Активность
- Сегодня
-
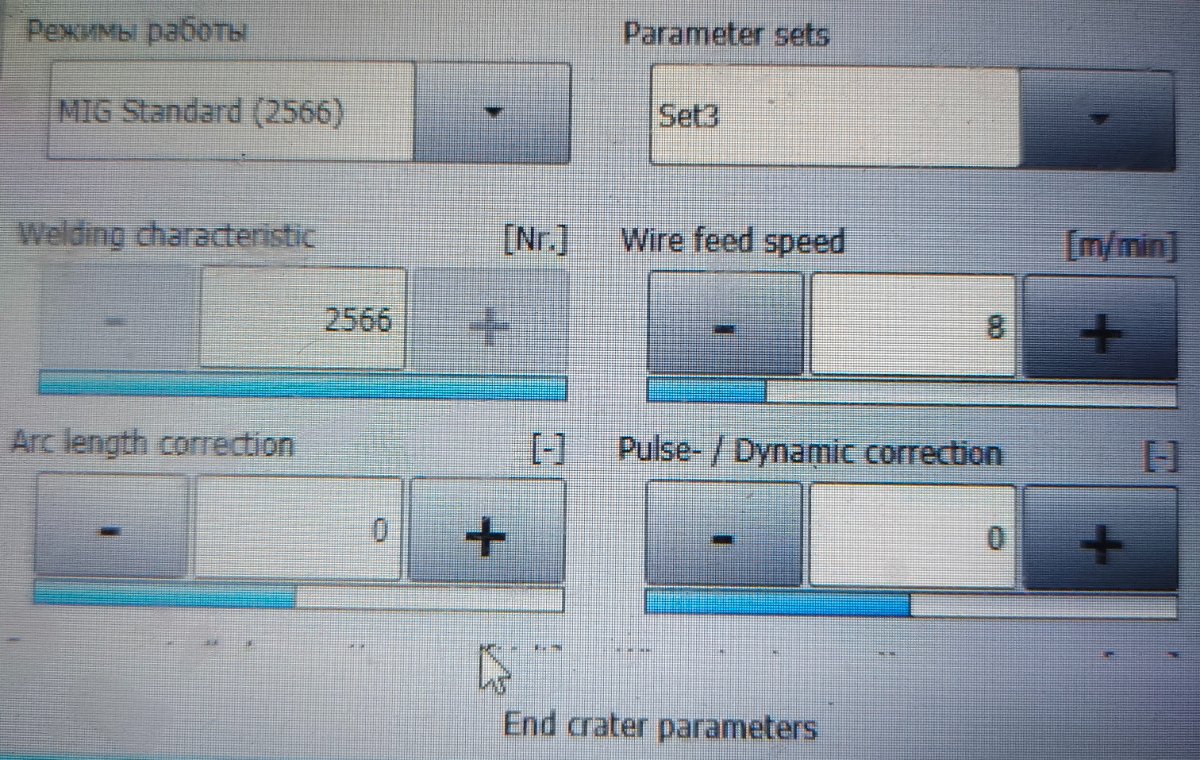
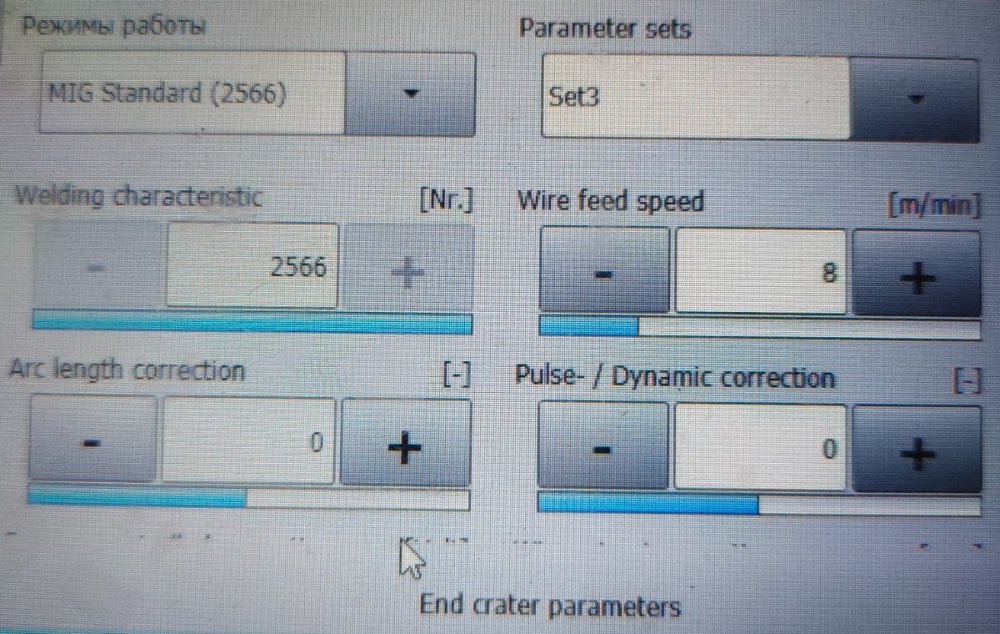
Да ну? Вижу только номер программы и скорость подачи проволоки на этапе заварки кратера.Отжиг ( установка вылета) должен характеризоваться временем задержки отключения напряжения,при остановленной подаче.Как будет отображаться, в у.е или долях секунды не суть важно.
-
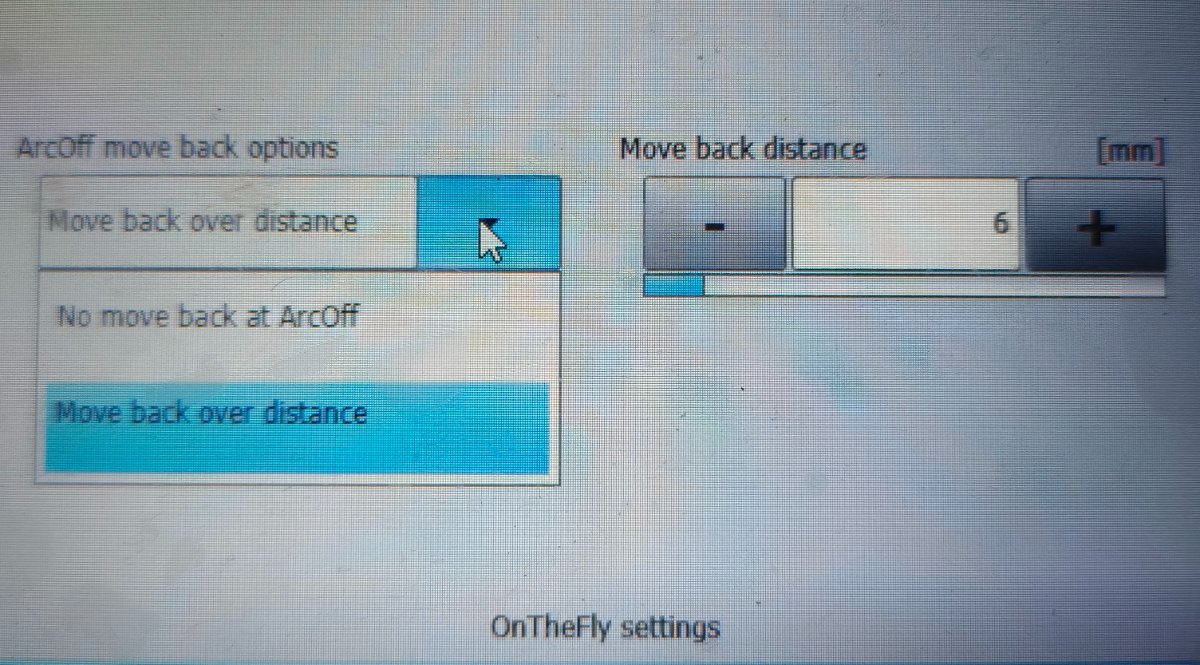
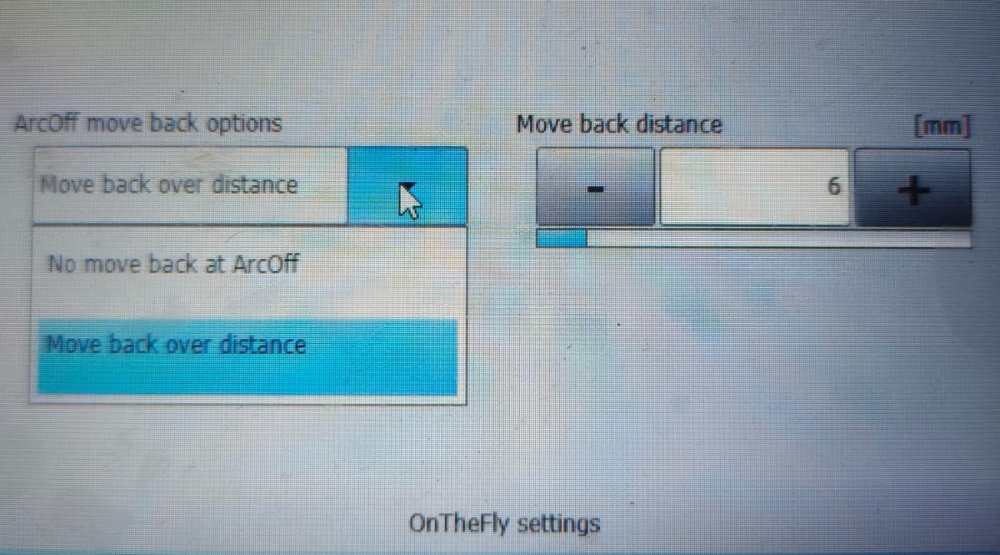
пока сегодня ковырялся в мануале нашёл такую функцию. Как раз таки заварка кратера обратным ходом. Только вот закавырка. Обратным ходом он идёт со скоростью сварки, ну и соответственно с режимами сварки. Тут проще дабавлять точки сварки для обратного хода с новым параметром сварки, с меньшей скоростью, с меньшей подачей проволоки и меньшим напряжением.
-
Вот настройка параметров отжига
-
понятно. Менеджеры продали, сервисники теперь сову на глобус натягивают
-
Вроде у Fronius на канале много всяких своих причуд описывают. П.С. Сам лично не всматривался. https://www.youtube.com/@FroniusWelding/videos
-
Фото и мануалы не имею права выкладывать. Крупное производство, Сварка металлоконструкций, с последующей дробеструйной обработкой, покраской и приемкой ОТК на разных стадиях. От дроби много вскрывается дефектов.
-
Тема связана, ибо в связке источник тока и робот, функционал источника ограничен возможностями сварочного пакета робота. А ещё есть ограничения по времени цикла, выдерживания катета в номинале, снижение расхода проволоки и расходников.
-
У приличных аппаратов должно быть посложней чем просто финишный ток. П.С. Это ТИГ, но сути не меняет.

-
 Эвелина присоединился к сообществу
Эвелина присоединился к сообществу -
 Drofin изменил фотографию своего профиля
Drofin изменил фотографию своего профиля -
Drofin присоединился к сообществу
-
Лучше бы издали приказ на уровне минпромторга, о минимальных зарплатах в сварочной отрасли от 150к для начинающих специалистов, а для чуть поопытнее, хотя бы в 200-250к и т.д. А то из пропагандистских утюгов трубят о том, что з/п сварщиков становятся выше, чем в ИТ секторе, а по факту это лишь манипуляция и прогрев молодежи на получение рабочих профессий с последующим устройством на предприятия. Хотя если посмотреть hh в моем городе, средние з/п в сфере сварки составляют 120к/месяц, при том, что ещё необходимо где-то год стажа наработать, зелёных как-то особо нигде брать под крыло не хотят. Ничто лучше не повышает престиж профессии как высокий уровень зарплаты. Вот например у мастера, который меня учил РДС сварке, его самая первая ЗП на балтийском заводе была 300 руб (точный год к сожалению не скажу, но наверное 60-70ые года), а чем дальше и с выслугой лет и продвижением по карьерной лестнице становилась все больше и больше, что позволило ему обзавестись несколькими достойными квартирами в городе, как сделать это мне с нынешними зарплатами и ценами на жилье, не очень понятно только и остаётся, что копить деньги на пару коммерческих проектов и уповать на удачу, совмещая все это с основной работой. Я понимаю, что мечтать не вредно, но как мне кажется этот труд должен выше оплачиваться, т.к многие сварщики так или иначе жертвуют своим здоровьем ради хлеба.
-
в П\А это не только финишный ток. А вообще тема помогите новичку разобраться в настройках П\А ни как с роботом не связана. Опять, а это тенденция последних лет, на разбирайся, а то эти ... пытаются нас на деньги раскрутить, мол обучение. А мы сами разберемся. Не, я не бурчу. Хотел о роботах что-то новенькое узнать, а тут все о том же. А касательно обучения, у нас несколько клиентов, так поступали и поступают. Мы сами, а потом пол года - год, мозг взрывают начиная от применения собственных аббревиатур и расшифровок до не знания процесса. И как на разных планетах живем, мы им об одном они о своем и так ведется беседа, пока кто-то не плюнет в другого. @РобАлекс вы бы фоточек прикладывали. Так все же веселее. Вот такие параметры, вот такие результаты. Вот такие дефекты. Как уже вам сказали, местечковые названия у разных фирм могут отличаться, а фактическое назначение может быть одинаковым. Поэтому надо видеть результат, что вы изменяете и к чему это приводит. нужно комплексно решать. Т.е. использовать весь функционал и на роботе, и на источнике. Может где-то можно что-то не использовать, но нужно знать, что есть и использовать когда нужно. А вообще, было бы не плохо понимать, назначение изделия. Иногда клиенты просят больше чем нужно, а сервисники потеют там где не нужно. Поэтому, опять не хватает фото что у вас получается и чего от вас просит клиент.
-
Он же финишный ток
-
Может я что пропустил в беседе, но для заварки кратера должна быть функция заварки кратера, которая согласуется с замедлением движения горелки и ее остановкой. После 400А сварочной ванне необходимо время чтобы остыть без деформации (или с минимальной).
-
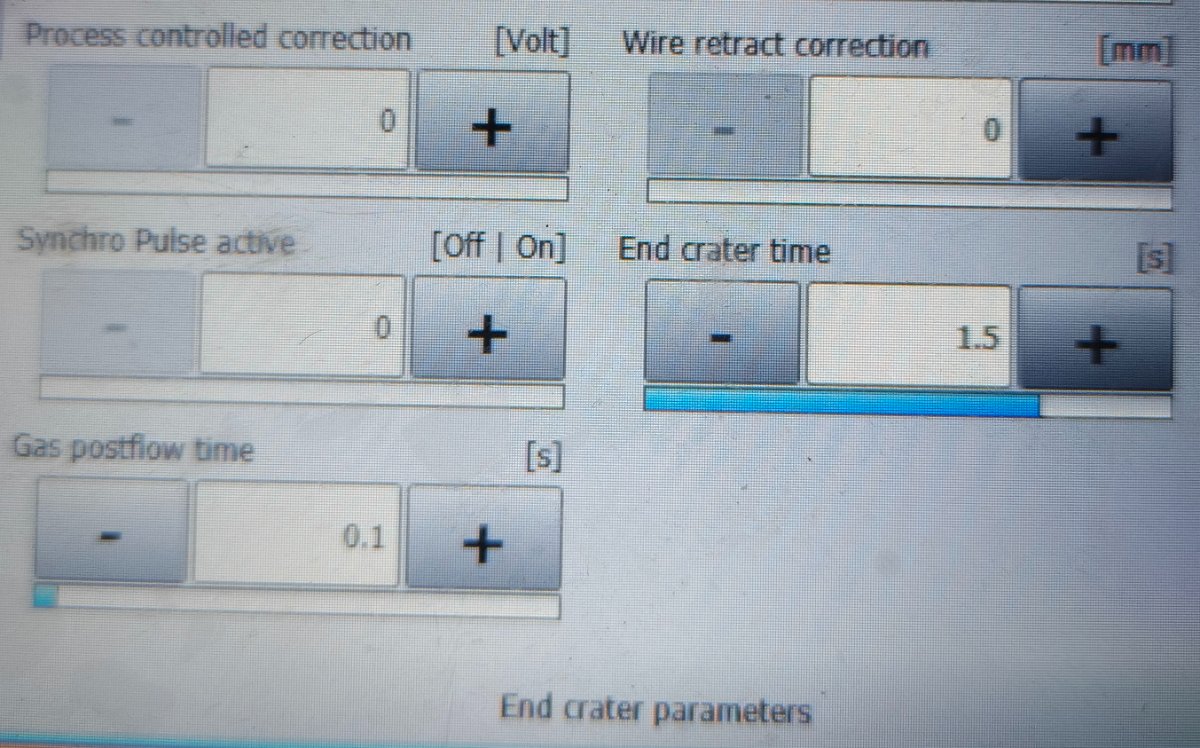
Попробуйте настроить должным образом фазу работы на финишном токе:напряжение, подача,время действия,время перехода от рабочего тока к финишному
-
Отжиг-эта операция установки необходимого вылета проволоки после окончания сварки.К заварке кратеров эта функция никак не относится.
-
Ещё есть вопросы по заварке кратеров. Если варишь на режимах с подачей провлоки 15-15,5 м/мин и током 400-430А это катет 6-7мм, то есть проблемы по заварке кратера в отжиге. Собственными настройками параметров отжига на роботе не получается отжиг сделать без кратера. Приходится заваривать обратным ходом на меньших режимах, либо вообще отдельную каплю подваривать. Может есть какие хитрости в этой ситуации? Ну там, поиграться с вылетом проволоки, наклоном горелки и пр..
-
опасная тема. Уже проходили только будет бла бла бла ну и переход на личности. Я стал часто наблюдать, многие пользователи не понимают разницы. Вот совсем. Дай им дешевую Ресанта, ну это для примера или тот же EWM. Касательно П\А такая же картина. Да по факту что лосиноостровские электроды, что ESAB. Поэтому эти многие и утверждают, да еще слюной тебя утопят, что нет смысла переплачивать. И таких подавляющее большинство. а сколько случаев было, что вот он кошелек, а вот она реальность? И когда стоишь перед выбором, у каждого свои критерии, пусть доплачу и получу чуть лучше чем рассчитывал или буду именно этому рад, что не больше, а в целом все устраивает? По факту от автора вопроса не услышали уточняющих моментов, либо я прозевал. От них в большей степени и будет зависеть, стоит все же доплатить или бери за 15 000 П\А и радуйся, что еще в кармане толстенькая пачка сохранилась. Все почему-то сразу же меряют по себе и очень не довольные тем, что кто-то купил более лучшее более свежее ...
-
Если резистивный вылет будет в заданных пределах +-стабилен( а он должен быть стабилен), то влияния на длину дуги при старте он внятного воздействия оказывать не будет.На длину дуги влияет напряжение.Попробуйте при неизменной подаче поднимать напряжение.Рано или поздно дуга при зажигании или сварке достанет( или хорошо подогреет) до наконечника и привет...
-
А если не подкинет напруги,скорость плавления проволоки возрастёт и дуговой промежуток восстановится самостоятельно, общая мощность процесса при этом практически не изменится
-
Принцип, в общем-то везде один.Источник стабилизированного напряжения и более-менее стабилизированная подача проволоки определённого диаметра в защитном газе определённого состава.Совокупность данных параметров определяет результирующий ток.Это если совсем вкратце. А дальше начинаются игры производителей с целью снизить влияние возмущений на процесс. Не совсем.Увеличивается скорость подачи сварочной проволоки.При неизменном напряжении длина дуги уменьшится, ток увеличится.Если же машина способна как-то отслеживать это увеличение и для стабилизации длины дуги подкинет напряжение-то увеличиться общая мощность процесса с восстановлением прежней длины дугового промежутка.
-
Я так понимаю при настройке точек поджига по разным причинам может быть разная длина вылета проволоки, что приводит к разности длин дуги, что в свою очередь влияет на проплавление. Эта функция стабилизирует длину дуги увеличивая ток (А). Верно?
-
Сам принцип работы. Применимость. И влияние параметра на образование сварочной ванны.
-
Arc length stabilizer (Стабилизатор длины дуги) Контролируя ток короткого замыкания, стабилизатор длины дуги инициирует формирование коротких дуг, более эффективных при сварке. Длина таких дуг не меняется даже при переменном вылете електрода или внешних воздействиях. Стабилизатор длины дуги доступен только в сварочном аппарате с активированной опцией WP PMC (Welding Process Pulse Multi Control). 0,0 / auto (авто) / 0,1-5,0 (действие стабилизатора) Заводская настройка: 0,0 0,0 Стабилизатор длины дуги деактивирован. auto (авто) - Для инертных газов (100 % Ar, He и т. д.) сохранено значение = 0. - Для остальных материалов или комбинаций газов сохранено зависящее от характеристик значение 0,2-0,5. - Для скорости подачи проволоки от 16 м/мин устанавливается значение = 0. 0,1-5,0 Стабилизатор длины дуги активирован. Длина дуги уменьшается до момента возникновения коротких замыканий.
-
Стабилизатор проплавления используется для установки максимально допустимого изменения скорости подачи проволоки, позволяющего обеспечить стабильный сварочный ток и, соответственно, глубину проплавления при переменном вылете электрода. Настройка стабилизации проплавления доступна, только если в сварочном аппарате установлена опция WP PMC (Welding Process Pulse Multi Control) или WP LSC (Welding Process Low Spatter Control). auto (авто) / 0,0-10,0 м/мин (дюймов/мин) Заводская настройка: 0 м/мин auto (авто) Значение 10 м/мин хранится для всех показателей, стабилизатор проплавления активирован. 0 Стабилизатор проплавления не активирован. Скорость подачи проволоки остается постоянной. 0,1-10,0 Стабилизатор проплавления активирован. Сварочный ток остается постоянным.