Симфер
-
Постов
964 -
Зарегистрирован
-
Посещение
-
Победитель дней
3
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Симфер
-
Я твой дом труба шатал, блин.. не смешно даже

-
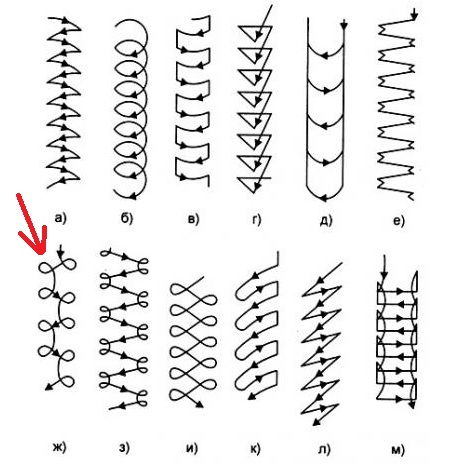
Личное мнение что весь этот "рельеф" будет виден на больших толщинах и швах большой протяженностью, либо если присутствуют какие то особенные требования к внешнему виду либо свойствам сварного соединения, т.к. непонятно зачем на толщине металла допустим 3 мм выписывать такие вот кренделя да еще как я понимаю без отрыва, прожогов и перегревов, хотя конечно, нет предела совершенству
-
что значит "доводочный" ? Как вариант предложили "лепесток" только войлочный, вообщем буду эксперементировать
-
http://www.gost-svarka.ru/konspekt/17659/17659_mnogoprohodniyShov.htm
-
зачем обезжиривать электрод?
-
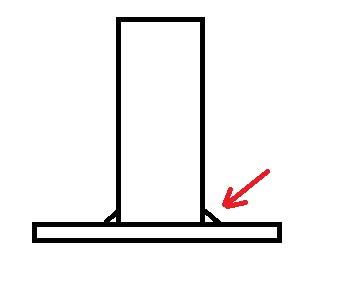
Приветствую знатных аргонщиков и просто тех кто сталкивался, нужен совет по перилам как и чем полировать самый угол стойки к "подошве", про то что есть уже полированые шайбы которые зарывают не эстетичные места внизу знаю, в данном случае заказчик жлобится и ждет максимума при минимуме, эстетику лепестковым кругом после сварки сделать думаю по силам, дальше размышляю( спасибо всем откликнувшимся
-
разбрызгивание металла электрода происходит из за слишком большого тока короткого замыкания, это проблема сварочника (довелось столкнуться), ток и диаметр электрода подбирается в зависимости от поставленых задач и требований предъявляемых к сварочному соединению. Про разбрызгивание обмазки Вы выдали перл)), даже сложно представить как это..
-
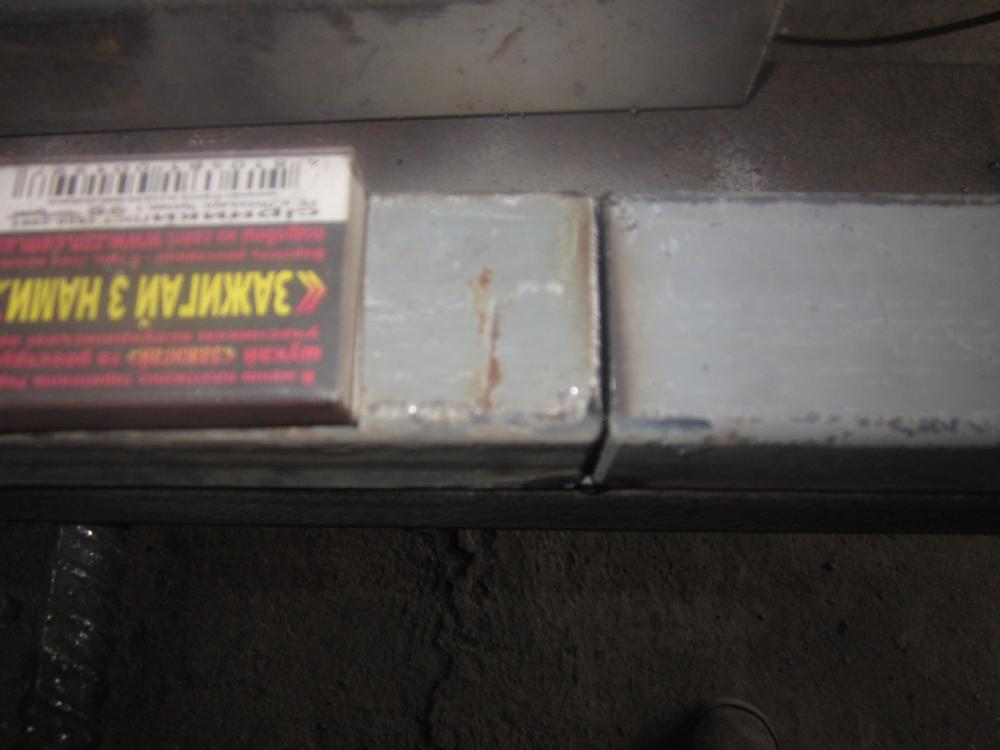
 а не проще на канистру ставить латку? Может вопросом и сглупил, но по последнему фото так и не понял что сделано и сделано ли вообще
а не проще на канистру ставить латку? Может вопросом и сглупил, но по последнему фото так и не понял что сделано и сделано ли вообще -
металл = работа, так знаю, установка как правило обговаривается индивидуально и зависит от времени на нее потраченного, накидывать на материал +200% ... может у кого то так и получается хотя сомневаюсь
-
Вопрос двоякий, себестоимость и срок службы эл.инструмента, расходников, ну и производительность процесса в целом, Каждому свое.
-
чем "есть"? мне УШМ вышла 1к руб, комплект кружков для полировки "в зеркало" 100 руб (8 штук)
-
УШМ с регулируемым количеством оборотов в минуту, иначе нержавейка "горит" и набор для полировки (не реклама производителя) на больших объемах весьма трудоемко, для полировки шва вполне сносный получается результат
-
@alex937, я на 110А у РДС и 80А на нержавейке отказался от "хамелеона" начал варить с обычной маской "на глазах", честно говоря почувствовал разницу не в пользу последнего, хотя правда и он самый бюджетный "китаец"
-
у меня светофильтр C-5, комфортно
-
Давно интересует вопрос узла крепления подножек к кузову, если несложно изобразите или на словах объясните, заранее спасибо
-
Профессионально никогда не работал, опыт есть как и желание учиться (это к слову), профильная 40х40, 110А, АНО-21 3-ка, РДС
-
@Tapochekc, На профильной трубе при сварке РДС, току много поэтому и прожигаете дырки, поставьте ампер 80, если сварка встык без зазора то колебательные движения можно и не делать, при сварке полуавтоматом току явно мало
-
Личное мнение начинать постигать сварочное дело нужно именно с РДС, научитесь "видеть" процесс, остальные методы сварки немного легче, полуавтоматом не варил но на tig опыт сварки покрытым электродом весьма помогает, фото №2 с предыдущего поста вы не сварили а просто положили валик между двух деталей, "нахлест" на второй пластинке подобие сварки она легко отломится от первой руками причем именно в месте где "варили"
-
За день, профильная 20х30, квадрат 10, пруток тоже вроде 10, 100А, РДС
- 140 ответов
-
- 19
-

-
Ток 80А, расход 10л/мин, 4043 d=2, предгаз 4 сек, постгаз 10, зачищал для эстетичности, да и впроцессе немного покрутил настройки так что было немного некрасиво
-
@Шурпет,без проблем, даже не постесняюсь фотки выложить сюда и пусть знатные аргонщики кидают в меня булыжники
-
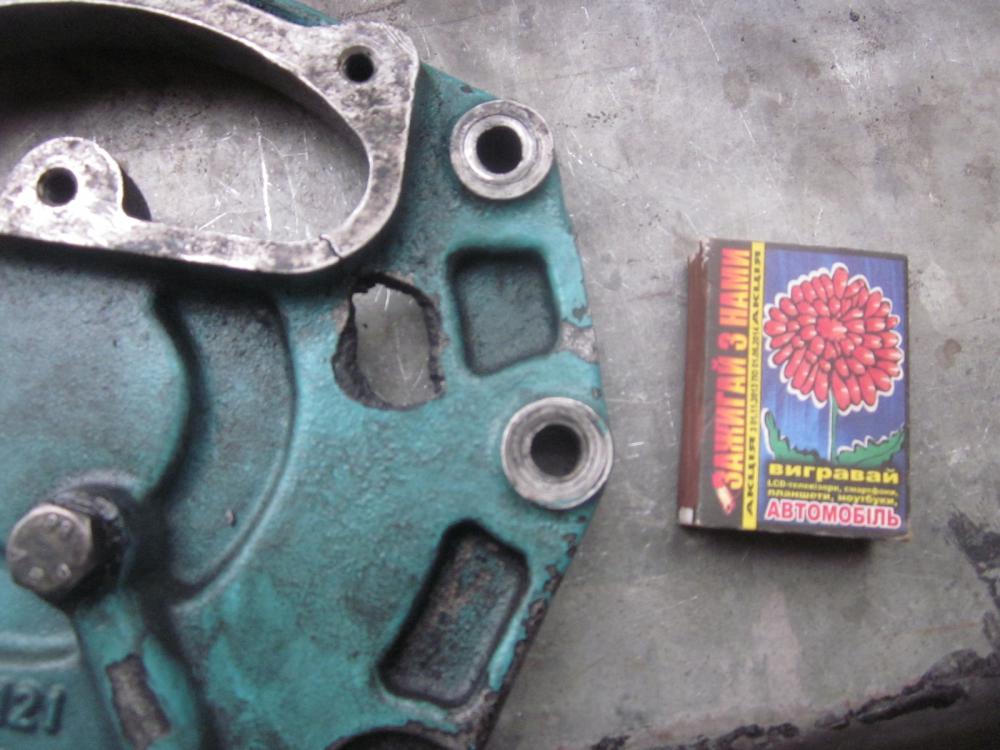
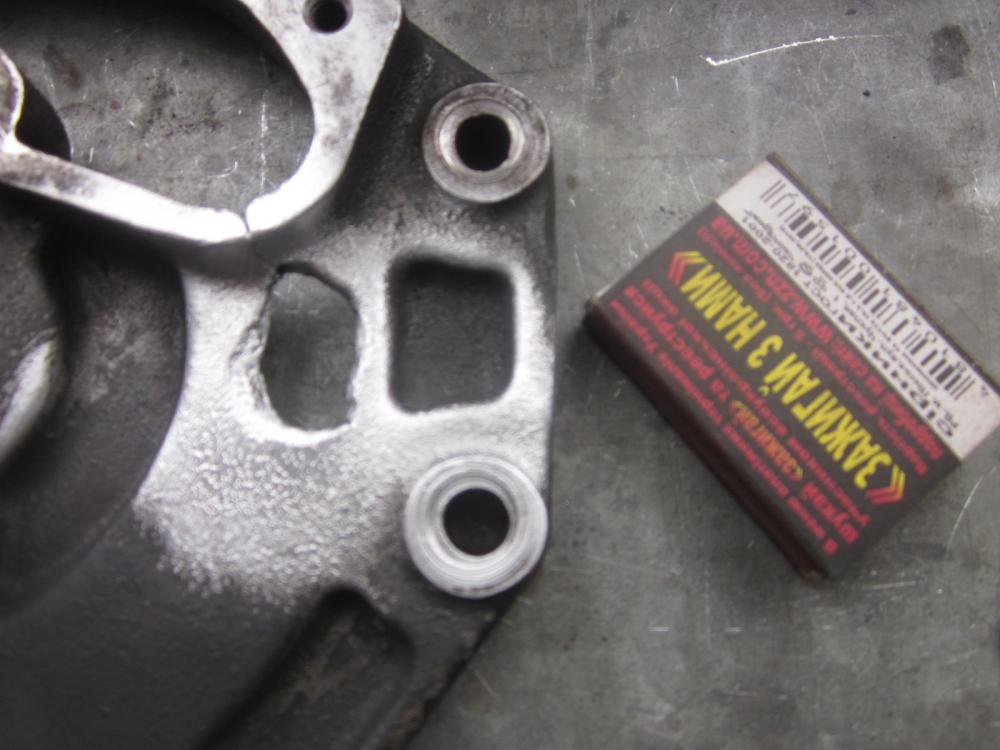
Таки приехало то о чем писал ранее, чесно говоря ужаснулся..) что это такое и с чего снято неизвестно, никаких маркировок относительно того какой сплав тоже нет((, проблемма вот в чем насколько я понял на маховике стоял болт который вылетев сам вырвал кусок крышки, дырка небольшая вроде но вырванный кусок бесследно исчез, донора искать времени нет, прийдется как я понимаю наплавлять, аллюминий пробовал варить смысл понял да и получилось вроде ничего, в этом случае испортить, нельзя нужно именно сделать.. есть присадка 4043 d=2, впринципе можно купить наверное любую. Буду благодарен подсказкам по настройкам (аппарат показывал на форуме Jasik TIG AC/DC200P), сегодня ограничился тем что выжег вроде масло и корд щеткой края ободрал дальше целая дилема(( хотя как говорится "не боги горшки обжигают", заранее спасибо за подсказку
-
@папаша, конструктивно, да такой. если просто насверлить в крыше коптильне отверстий будет явный перерасход того чем собираетесь топить печку под коптильней, дым будет беспрепятственно уходить через отверстия. @schkaliki, ну если ТС собирается коптить в ней каждый день и долго то безусловно наросты рано или поздно на шибере образуются, хотя что мешает его просто больше приоткрыть сохранив нужный зазор, вообщем я не мастер коптильщик всего лишь предположения основанные на том что вижу своими глазами
-
Ну насколько мне известно правильно сделанный шибер в дымоходе никогда не перекрывает его (дымоход) полностью, а вот процесс копчения думаю им можно регулировать
-
Для коптильни такого размера может актуален дымоход с шибером? иначе дым будет валить отовсюду где найдет "выход"