

Helper
-
Постов
765 -
Зарегистрирован
-
Посещение
-
Победитель дней
19
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Helper
-
-
Привычный "Патон" так сказать отходит в небытие, цена сильно завышена, зато продаваны охотно начали скупать лосиноостровские "ЛЭЗ", что касается самой сварки сильно отличия не заметил, а вот такое за всю свою короткую сварочную карьеру вижу впервые
@Симфер, Добро пожаловать в Рассею! А серьезно сам такого не встречал, даже у местных (СВЭЛМА). Наверное кто-то нажился на этом, сплавив в ваши края такой откровенный брак.
-
А ацетилен, вообще, хорошо коптит, надо было сразу, после первого случая, хорошо прочистить. Давление ацетилена не нужно много делать, он не давит, а всасывается струей кислорода в смесительную камеру.
-
 1
1
-
-
@МИХА75, с Днем Рождения!
-
1
-
-
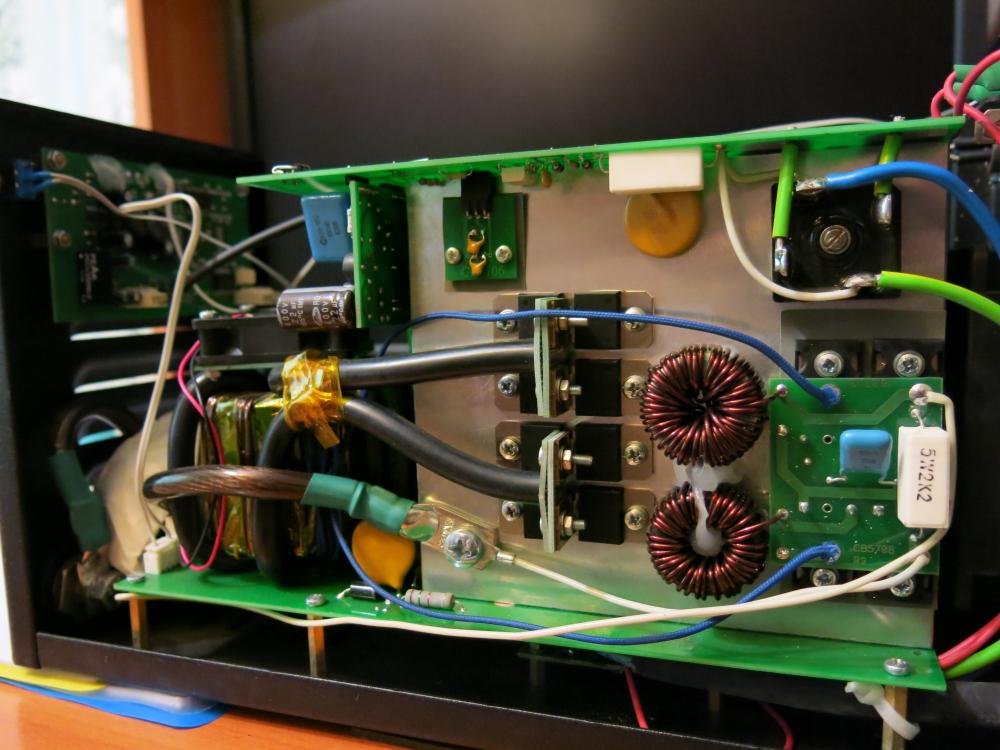
жаль мелкие фотки, особо не разглядишь
Немного покрупней





-
4
-
 1
1
-
-
@alex937, это в каких годах было? Я в 90-х работал на ЖД, так у машиниста кнопка, чтобы не заснул постоянно пищит, если не нажмет вовремя, то дизель вырубается и выпускается воздух с тормозов. Клапана сам вваривал, помнится! А потом устанавливали приборы под метельники, которые считывали сигнал с рельсы. Если на красный проезжаешь, то тоже электричество тухнет и воздух выпускается, состав тормозит.
-
@кропаль, С Днем Рождения! Долгих лет жизни и прекрасного здоровья!
-
Купите новый бур
Все правильно! Эту тему уже обсуждали ранее. Варить бесполезно, будет ломаться, там сталь каленая, а термообработка дороже выходит.
-
@aleksey 20, не помню. Даже не собирался варить, просто людям нечем было работать, а надо было! После, конечно, купили новый.
Хотя вспомнил, по около-шовной!
-
спасибо за сылочку и предупреждения!!
мужики а каким буквами на аппарате обозначено напряжение ХХ???
U0
-
Сваривал бур электрикам, наверное 395/9 (зеленые) электроды. На день работы хватало, потом все равно ломался.
-
@Рудольф Шнапс, а я не увидел на фото, что электрод используется как присадок! А увидел, что электрод прихватывается к крышке, чтобы потом удобно было приставить к окошку вырезанному на трубе.
-
@ems_mike, свой аппарат отправил сразу, в тот день, как Вы позвонили, а от Вас еще не было отправки. Так к чему Ваше сообщение здесь не понятно!
-
2
-
-
- Популярный пост
- Популярный пост
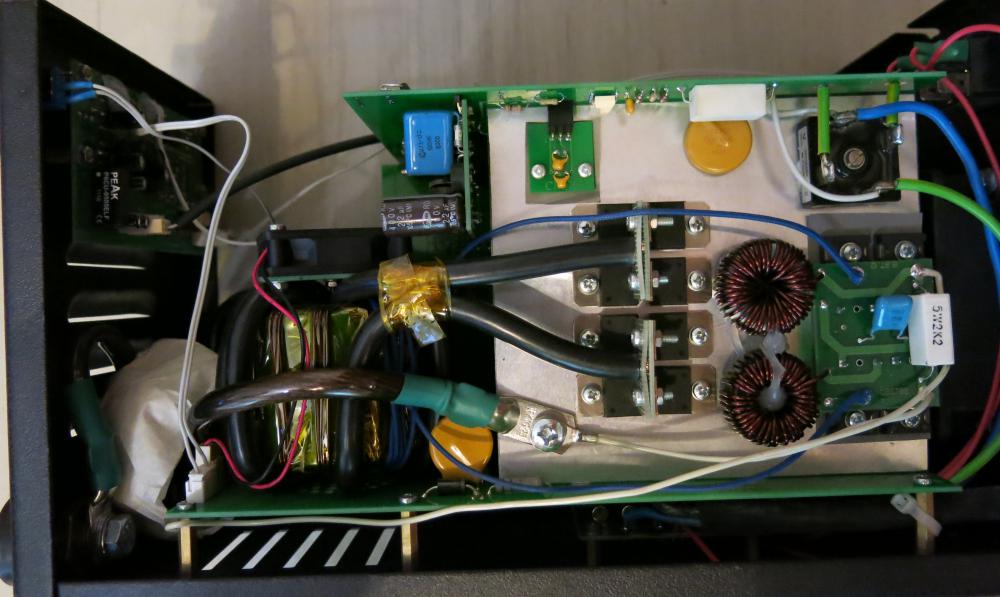
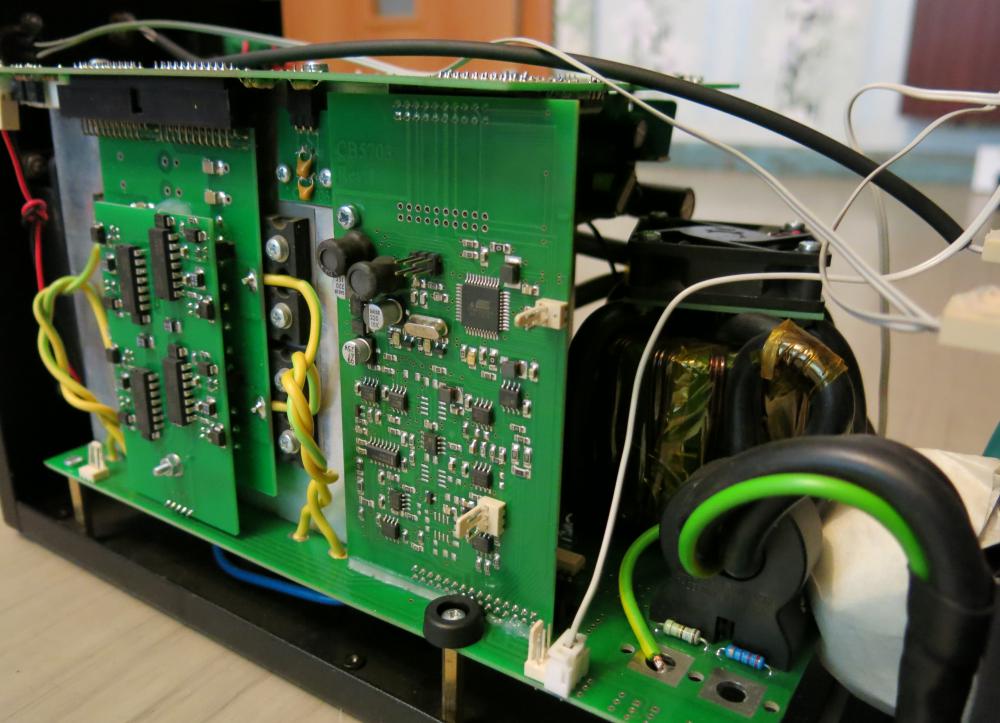
Брал с собой на работу новый сварочник.









-
19
-
Уважаемые сварщики подскажите как правильно сварить двутавр 200-й в стык между собой и Т-образно ? Максимальная нагрузка до тонны. Может есть какие особенности из личного опыта.
Так встык или Т-образно? Я провариваю вначале полки с внутренней стороны слегка заходя на стенку. Потом снаружи делаю разделку и провариваю. В последнюю очередь провариваю стенку.
-
@ems_mike, я сравниваю с аппаратами, которыми пользовался. Так на Фубаке мне приходилось варить на 40А, электроды УОНИИ 13/55 ЛЭЗ (фото есть на сайте http://websvarka.ru/talk/index.php?showtopic=1351&p=13818) . На ИНЭУМе 80А провар плохой! Ниже 80А дугу сложно держать. На отоплении, инвертор Форсаж-161, обычный ток у меня 70А для тройки с рутиловым покрытием. Про Pico 162, коллеги пишут, что держит дугу на 35А в потолке электродами Lb-52, 2,6мм, а я (на ИНЭУМе) выставлял 60А на УОНИИ 13/55, 2,5мм на вертикал. Насчет обрыва, так пробовал на разных режимах отводить электрод - дуга одинаково растягивается!
-
@morgmail, спалил 10 электродов подряд, четверка, на полной мощности. На втором электроде вентилятор переключился на вторую скорость. Температура на улице +10, в помещении чуть теплее. Защита не сработала! Дальше экспериментировать не стал, т.к. корпус аппарата нагрелся.
Заводская установка для рутила сделана под "чайника". Брызгает, сверкает, но зато не прилипает. Как я уже упоминал, настройка зависит не только от типа электрода, но и от опыта и, даже, от физиологических особенностей конкретного сварщика. Для Вас, как мне кажется, нужно уменьшить амплитуду форсажа и понизить порог. При таких параметрах у "чайника" электрод, скорее всего, прилипнет , а у Вас , думаю, этого не произойдет.
Оба параметра выставил минимально НАБ-1, ПОР-10В. Да, шов получался получше. Электродный металл хорошо растекается (при стандартных настройках шов узкий). Но провар низкий можно было повысить до 100А, варил на 80А, на Форсаже-161 мне хватало 70А, с зазором в 2мм. Проблем с залипанием не заметил, можно было и втапливать - не прилип бы. Скорее прилипание при увеличении форсажа. Сварку на малых токах оцениваю отрицательно! Хотя на токе 70А, электрод ОК-46, 3мм, получилось положить неплохой шов, вертикально, ведя электрод безотрывно. Но это заслуга скорее электрода, чем аппарата, т.к. даже на таких простых электродах еле удерживал дугу. И еще параметр ОБР (обрыв), что означает? Что при малом значении, что на большем 45В получается растянуть дугу в 1сантиметр. Или фишка в резком отрывании электрода?
-
@Симфер, Поздравляю с Днем Рождения!
-
-
Ладно попробую!
-
1
-
-
@Helper, мож в перегрев его загоните?
А зачем? Для такого есть, на работе, два ТДМ-401. А ИНЭУМ меня привлек тем, что есть режимы для разных типов электродов и куча настроек. Сейчас надо разобраться как настраивать, что за что отвечает в настройках. Пример выше ПОР или ОБР - сколько вольт нужно выставить? При сварке рутиловыми электродами швы получались хуже, чем при сварке инвертором Форсаж. Там я прижимаю электрод и дуга горит слабее, основной металл не перегревается, а у ИНЭУМА куча брызг вокруг.
-
Записал все сокращения Пульта управления и их параметры на один лист, чтобы было понятней (потом запомню). А так неудобно искать в инструкции расшифровку. Некоторые параметры пока не представляю как регулировать! Например ПОР (10-25В) и ОБР (0-45В) нужно выбрать напряжение. Или РАЗ (1,05-2,00), ЧАС (0,32-999) и d (0,05-0,95). @ems_mike, на следующей неделе буду варить отопление. Попробую безотрывно варить рутиловыми электродами. С таким мощным форсажем, на малом токе возможно и получится вести, чтобы не перегревать основной металл. А если нет, то как настроить, чтобы не было грубой чешуи, при сварке в отрыв? Инвертором Форсаж получается так
http://s017.radikal.ru/i438/1409/41/df563bb14abc.jpghttp://s44.radikal.ru/i103/1409/b2/a5bf03a07edd.jpghttp://s004.radikal.ru/i205/1409/68/874aba9b99c2.jpg
Швы всегда гладкие, мощь дуги регулирую её длиной.
-
Корень рутилом, с отрывом чтоли?
Да, так легче контролировать провар!
-
1
-
-
@ems_mike, Пока до тонких настроек не дошел. Нужно внимательно изучить инструкцию, а это мне сложно, обычно пытаюсь сам дойти. Как-нибудь потом, постараюсь заставить себя внимательней изучить инструкцию! Я вчера пытался прочитать, но пока в голове не уложилось, сложновато оказалось!
-
@Helper, 3мм)
Извиняюсь, вначале, когда читал не было этого в сообщении. Там еще и Lb-52. Надо было лучше корень рутилом, а поверх Lb пройти, чтобы облицовка гладкая была. Да и рутиловой троечкой можно гладко положить.













Поздравляем с Днём Рождения!
в Поздравления, праздники, дни рождения
Опубликовано
@welderman, Сергей поздравляю с Днем Рождения!