di4
-
Постов
591 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент di4
-
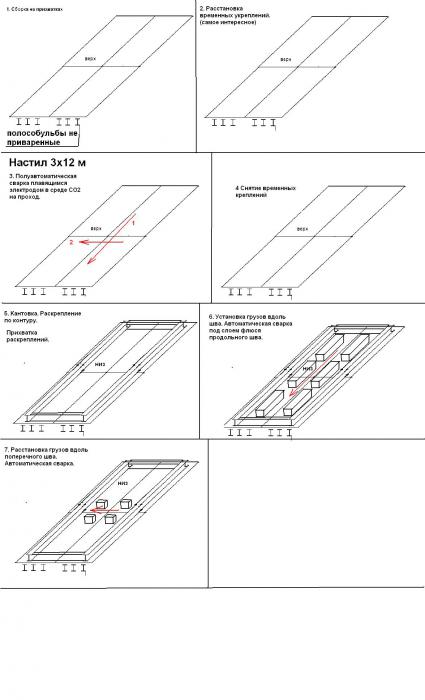
Я бы попробывал так: 1. Собрал на столе на струбцинах. 2. Проварил корень на минимальном режиме всех 6-ти швов. 3. Дал остыть до комнатной. (если аустенит - сжатым воздухом) 4. Перевернул. Поправил. Собрал на столе струбцинами. 5. Проварил два противоположных на среднем режиме на один слой. 6. Дал остыть до комнатной. 7. Провавил два следующих противоположных на среднем режиме на один слой. 8. Дал остыть до комнатной. 9. Проварил два последних противоположных на среднем на один слой. 10. Дал остыть до комнатной. 11. Перевернул, собрал на струбцинах. 12. Проварил два противоположных на один слой. 13. Дал остыть до комнатной. 14. Проварил два следующих противоположных на один слой. 15. Дал остыть до комнатной. 16. Так заварил одну сторону фланца полностью. 17. Перевернул и в том же порядке заварил другую. 18. Струбцин на 6 секторов надо минимум 12. Способ 2. 1. Собрал фланец на столе. 2. Сверху поперек швов прихватил по две пластины торцом к плоскости фланца на восемь прихваток каждая (пластина толщиной 10 мм) длиной 300 мм. 3. Проварил два противоположных шва полностью 4. Дал остыть до комнатной. 5. Так парами все остальные. 6. отбил пластины. 7. Перевернул. 8. Заварил остальные попарно. Нержавейку гнёт сташнее чем черняк.
-
Полуавтомат не пойдет. Возьмите РАД с импульсом. Катет для толщины 1 мм сделайте 1 мм. минимальные тепловложения минимальная деформация трубы. ИМХО. ну пусть 2 мм катет.)
-
Робота купите, если трубы импортные и режете и гнёте их с допуском +-0,2. Сварочное приспособление сделайте так чтобы можно было корректировать расположение базирующих, детали, элементов. Сварите один цикл роботом, подвинете детали куда надо. Базовые детали конструкции размеры между которыми важны приваривать в последнюю очередь к уже готовому остывшему каркасу на отдельном приспособлении.
-
Это надо рисовать или показывать.
-
Амурские волны.




-
Термодомкраты это типа привариваешь две полоски по краям, нагреваешь, они сжимаясь растягивают полотно? Внесу свой вклад. Плагиат конечно, но всё же. Кому интересно на стр 79-80 ориентировочные режимы Esab. Есть правда русский вариант, но он на работе. Если надо выложу. XA00136020-Submerged-Arc-welding-handbook_copy.pdf
-
Спасибо. Познавательно. Вобщем я так понял перед полуавтоматической сварко, полотно Вы усиливаете временными ребрами которые прихватываете к полотну и это препятствует появлению волнистости. Осталось догодаться как.
-
Не понял сколько у Вас проходов. Полуавтомат, потом кантуете, автомат, потом кантуете и по полуавтомату еще автомат? Проволоку (отечественного производства не омеднённая) с бухты мотают в кассету на перемоточном станке. Пока перематывают с бухты шкуркой можно почистить. Esab конечно не поймут. Автомат сварочный АДФ-1002. Типа: Одномоторный трактор АДФ -1002 Флюс калим в прокалочной печи. Шкафы для хранения электродов после прокалки. Полуавтоматом на 200-250 А по свей длине идёте на проход (стык, низкоуглеродистая, 6 мм, без резделки)? У меня хлопуны после такого прохода полуавтоматом высотой до 70 мм по всему настилу( 3х12 м ) Может у нас ток на полуавтомате маленький.... Надо бежать быстреее..... Потом переворачиваем и проходим автоматом. Всё. Правда это не под РГ. Только герметичность. Под РГ - подварка корня ручной или полуавтомат, потом с другой стророны автомат, потом строгаем подварку до чистого и перекрываем пазик автоматом. Либо без подварки на флюсовой подушке, но это для коротких швов, но все равно обратную сторону строгаем и перекрываем автоматом. Вот думаю можт подкладки керамические попробывать. Только не нашел рекомендаций для автоматической сварки под слоем флюся без разделки (сразу зазор выставить в 1 +-3 мм или нет..... поставишь без зазора - где протечет, где не протечет, опять строгай)) . Только с разделкой есть под автомат с флюсом. Да и керамику трудно сохранить при кантовке. Кантуем мы краном за уши. Только если скобы ставить. Настил крепите или свободный лежит?Устранить волны можно только прокаткой в вальцах.Кромки строгаете или как пришел лист так и стыкуете после зачистки? Спасибо.
-
http://websvarka.ru/talk/index.php?app=core&module=attach§ion=attach&attach_rel_module=post&attach_id=14791 Режимы из таблицы: Толщина 6 мм, проволока 4 мм, Осн. материал 09Г2С, два прохода, на весу, пост. ток, обратной полярности, полный провар, контроль рг. Максимальный зазор какой на сборке, как по С7? ванна не вытечет? или шов смещать надо? Обратная сторона шва не защищена - поры не пойдут? По мне так зазор 0+1,0 мм, на большой длине, можно только после кромкострогательного станка получить, а если зазор больше то первый прохож - прожог. Можно конечно местами подварить зазор полуавтоматом. У нас на производстве на весу варить боятся, всё время подваривают и выбирают, а 6 ку так прям варят с одной стороны полуавтоматом (здравствуйте амурские волны) а с другой автоматом. насколько я знаю на неадекватное поведение качества сварного шва при всех равных условиях влияют: 1. Скачки напряжения в сети, изменение частоты сетевого напряжения (например на той же ветки включили вальцы. Напряжение упало или частота изменилась если сеть слабая) (еще бывает утро и вечер разное напряжение в сети или на одной из трёх фаз) Наверно стоит заказать диагностику сети во времени и навалять заключением экспертов энергетику. 2. Ослабленный контакт сварочных проводов. (купите хорошую струпцину обратного провода, следите за сонтактом струпцыны и провода, или поставьте две струпцыны с двумя обратными проводами.) ну и токоподводные части к проволоке. 3. Зазор на сборки и превышение кромок. 4. Поры - сырой флюс, ржавая проволока, незачищенные не обезжиренные кромки, не обезжиренная проволока.
-
Тут все написано http://www.русварка...articles/19258/ Sinermig - 401 - ну вот эту пакость юзал в детстве.Слегка,а Фалтик мучали с неплавящимся.Вспоминаю российские первенцы-инверторы с характерным ярким звуком от дуги. Дай бог памяти... название не помню. Я тогда переделывал его с ручника на неплавящийся. Кнопку выводил чтоб дугу гасить.) Алюминий у нас варили по-старинке: вешали на транс для РДС осциллятор и неплавящимся варили в аргоне.
-
С полярностью попутал, сорри, старею. Ну не доводилось мне видеть полуавтомат, заточенный только под порошковую.) По поводу сварки алюминия полуавтоматом. Как я говорил опыта у меня нет. В руководствах к источникам иногда встречал, что типичным полуавтоматом можно варить алюминий и его сплавы. Пример:http://сварка там.ru...ne-vudi201.htmlИнверторный полуавтомат «Циклон» ВУДИ-201 предназначен для полуавтоматической сварки в среде защитных газов проволокой сплошного сечения углеродистых, легированных, коррозионностойких сталей, а так же алюминия* и его сплавов. В полуавтомате предусмотрена функция ручной дуговой сварки на постоянном токе. -для сварки алюминия необходимо использовать тефлоновый направляющий канал, токосъемник из CuCrZr-сплава, а так же в качестве защитного газа использовать аргон.Не думаю что Циклон оснащен програмным обеспечением. Хотя возможно о качестве сварного шва речь не идет.Что дают проги для улучшения сварки алюминия? Регулировка размера капли?
-
Попробуем продолжить диспут: http://www.свардок.r...tapyevskiy1.pdf Стр 139. Источники тока 2, 3-й абзац. Учили то нас по технологии 60-х годов. Больше нашей кафедры в нашем городе нет. Закрыли. http://www.свардок.r...tapyevskiy1.pdf А.Г. Потапьевский Сварка в защитных газах издание 2007 г. стр 139 Источники тока 2, 3-й абзац.
-
http://мастер сварки...i_pitaniya_svar Да учили нас видимо действительно плохо. Ну это ж было 15 лет назад. Какой там интернет, спал наверно на этом уроке с ночной смены. Хотя вот люди балуются: процесс саморегулирования может задаваться наклоном вольт-амперной характеристики источника в рабочей точке от 0,01 до 0,04 В/А; http://www.ФЕБ.spb.ru/art.php?id=19
-
 Тему до конца не дочитал. Извините за ошибки. 1.1. Не затянут наконечник, износ отверстия наконечника, неправильно выбран диаметр внутреннего отверстия наконечника, ржавая сварочная проволока, нарушение омеднения проволоки, масло или вода на проволоке. 1.2. Застревание или залом проволоки происходит в случае если проволока залипла в наконечкике в следствии если вы поставите на полуавтомате слишком большое напряжени. В основном застревание проволоки происходит в процессе протяжки проволоки через горелку при установке новой катушки - проволока втыкаеться либо в начало направляющего канала либо при непопадании в отверстие наконечника при выходе из канала. 1.3. Внутренний диаметр наконечника должен "соответствовать" диаметру сварочной проволоки. (пишу прописные истины которыми пестрит интернет) Занимаюсь каким то бредом никому ненужным.....
Тему до конца не дочитал. Извините за ошибки. 1.1. Не затянут наконечник, износ отверстия наконечника, неправильно выбран диаметр внутреннего отверстия наконечника, ржавая сварочная проволока, нарушение омеднения проволоки, масло или вода на проволоке. 1.2. Застревание или залом проволоки происходит в случае если проволока залипла в наконечкике в следствии если вы поставите на полуавтомате слишком большое напряжени. В основном застревание проволоки происходит в процессе протяжки проволоки через горелку при установке новой катушки - проволока втыкаеться либо в начало направляющего канала либо при непопадании в отверстие наконечника при выходе из канала. 1.3. Внутренний диаметр наконечника должен "соответствовать" диаметру сварочной проволоки. (пишу прописные истины которыми пестрит интернет) Занимаюсь каким то бредом никому ненужным..... -
Простите за ошибки. Никогда не варил алюминий, ни чем и не видел как это делают. Цитата "Главное условие - аппарат должен быть заточен под работу именно с алюминием." Наводящий вопрос: А какой полуавтомат не варит алюминий? Исключаем глупости заменой направляющей в горелке и наконечника, низкой мощности. 1-3 мм алюминий, 220 вольт по мне вполне достаточно. Как нас учили: полуавтомат имеет источник с пологопадающей ВАХ, в большинстве случаев сварка ведется на прямой полярности.Остаётся по моему мнению два критерия надёжность и цена. Дальше (ИМХО) всё просто известность фирмы и наличие сервисного центра в вашем городе с гарантийным сроком на оборудование - определяет надежность.Цены определяет рынок.Извините за наглость - Вопрос исчерпан?
-
Магма 315 с полуавтоматом ФЕБ (форд) -09 (07) - универсальный, скачайте паспорт, почитайте. Для вашей цели лучше TIG. Швы короткие, металлы - нержавейка, сплавы и цветные металлы. MIG процесс высокопроизводительный и некачественный, потому что трудно контролируемый. Все говорят что полуавтоматом варить просто и они правы контролировать приходиться только траекторию и скорость перемещения горелки. Только вот не просто на такой бешеной скорости манипулировать горелкой так чтобы обеспечить достаточное проплавление и не прожечь потому как каждый диаметр проволоки под миг имеет свой узкий диапазон мощности дуги при котором процесс стабилен. Всё сказанное имхо, ТИГ-ом не варил никогда.