надрезов на трубке после фиксации ее в зажиме вальцовки.Так вот,вазовские трубки ломаются по этим надрезам.Где их делают ?...
Коррозия на подобных трубках бывает часто,даже очень.Как правило,трубки корродируют под крепежными хомутами-это основные места коррозии. Многое зависит от материала трубки-желательно АД0 со стенкой 1,2-1,5мм. Любую алюминиевую трубку можно изготовить без каких-либо проблем,имея в наличии старые/новые фитинги. Согнут,приварить заправочные порты,резьбы клапанов и датчиков-это очень просто,если в наличии есть все необходимое.Приходилось это делать и не раз. А что касается ремонта без сварки,то это происходит следующим образом. Соединение Flayer. Трубка отрезается около фитинга на неповрежденном участке,вальцуется вальцовкой,желательно эксцентриковой,затем отрезается шланг нужного диаметра и длинны .Обжимаются фитинги гильзами в кримпере. Фитинг может быт О-Ring и через переходник Flayer происходит соединение. Соединение (F)встречаются редко в автокондиционерах,хотя все трубки бытовых кондиционеров соединяются таким образом. Приведенный вами пример,является надежным,но временным решением проблемы,так как вибрация сделает свое дело рано или поздно. Еще на что хотелось обратить внимание. Это касается только вазовской продукции,в основном Гранта. На снимках видны следы круговых надрезов на трубке после фиксации ее в зажиме вальцовки.Так вот,вазовские трубки ломаются по этим надрезам.Где их делают ?...




-
Боковые усилители загнуты у бачков, и в одном месте уголок коснулся трубки.





-
 Спасибо,сделал заказ по почте,жду счет и договор.
Спасибо,сделал заказ по почте,жду счет и договор. -
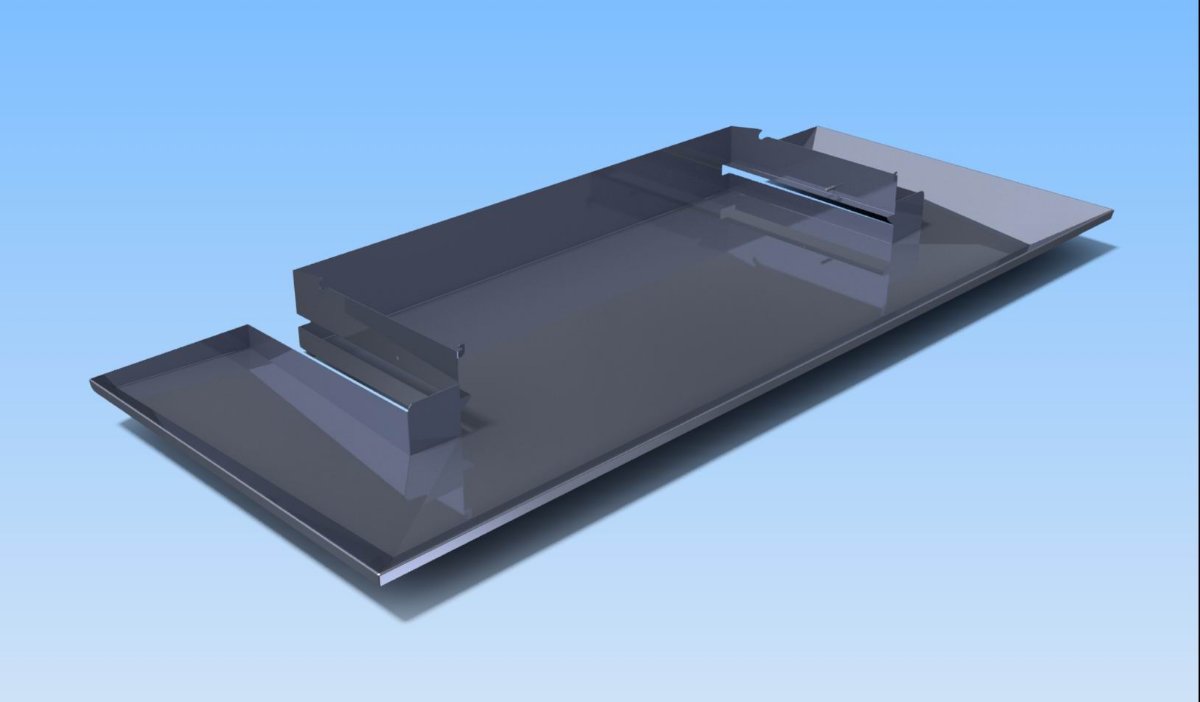
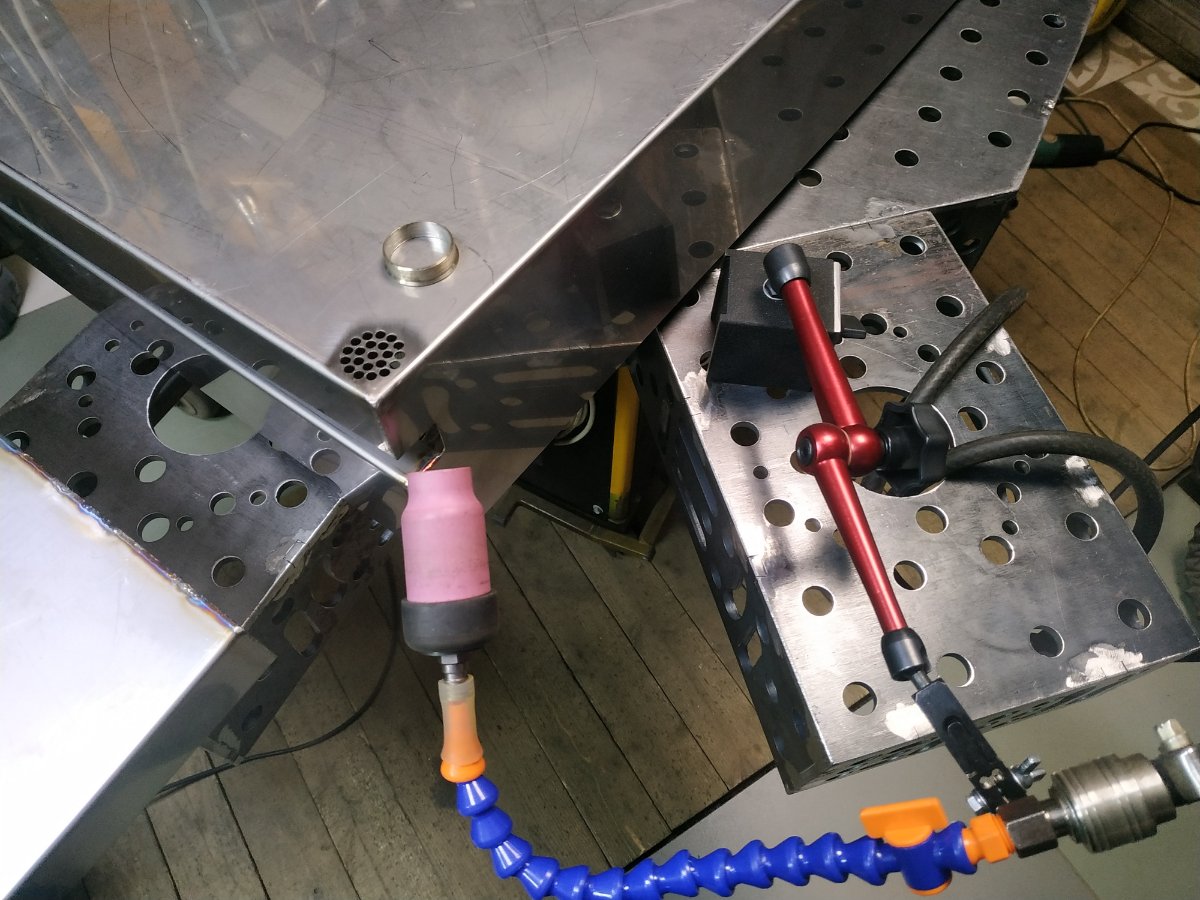
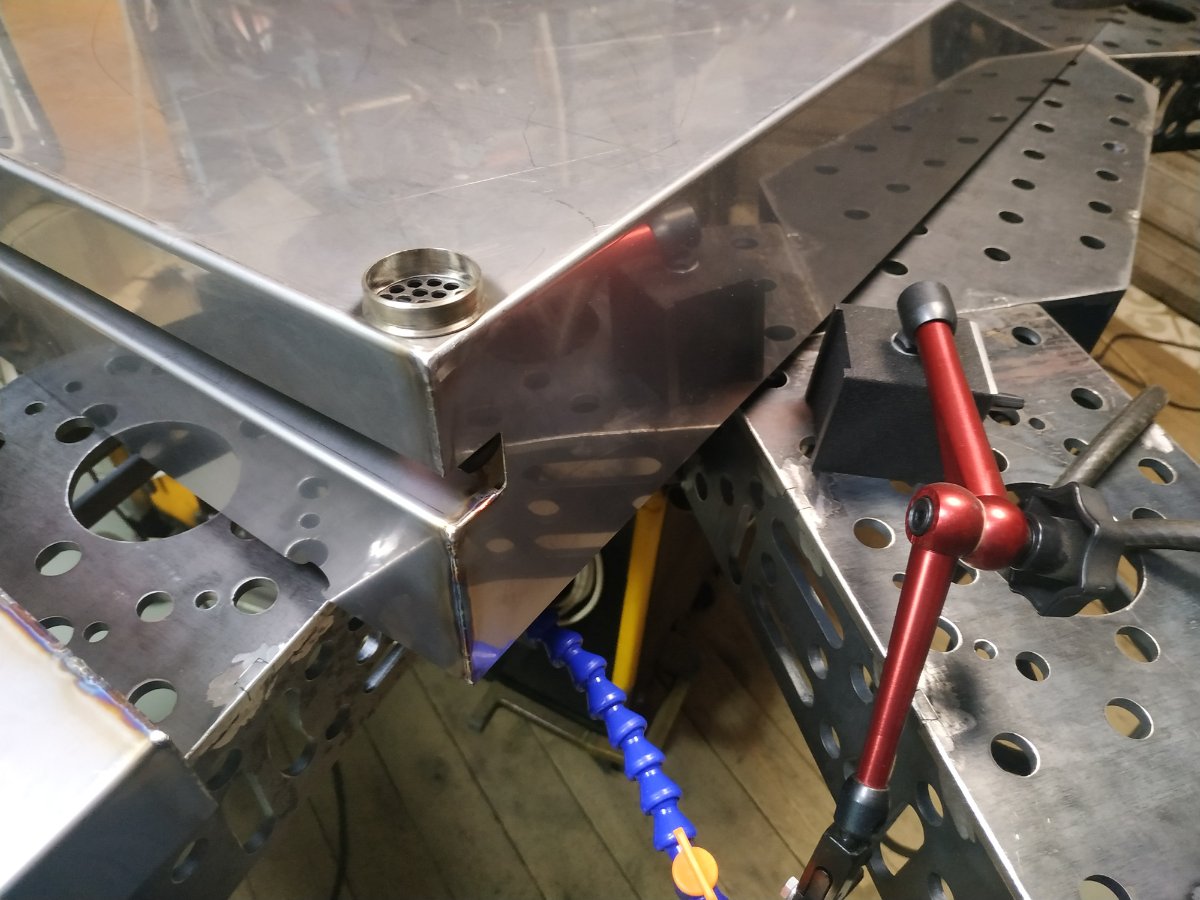
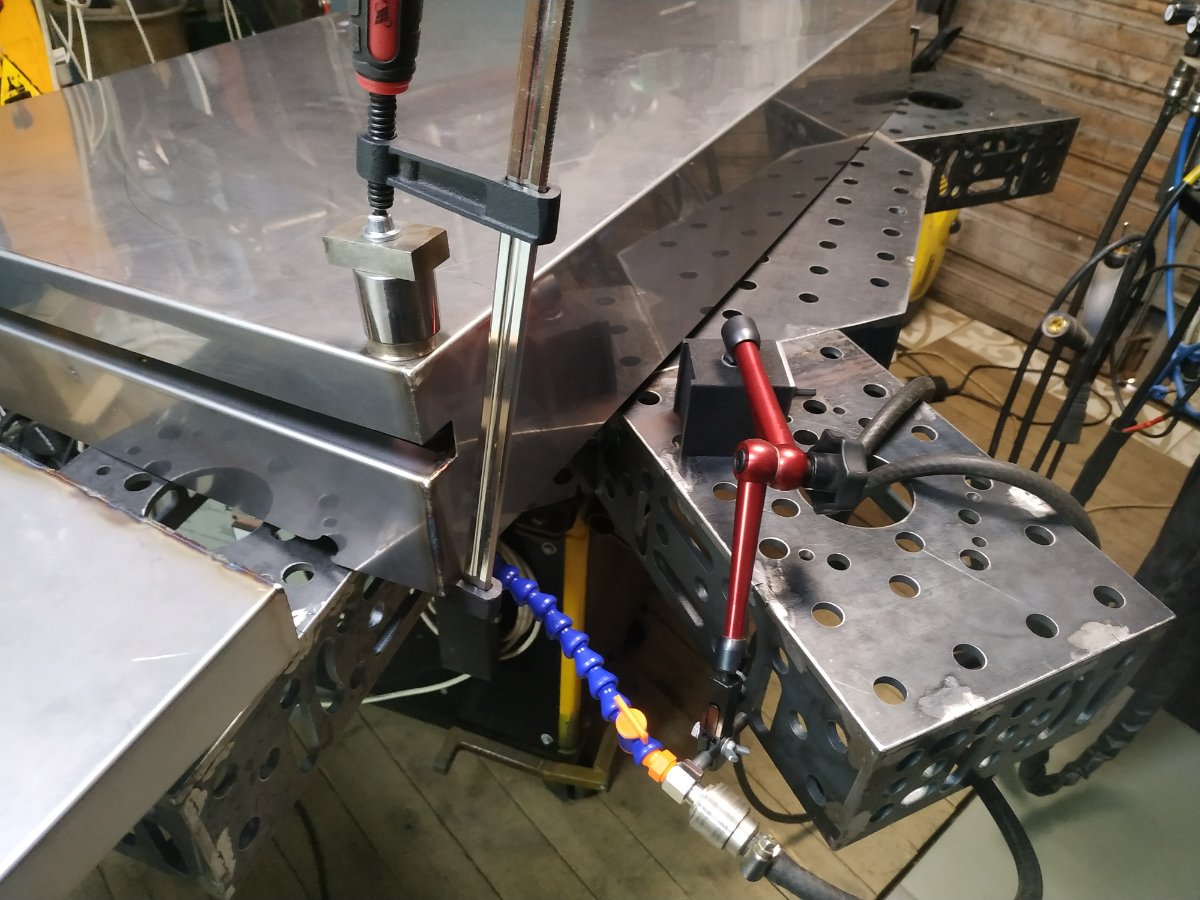
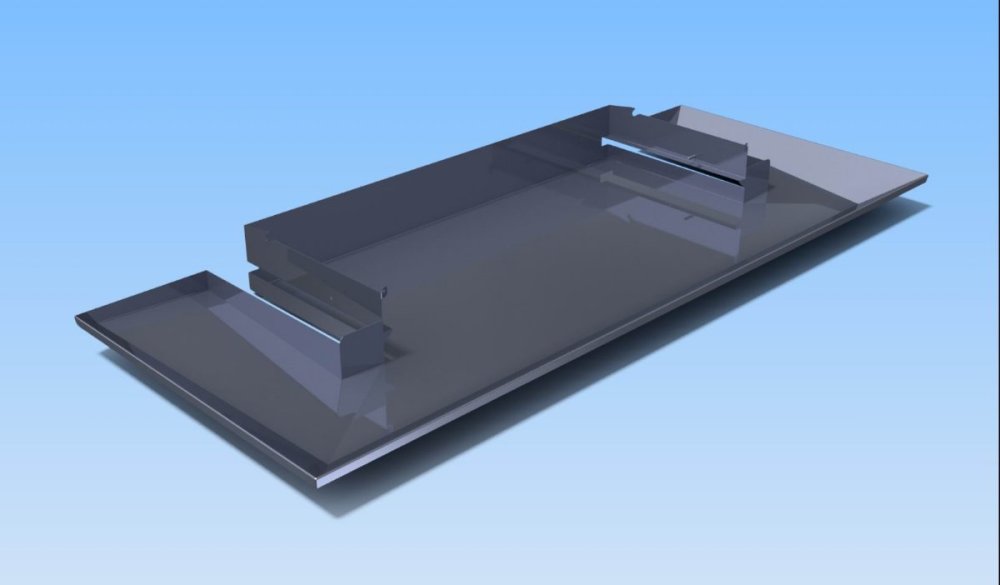
Нечто вроде универсальной кладовки с полками под всякое разное:

-
Есть ли свежая информация о 500-й модели? Данную тему, конечно, начал читать с начала, но свежей информации не много.
-
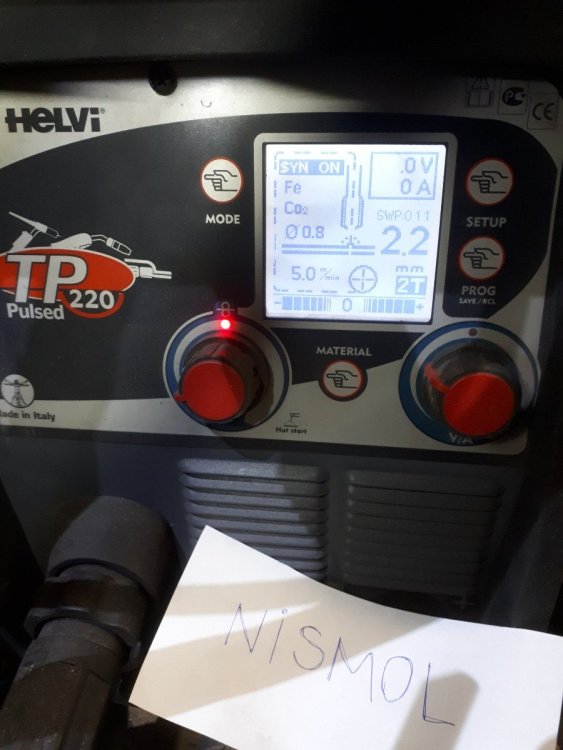
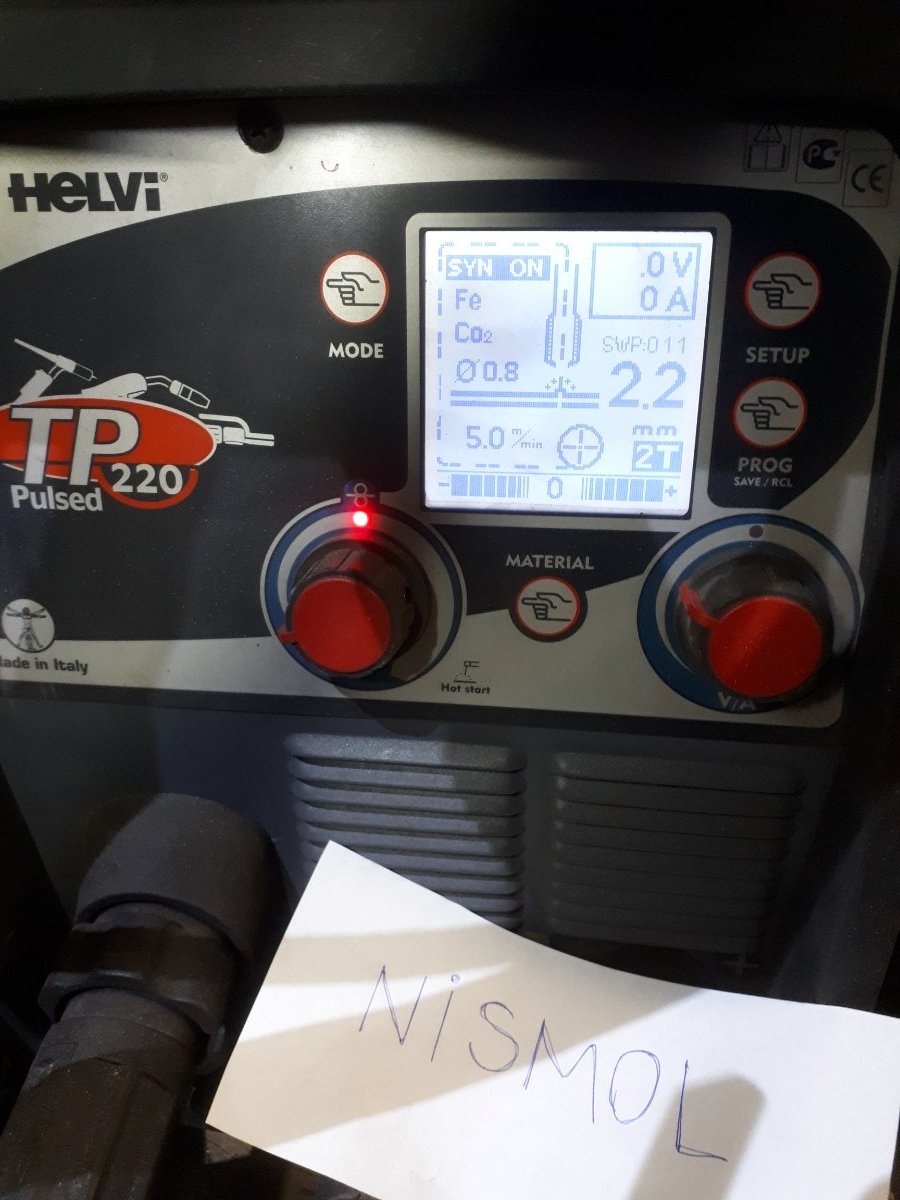
Итальянский сварочный аппарат со всеми видами сварки MIG / MAG / MMA / TIG, с импульсной сваркой pulse и синергией (выставляется толщина свариваемого материала, а остальные параметры аппарат сам выставляет), MIG пайка, сварка алюминия, дополнительные настройки режимов (вылет проволки после сварки, индуктивность, начальный ток, 2Т/4Т/точечная сварка, пред и пост продувка газа, и т.д.), 4-х роликовый стальной подающий механизм, ячейки для записи пользовательских программ. сарочная MIG-горелка 3м электрододержатель 3м кабель заземления 3м ролики 0.6-0.8 для стали ролики 0.8-1.0 для алюминия тефлоновой канал 0.8-1.0 для алюминия Наработка ~ 5кг проволоки / 2 баллона состояние отличное Цена 160тр г.Сургут, отправка ТК (качественная упаковка) 8 912 813 2980
.thumb.jpg.633f1ce29844bbc2ad77c70cb6f3ff96.jpg)
- Последняя неделя
-
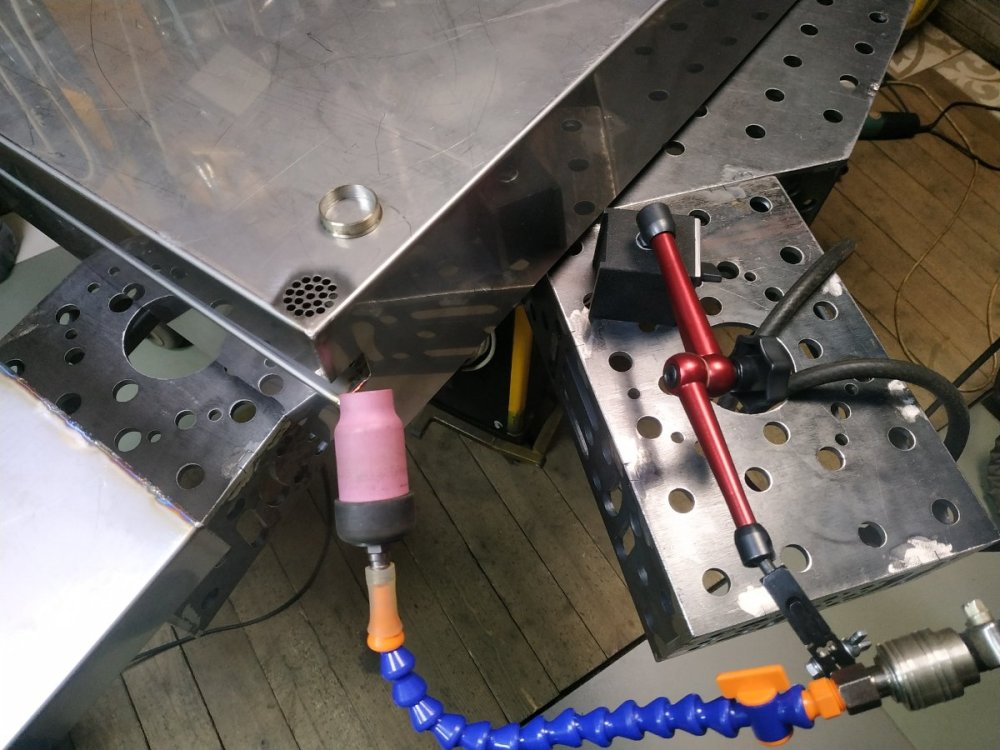
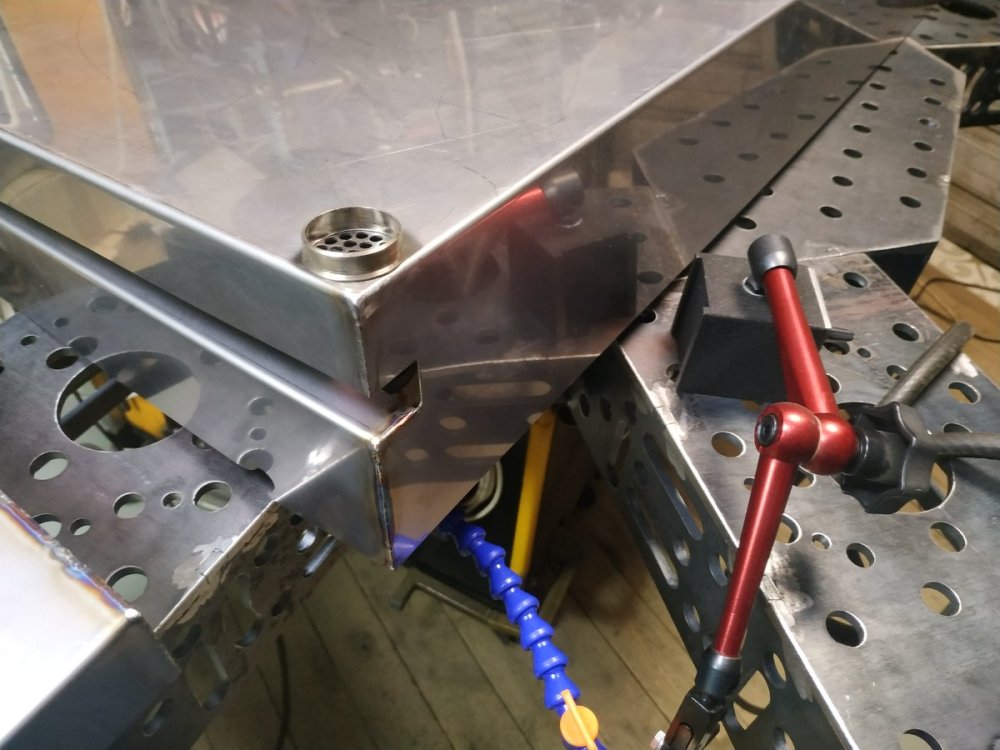
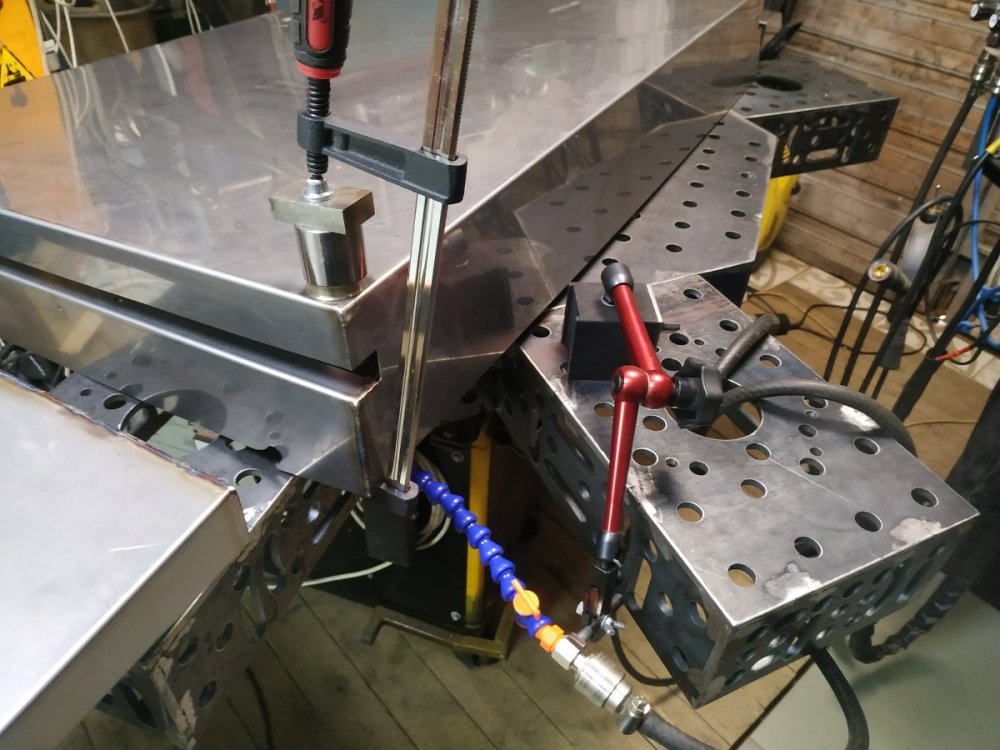
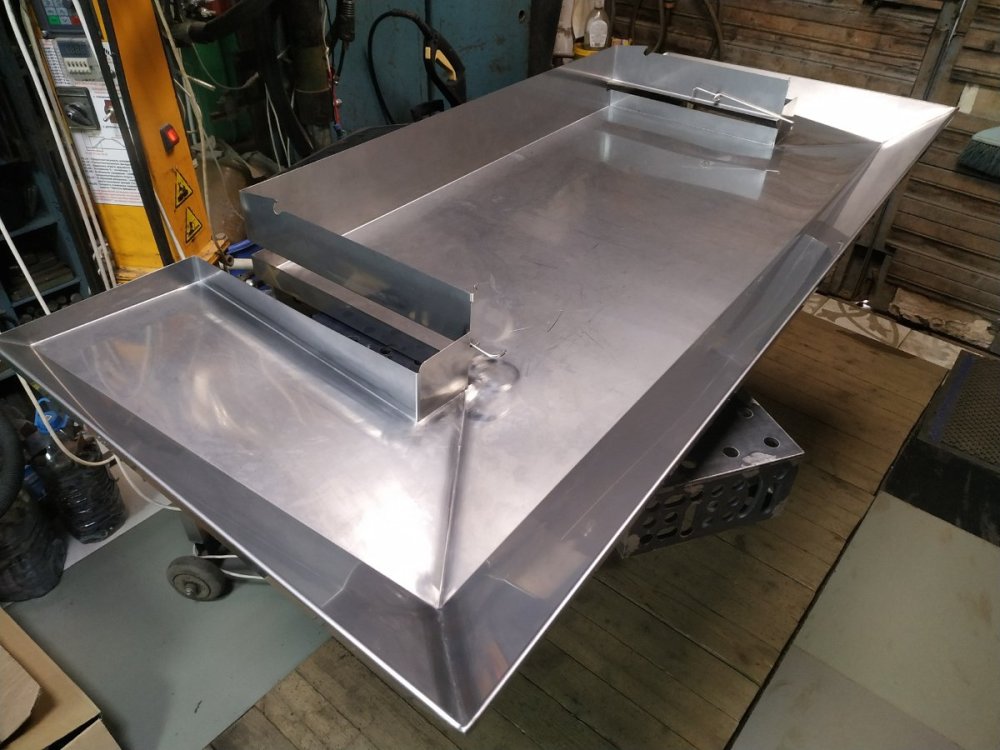
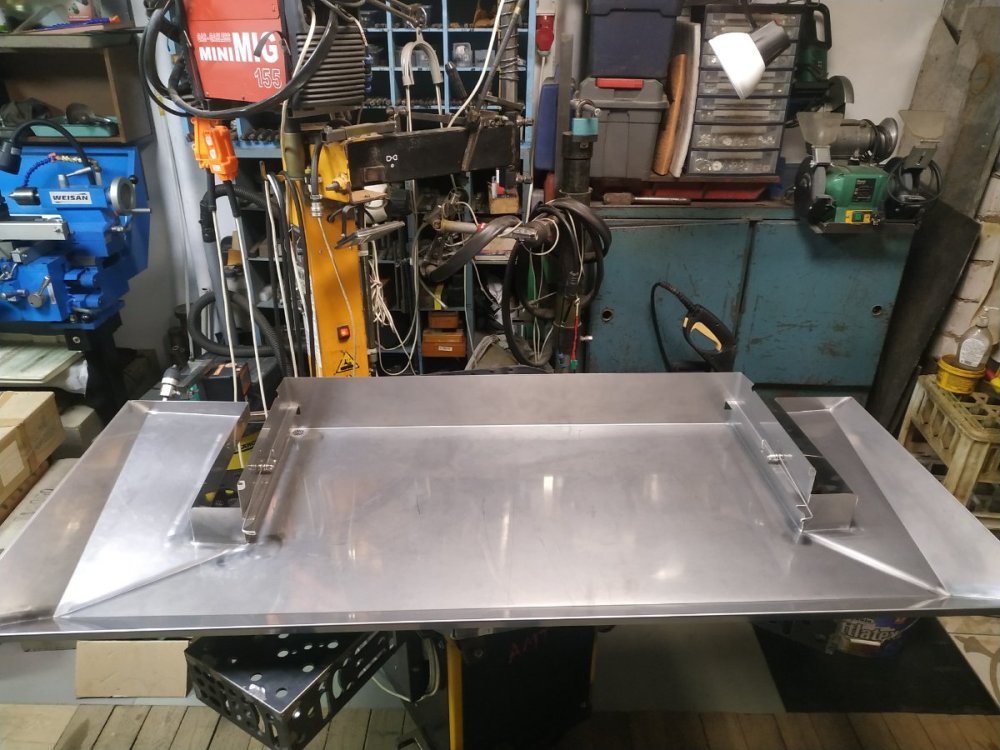
hvr63, достойный подход, культура производства . Год вечерами делал себе стол 2Д и кучу оснастки. Теперь когда варю, то получаю массу удовольствия. Но у меня это хобби, поэтому кайфую от процесса чуть больше, чем от результата.
-
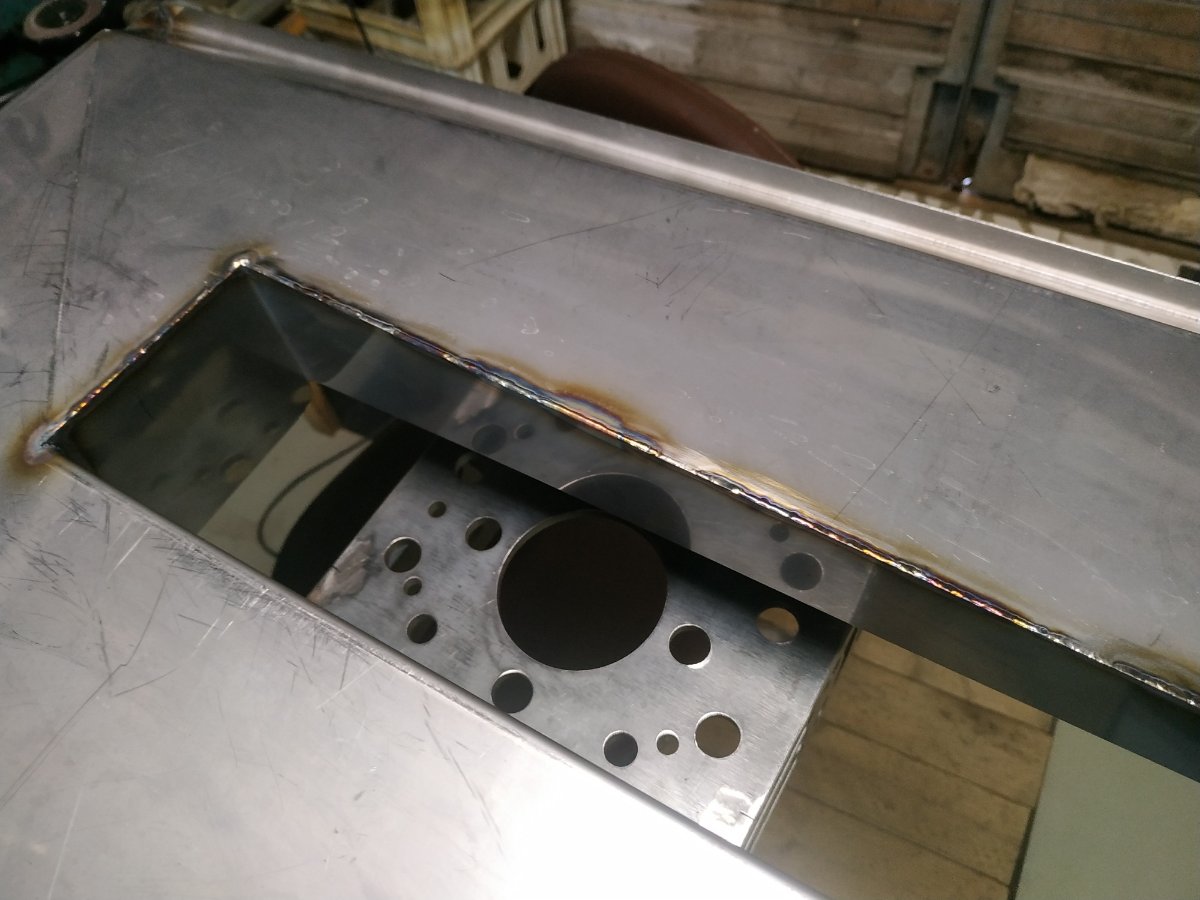
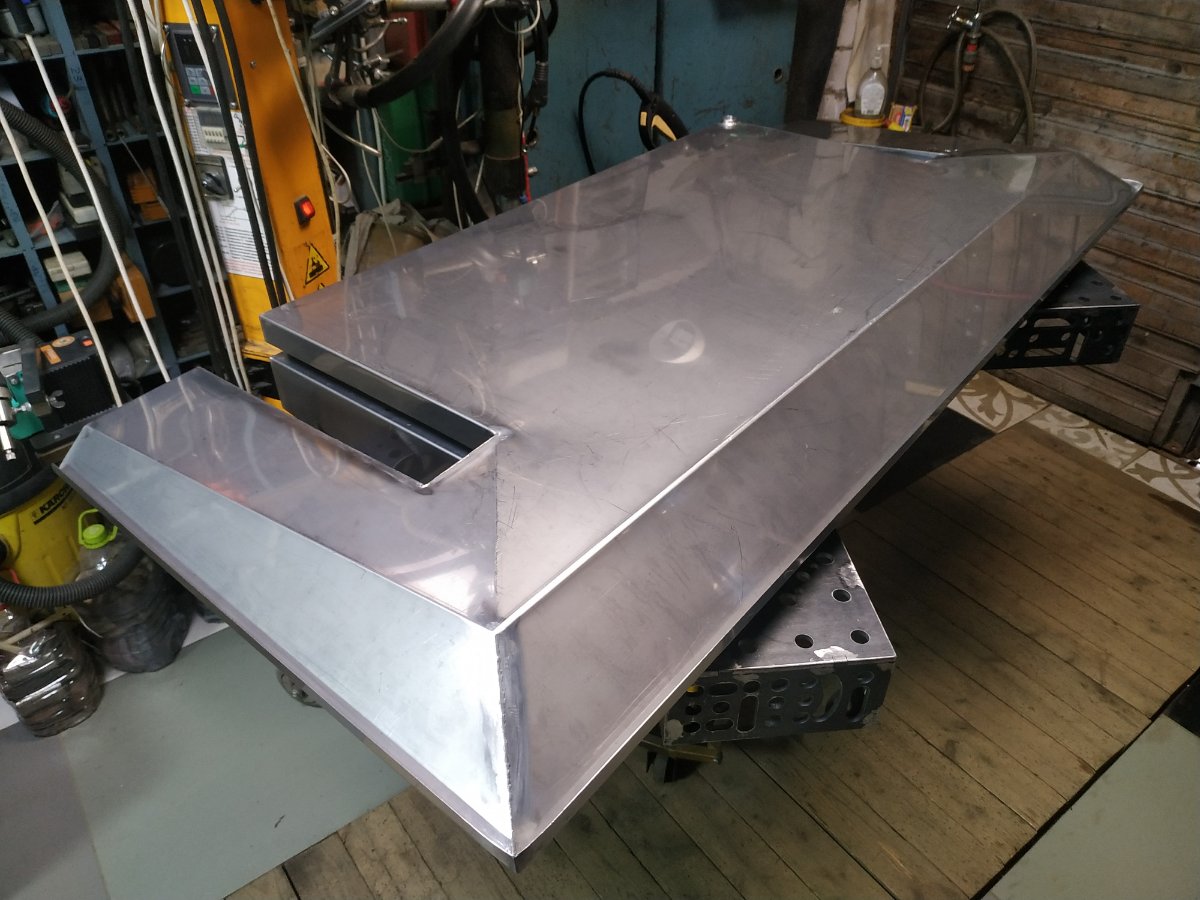
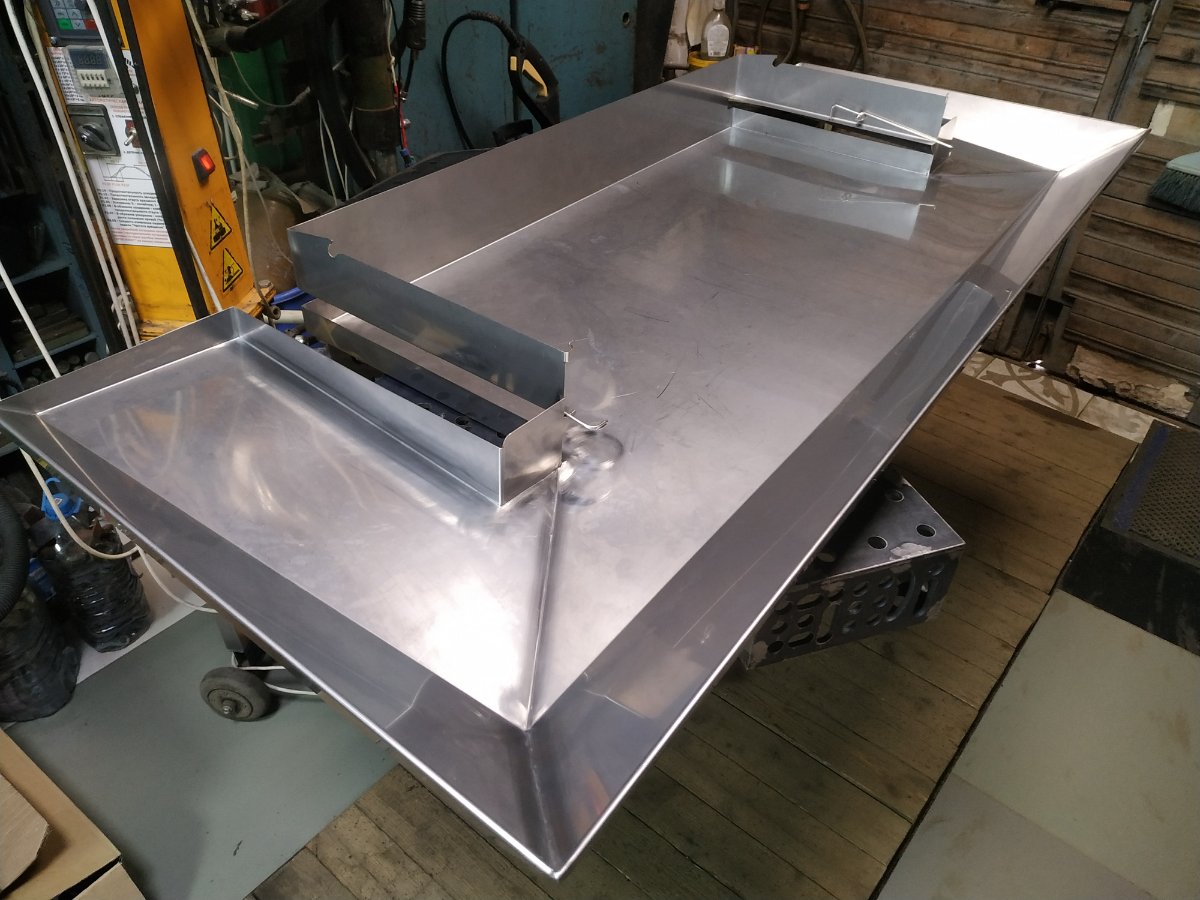
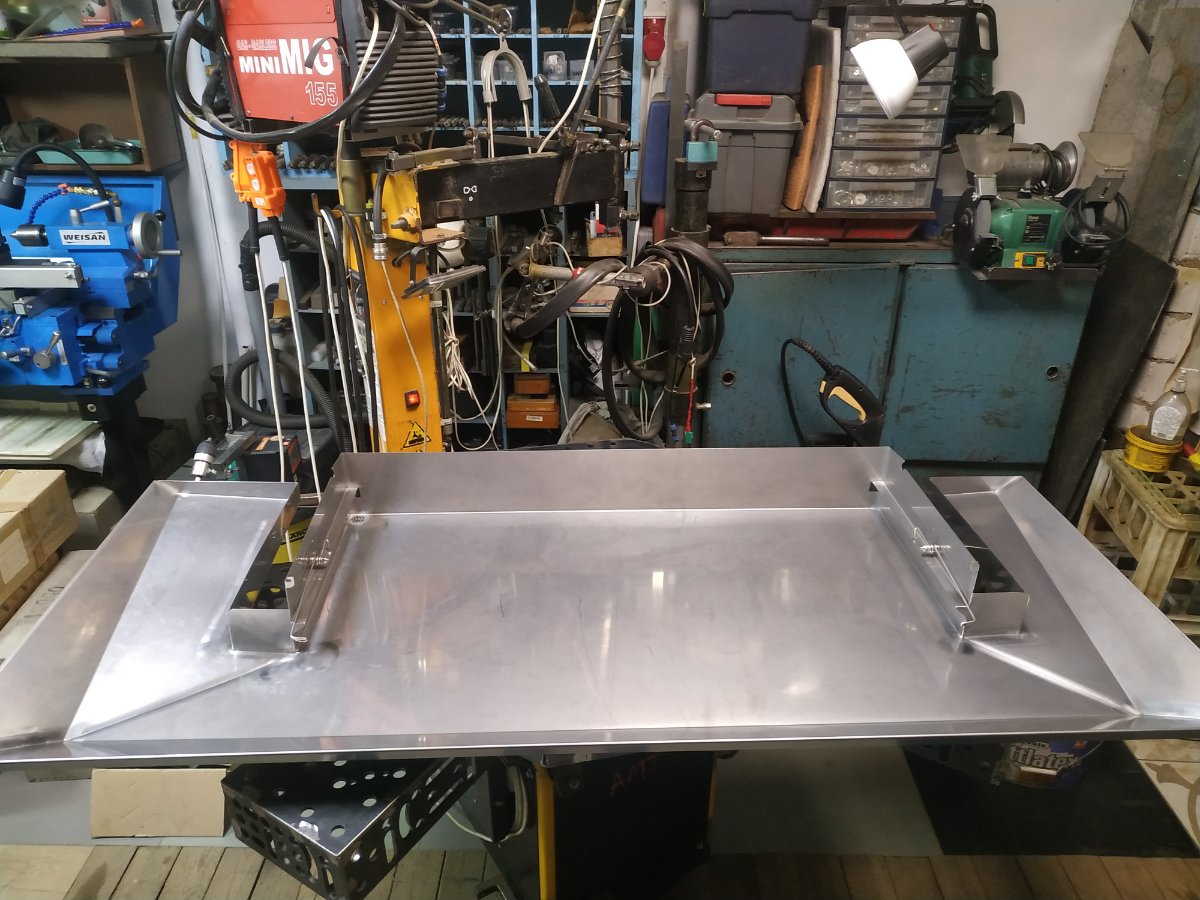
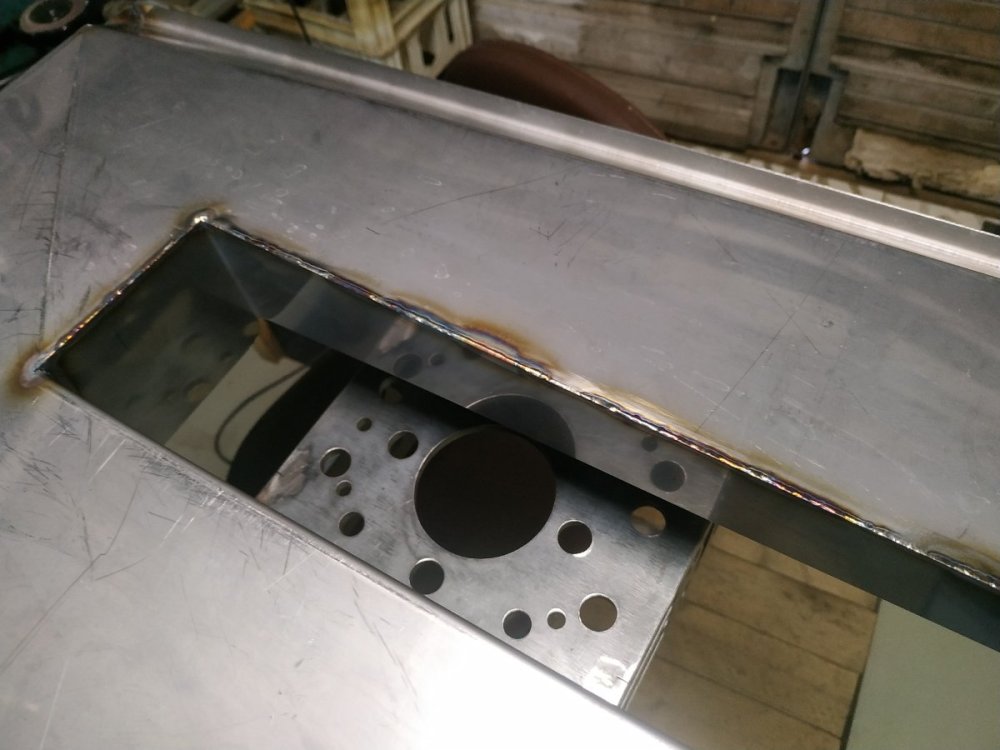
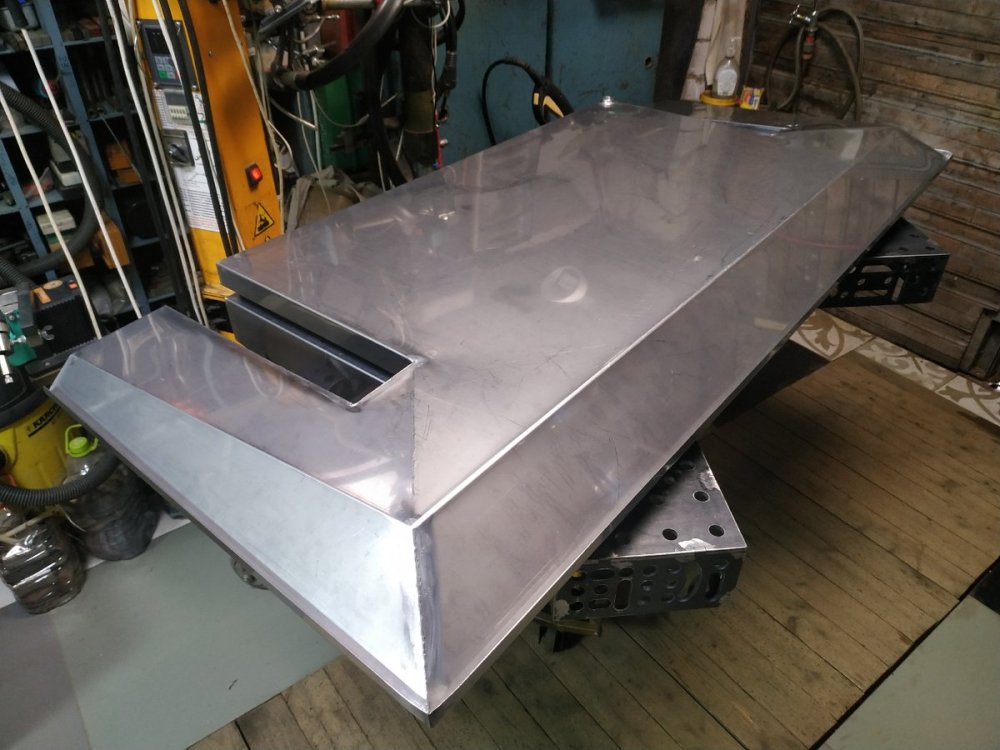
Рукоделие. AISI 304 - 1 мм.






-
Отрывать надо резко, нарабатывать навык. Над длительностью точки поработайте. И быстрее будет ток точки ставить таким, чтобы ток горячего старта и был током сварки. Правда на сплошном шве ток станет низким.
-
Всем привет , может кто сталкивался с такими делами , имею данный аппарат , по инфе из интернета это та же Aurora minione1600 и Кедр мма-160 , хочется попробовать поварить без функции горячий старт , варю на даче в основном для себя с профилей толщиной 2мм , когда с отрывом варишь по краям профиля часто дуга лупит прожогами , может она не корректно работает , бывает с отрывом варишь , отрываешь электрод и дуга может сантиметров на 5 потянуться .Может кто подскажет перемычку какую убрать или наоборот поставить ?



























.jpg.23d29a5865aac0add17d74df6a46088b.jpg)