hvr63
-
Постов
867 -
Зарегистрирован
-
Посещение
-
Победитель дней
49






Достижения hvr63
")





-
 Пересказ Рыкалина, только попроще изложено.
Пересказ Рыкалина, только попроще изложено. -
Спасибо, теперь буду знать. Не оно? Расчеты тепловых процессов при сварке - Рыкалин Н.Н Теория сварочных процессов - Фролов В.В
-
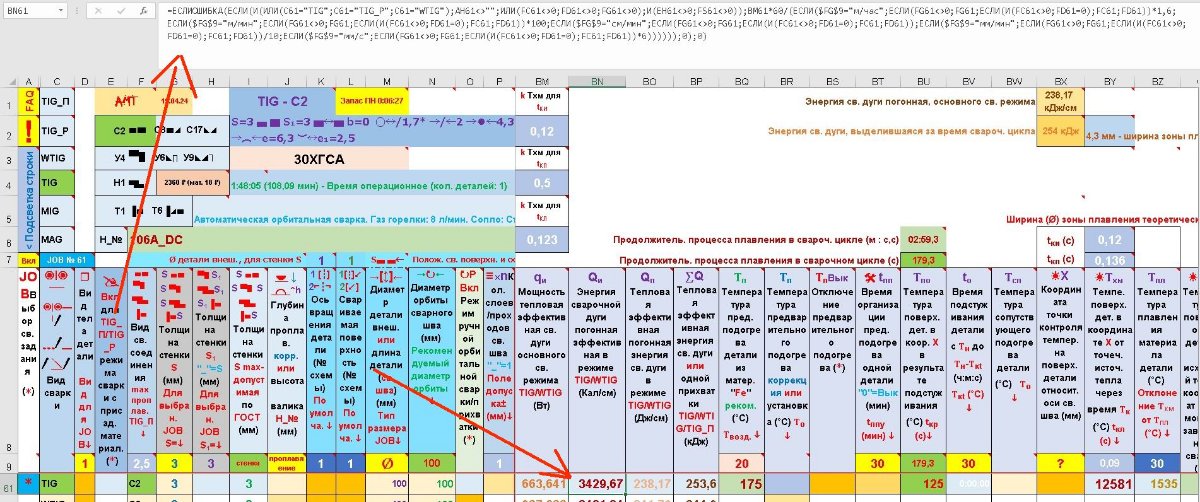
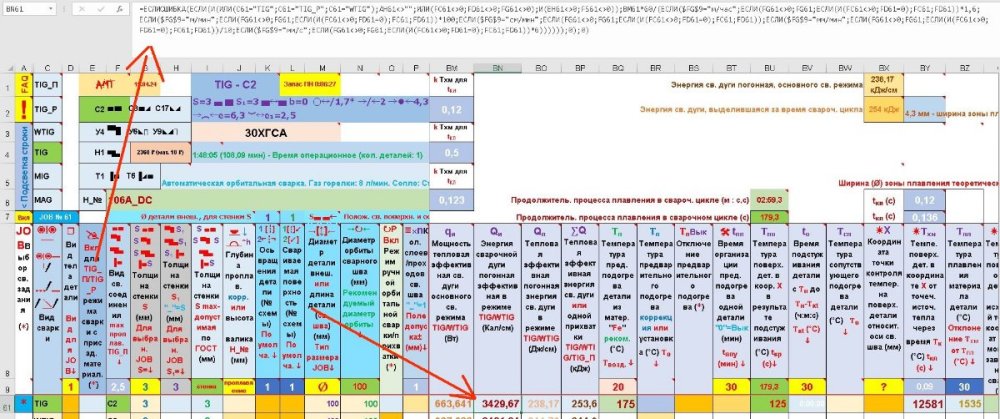
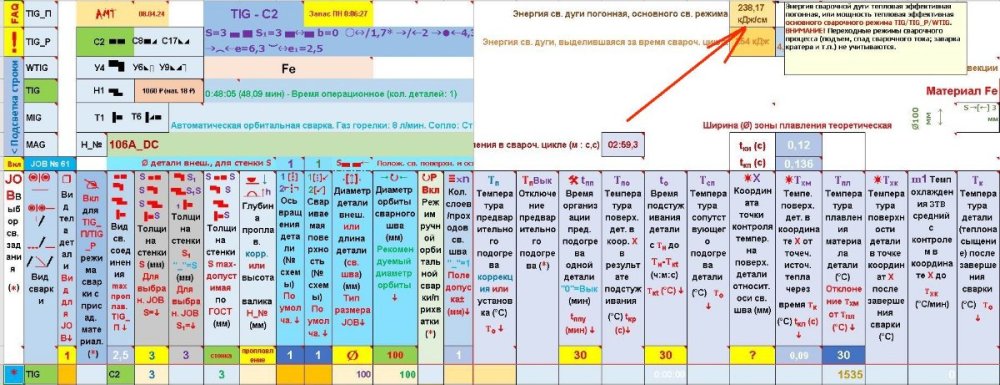
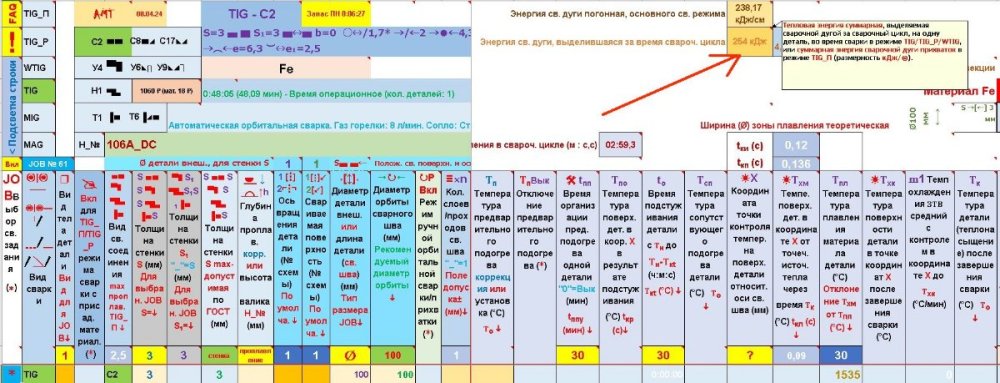
Нет. Одна - энергия, вторая - тепловая энергия. Я, если честно, в ваш вопрос не вникал (сейчас просто некогда), ГОСТ и номограмму не читал (номограмму просто глянул). Просто увидел знакомую размерность и вспомнил, что этим вопросом занимался. Только подробности расчета уже не помню и различия тоже не помню, надо заново во всем разбираться. Но для чего-то я это делал? Вот функции Excel по этим двум расчетам, но их вид вряд ли поможет.
-
В покровных красках (лак относится к ним) нет химии, подготавливающей метал для адгезии (обычно пассивация, или хроматирование), если только в свойствах материала нет обозначения "грунт-краска".
-
Но плоской поверхности с силовым швом это неисправимо. Если косметический шов - еще быть может надежда есть.
-
На колбе ротаметра указано давление тарировки. На редукторе необходимо выставить это давление (винт под колпачковой гайкой).
-
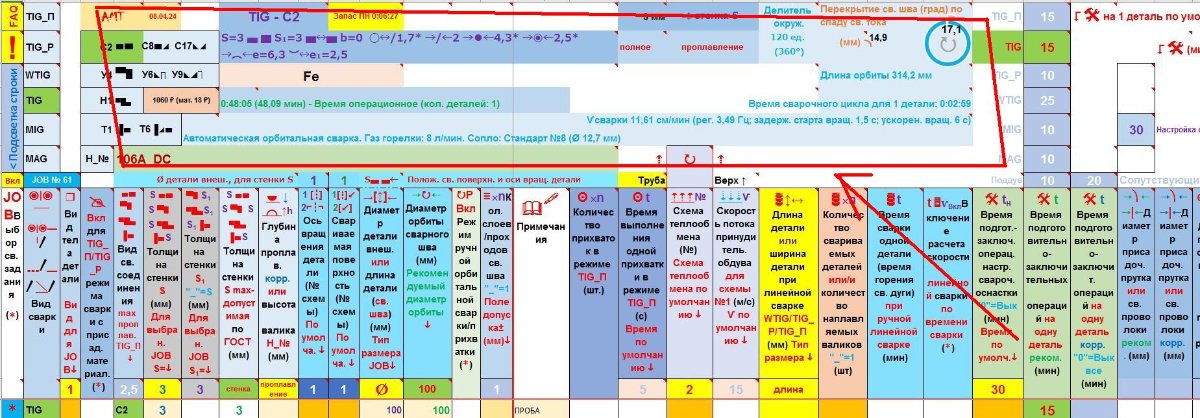
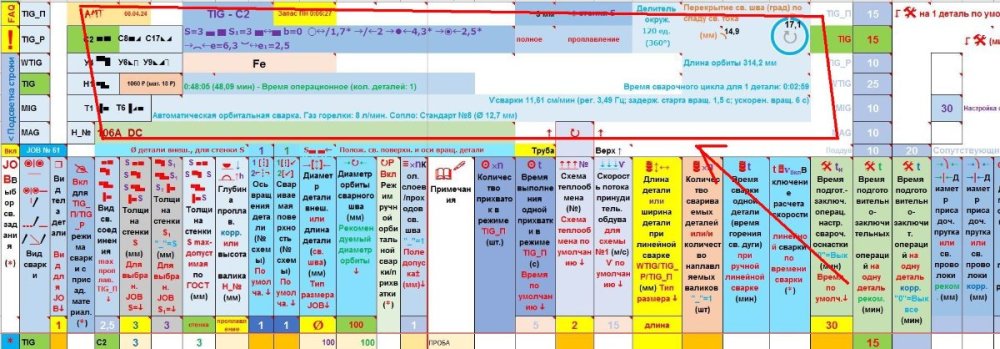
И не надо, я все равно переделывать уже ничего не буду, если что-то не так. Но наверняка так. Толстую книжку при написании программы пришлось прочитать. Так-как ручная сварка все же отличается от автоматической (хотя бы тем, что сварщик может принимать решения в процессе сварки), то меня больше волнуют ее алгоритмы, как более сложный. А как частный случай - алгоритмы орбитальной сварки. По тепловложению. Сварка кольцевых швов - это отдельная песня. Тут движущееся тепловое поле сталкивается с тепловым полем начала сварки. Плюс ко всему проблемы с отраженным тепловым полем от краев детали, которые, как правило, близко и не симметрично расположены и теплоотвод в систему зажима детали. Все это иногда приводит к отрыву дуги от сварочной ванны, из-за недостаточного тепловложения, или наоборот чрезмерный перегрев, особенно в зоне завершения сварки. Все эти факторы требуют гибкого алгоритма интегрированного управления скоростью сварки, так-как управление силой тока сварочной дуги труднореализуемо. У меня применено: управление задержкой начала движения (для формирования сварочной ванны); ускорение после старта (как вариант - с прямолинейной, или криволинейной зависимостью). Самим ускорением с криволинейной зависимостью тоже можно управлять по процентному соотношению отдельных участков. Вот так все не просто. А если во все это вмешивается предварительный (а иногда попутный) подогрев детали из легированной стели, то задача усложняется кратно. И мое мнение: никто, даже технолог, все это считать не будет.
- 91 ответ
-
- 1
-

-
Как раз работал зам. главного инженера на предприятие по выпуску, в том числе контейнеров (под комплектацию газопроизводящей аппаратуры). Со швами у нас было все замечательно. У меня в алгоритме, в основном, упор делался на высокие скорости сварки. В связи с чем были опасения в слишком высокой скорости кристаллизации сварочной ванны. Пришлось принимать меры в виде индикации теплофизики процесса и обвешивания алгоритма кучей всяких коэффициентов. Математика всего этого оказалась сильно причудливой и сам процесс сварки слабоуправляемым. Основная причина - геометрические параметры детали, которые очень сильно меняют характер теплового поля от изделия к изделию. Из последних доработок программы - выделение в особую категорию алгоритма сварки деталей с малым диаметром. Алгоритм получился весьма примитивным из-за плохо прогнозируемого поведения теплового поля.
- 91 ответ
-
- 1
-
-
Я вижу Вы разбираетесь. Тогда прикладной вопрос. Я в программе соорудил функцию, назначение которой уже правда и забыл. Сам вопрос: какова практическая полезность сей информации в МОЕЙ программе? Поясню. Я не производственник и на проблемы производства я клал, как говорится, из под хвоста. Но почитал много всяких сообщений про тепловложение, про дядек с секундомерами и теперь боюсь в свои любительские руки взять горелку и приварить чего нибудь к самолету, или к верстаку. ПС. Что-то начинаю вспоминать про назначение данной опции. По моему, я сильно боялся горячих трещин на легированных сталях (а может холодных).
-
Больше идей - хороших и разных.
-
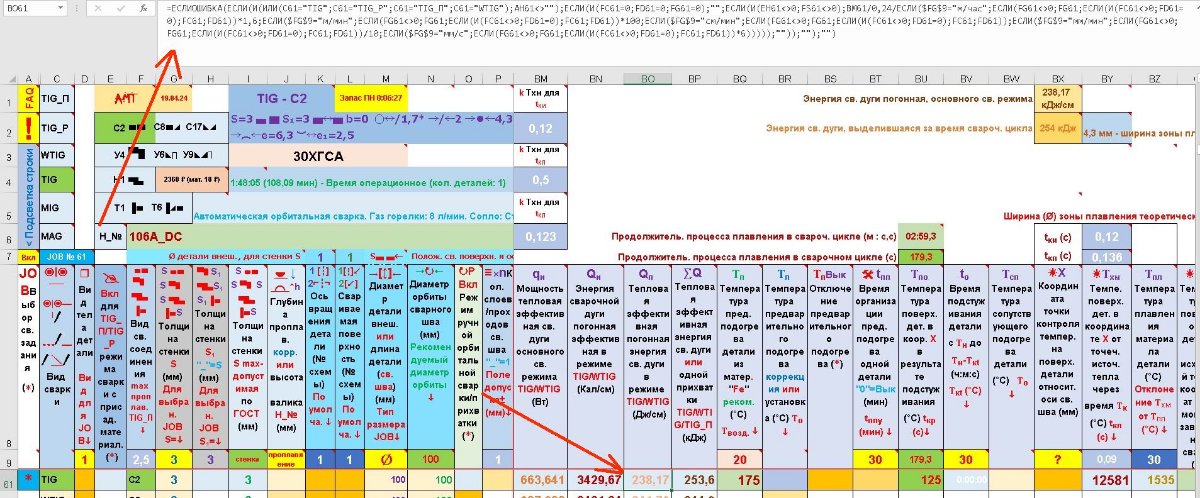
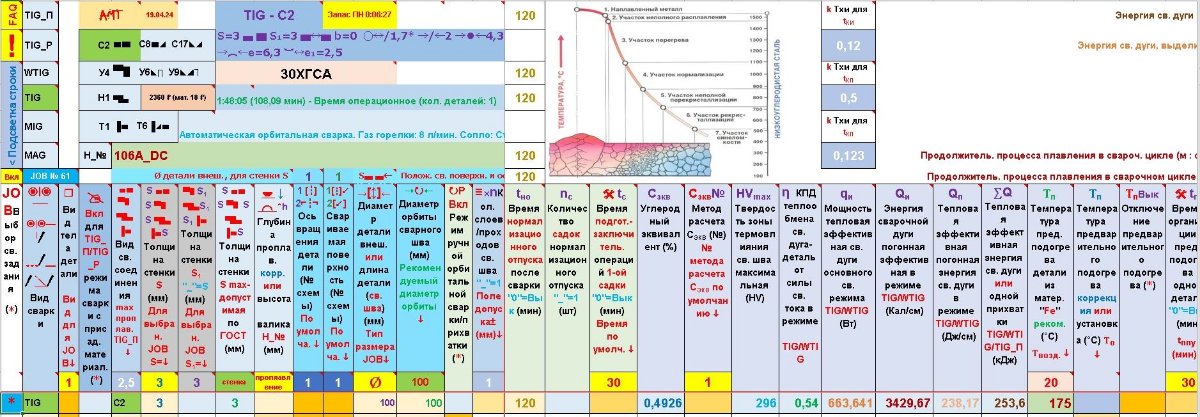
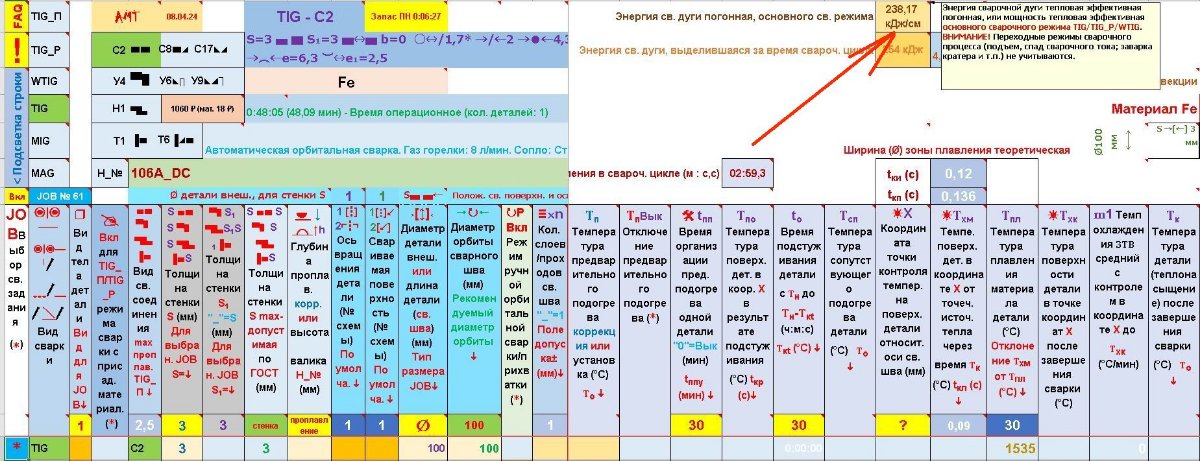
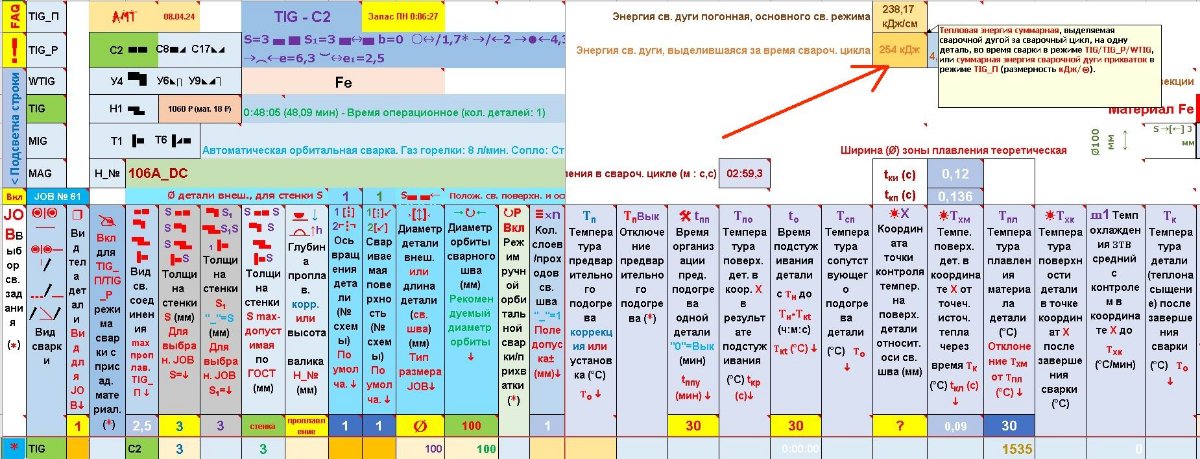
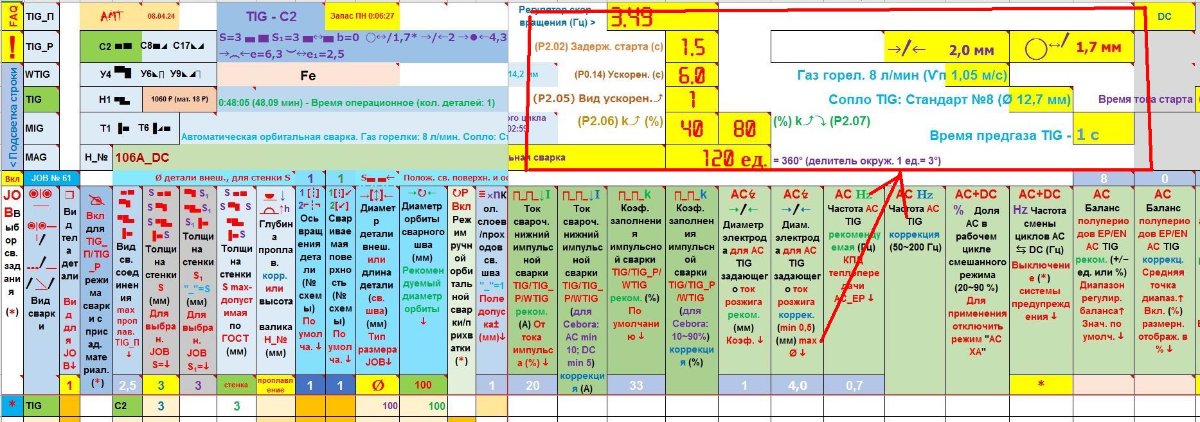
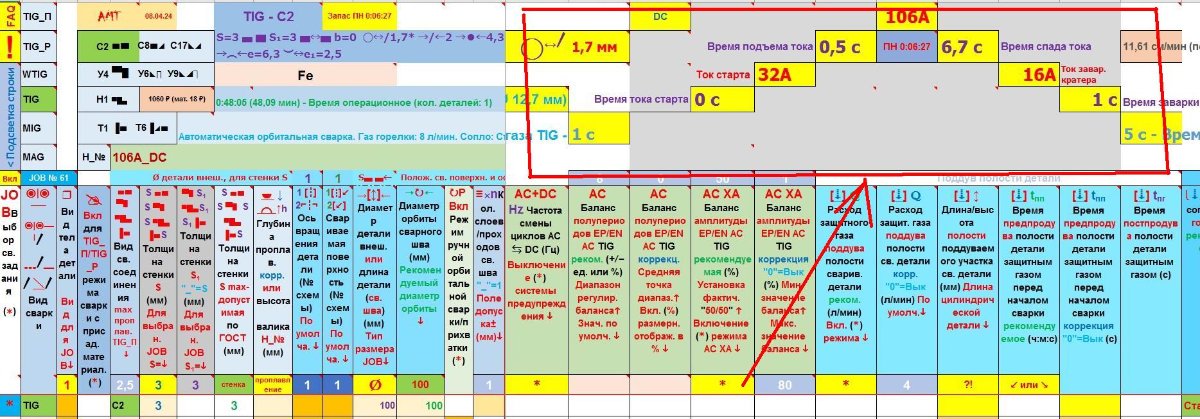
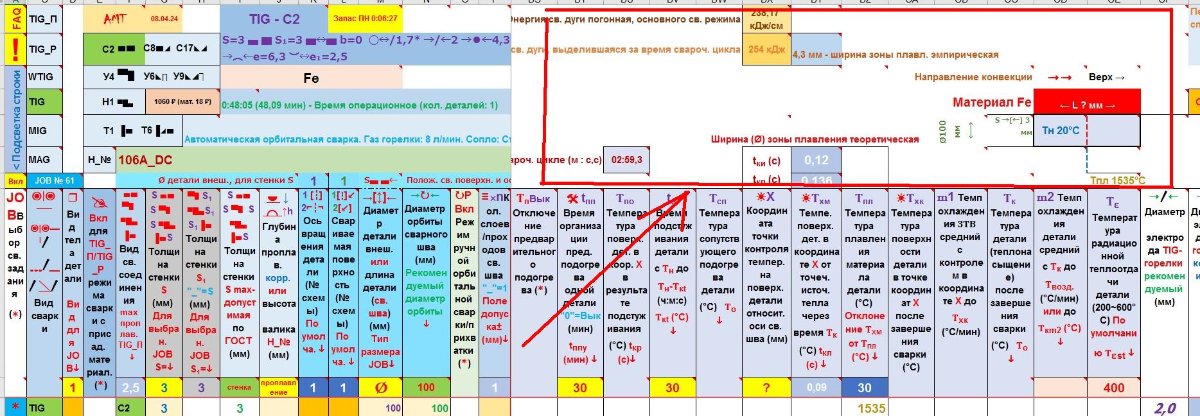
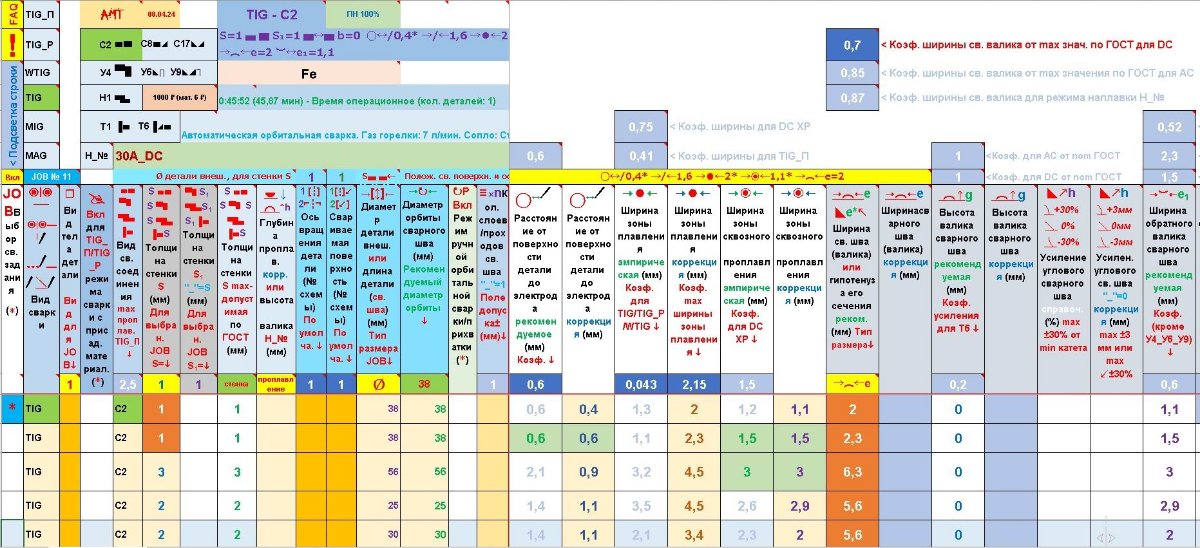
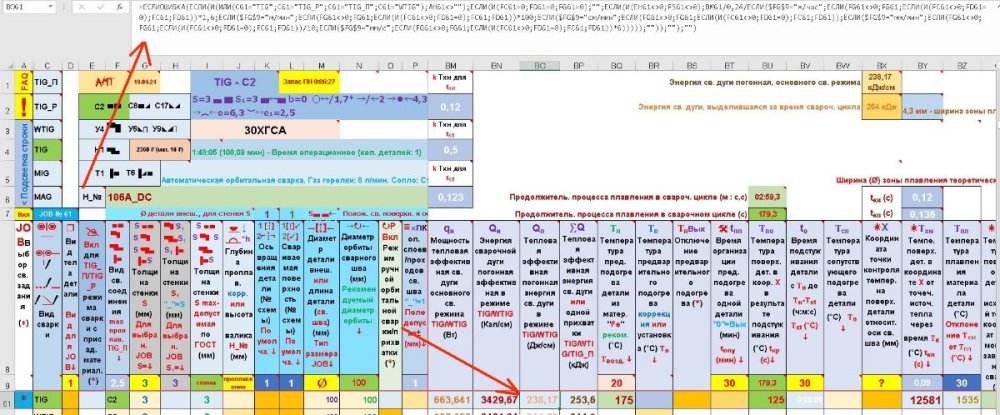
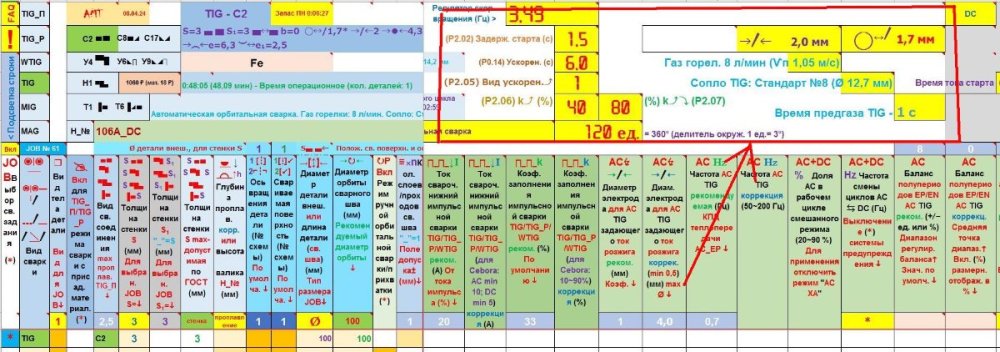
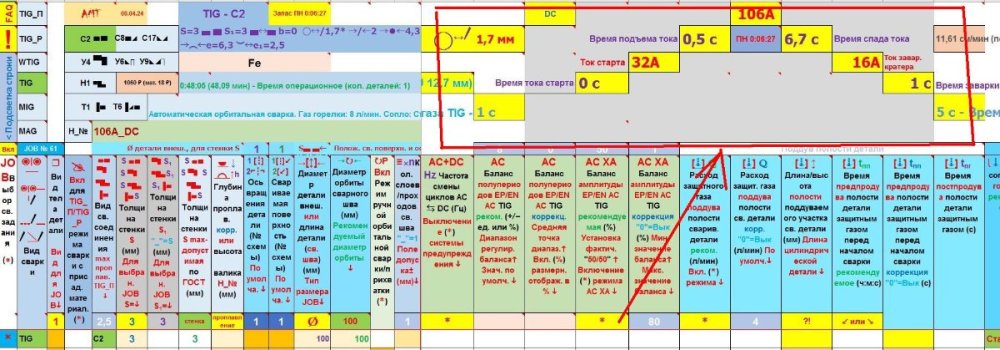
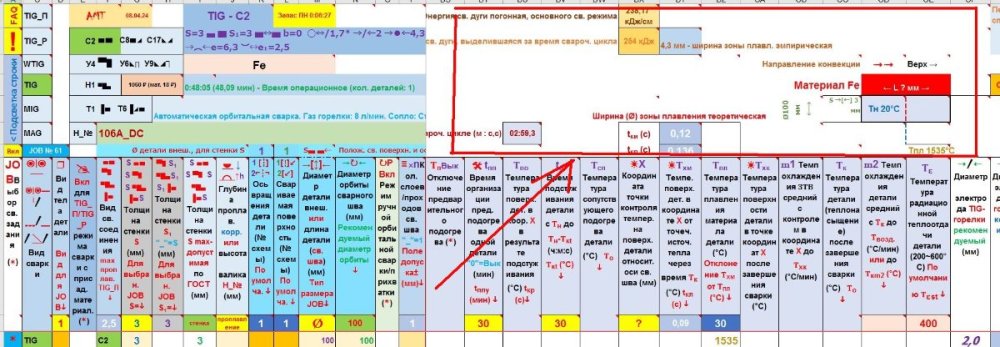
Интерфейс (экран, так-как это все таки Excel - приходится работать в большом поле) разбит на функциональные зоны: основная рабочая зона и узкоспециализированные зоны, где можно получить (и произвести настройку в соответствующих разделах) более подробную информацию. Вот некоторые из них (первое фото - основная панель):
- 91 ответ
-
- 1
-
-
В программе достаточно указать: вид сварки; вид свариваемого материала; вид сварного соединения; толщину свариваемого материала (или глубину проплавления); диаметр орбиты, или что сварка линейная. После установки этих параметров можно осуществить сварку с приемлемым результатом. Абсолютно все параметры настройки сварочного аппарата (речь про ТИГ) и сварочные параметры задаются автоматически (с возможностью ручной корректировки). Уж куда проще?
- 91 ответ
-
- 1
-
-
Мне в условиях не производства тяжело подготавливать испытательные образцы (банально нет исследовательского материала), так что тоже испытания не особо обширные.