Георгий 11
-
Постов
11 134 -
Зарегистрирован
-
Посещение
-
Победитель дней
86
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Георгий 11
-
 @Alex_D,малчик хател цвет бордо,но белий тоже харашо.
@Alex_D,малчик хател цвет бордо,но белий тоже харашо. -
@SergDemin,предприятий,в которых вы указали что сварщик не должен знать практически ничего и за него все решают технологи и конструктора,очень мало,по крайней мере у нас в городе может парочка и те военка.А так вы видимо давно не работали на предприятиях,многое изменилось,молодежь подросла,все с амбициями,только вот изобрести ничего толкового не могут (это про конструкторов),в основном все слизано из интернета.По технологам все еще печальнее,бабушки-старушки ходят чего то там принимают по отработанной схеме,шаг вправо-влево-они в ступоре.Чертежи конструктора приносят с обозначениями «сварку производить по местам прилегания деталей»,в общем вари где хош и как хош-это если по русски,бывало обозначали стыковое с катетом 0,5 мм.,мне смешно и грустно над этими новоявленными деятелями.
-
@tehsvar,и панель под углом,что очень удобно,ну и еще некоторые плюшки,для меня идеальный аппарат.Жаль,что их больше не будет.
-
@dedVova,исправил,что бы не досаждать вам лишний раз,но позиция моя понятна? Что бы сделать оф.запрос я должен быть оф.уполномоченным лицом,а что бы быть оф.уполномоченным лицом я должен оф.аттестоваться у вас,замкнутый круг.
-
@dedVova,тоже интересно,по нолям это чего можно получить,по ушам если только.Да и 10 т. че то давно забытая цифра,когда переступаешь порог вашего центра.
-
@welderman,да я и не понимаю высказываний,почему нельзя,в нормативках не прописано.Есть общие требования к допуску аттестации,если они соблюдены,то не вижу причин для отказа.Какая разница чей он выпускник,если его должным образом подготовили,то и проблемы то нет.
-
@Глобул,трудовой стаж минимум 6 мес.вроде по специальности.
-
@Bonditskii,немного дороже,но вполне надежная машина https://www.tehnosvarka.ru/catalog/grovers_3/svarochnyy_invertor_grovers_wsme_200_ac_dc_pulsed_tig.htm
-
@БекасЧе,заглушки для перил есть из нержи,недорого,можно из них.
-
@NikOtiN,подумал давление.
-
@Sakhalin_Cat,размеры какие?
-
@SAV,для особоодаренных теоретиков по сварке группа компаний «вебсварка» представляет.

-
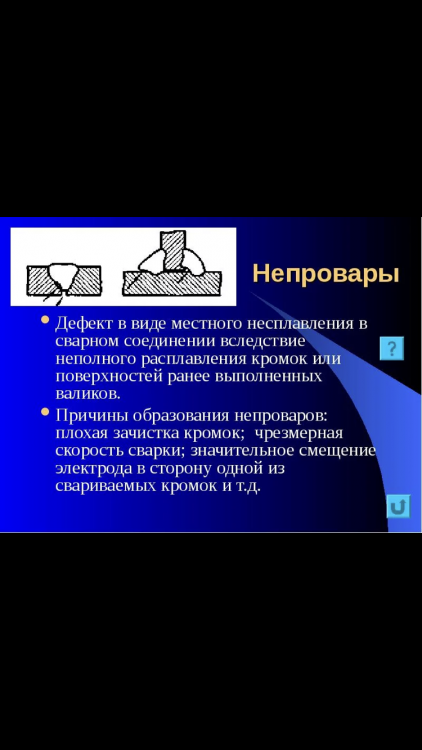
@SAV,по поводу надежного сплавления-это ваши мысли или есть все таки термин?Как вы представляете ситуацию,когда отк спрашивает сварщика:у тебя надежное сплавление? Корнем шва, образованного при сварке, называют ту часть сварного стыка, которая максимально удалена от лицевой поверхности детали с той стороны, с которой производится сваривание. Можно сказать, что корень — это обратная сторона шовного соединения.Про присадку вообще ни слова.Ознакомьтесь с гост 14771 со способом сварки ИН - в инертных газах, неплавящимся электродом без присадочного металла,как бэ можно и с зазором. По поводу лазерной сварки я вам привел пример,что бы до вас дошло о чем идет речь в этой теме. По поводу тролей,я вас запомнил хорошо и если вы вдруг окажетесь читателем или в лучшем случае получите предупреждение,то знайте,что это моих рук дело.Пока ничего предпринимать не буду,посмотрю чем вы дальше будете тему засорять.
-
@SAV,надежное сплавление-это что за термин такой?Есть сплавление,есть несплавление,надежного нету.И вопрос про глубину проплавления корня шва.Вы сравните к примеру сварку лазером и п/а,в принципе об этом речь.
-
@selco,так и прочность получается меньше у швов из под тига,по сравнению с п/а.
-
@selco,не понял,с чего 0,8 больше чем1?
-
@selco,у тига наоборот самое высокое тепловложение,самое низкое у п/а,швы на прочность считаются когда,у тига коэф.0,8 закладывается,у п/а коэф.1,мма 0,9.
-
@selco,зачем судить,мы же не звери,достаточно сказать,что был не прав,ничего в этом зазорного не вижу.
-
@selco,мы то понимаем друг друга,просто одному товарищу пытались донести,но он ни в какую не хотел верить,то на вранье его ловили,потом нормативку показали,потом саму сварку,слился почему то.Не сочти за труд,почитай бред из #70,там все его мысли по полочкам разложены.
-
@selco,#12,представитель говорит,что не прокатит.
-
@Ferio,ага,хочется так иногда поизгаляться,гост добро дает,Валера благословил,осталось только дать отмашку представителю хелви (пропал че то).
-
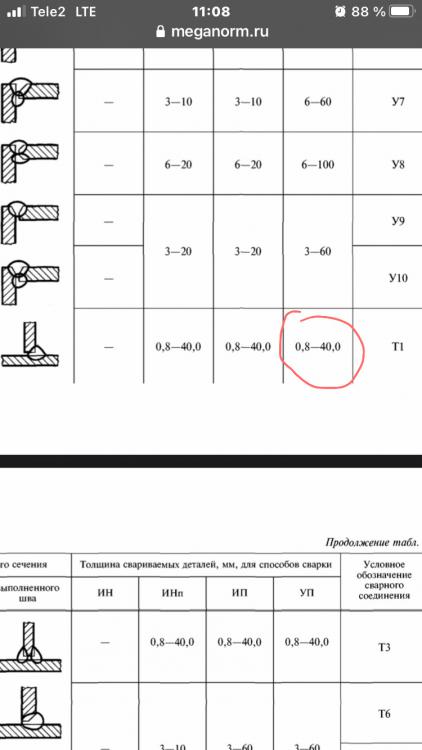
@selco,ну наконец то,значит можно 0,8 мм.толщину 40 мм.варить,пускай долго и мытарно?
-
@selco,#206,по поводу проходов.Понятно,что за один проход не сделать,речь не о кол-ве проходов же шла.
-
@schkaliki,так вот и хочется выяснить,для чего в госте это все разработано.Выше ошибся,без разделки до 40 мм.можно варить.
-
@schkaliki,тут 6 мм.максимальная толщина,надо 80 мм.