

Helper
-
Постов
765 -
Зарегистрирован
-
Посещение
-
Победитель дней
19
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Helper
-
-
Где ни работал, не выгоняли в мороз (ниже -35) работать на улицу, только при экстренной необходимости, все таки начальство с пониманием относится. Однажды попал в больницу, с острым бронхитом, после сварки в колодце при -40. Не очень приятно вылазить из парилки в мороз! На не ответственных металлоконструкциях из малоуглеродистых сталей холод никак не повлияет на качество соединения, только на больших толщинах нужен подогрев. Ответственные тоже варят, для этого делают защитные укрытия, подогрев и прочие меры.
-
Походил подумал , взял аппарат, электроды, наварил швов , втулку стянуло, два удара молотком и выскочила...
А я, раньше, автогеном вырезал и иногда, по неосторожности, подрезал основной металл. Если когда, опять, придется возиться с техникой, то обязательно испробую Вашу методу.
-
Пятерка (диаметр) первые электроды, которыми пришлось работать (и учиться в ПТУ). Варили ею все подряд и отопление тоже. Нередко можно было видеть швы на пол дюймовке выполненные пятеркой, наследие СССР. Потом мы возмущались и стали закупать нам четверку. Потом перешел на тройку. Сейчас нередко использую двойку. Вот такая вот эволюция от большого к малому!
-
 1
1
-
-
@Сергей Никитин, ладно проехали, нас тоже надо, иногда, растрясти, а то мы как пауки в банке. Новичок на форуме, как новая кровь полезна организму, ну и про скромность не забывать надо. Кстати реально крутые сварные, которых встречал в жизни, довольно скромные люди, они не треплют зря языком, а просто делают свою работу!
-
4
-
-
Я за @ARGONIUS, хоть он и не писал, открыто, о своем желании быть модератором, но уверен, что хорошо справится с этой функцией!
-
1
-
-
а с чего пошла такая движуха?, вроде бы все свои только ходят, много левых человек и тем не замечал
Видать после пропажи АВНа возникла пустота!
-
Естественно, шлак не дает удерживать дугу! На наклонной плоскости сверху вниз проблем нету, а вот при переходе на вертикал уже проблема. Я смахивал шлак в бок, а АВН советовал просто пропускать шлак вперед дуги. Вот где это обсуждение велось уже не вспомню.Helper, наверное чтобы шлак не затекал-
1
-
-
Ну как писал, кажется, АВН "главное понять как смахивать шлак" (точность цитаты и место не смогу вспомнить).Ни разу не встречал электроды с основным покрытием, чтоб могли варить сверху вниз. Какая-то подстава. -
60 баксов за штуку - дорого. Лучше магнитные угольники использовать. Они намного дешевле и довольно неплохо держат. Есть угольники с изменяющимся угломи..
За 60 баксов вполне можно 4 магнитных угольника купить.
У нас магнитные продают за 4500 руб штука. Простенькая, для столярных дел, струбцина стоит 500р. Так что 2000 руб вполне адекватная сумма. Просто человек ценит свой труд и учитывает, что сбывать придется штучно, а не оптом! А на штучном сбыте сильно не наживешься, если еще и цену снижать. Струбцины сразу видно очень качественные и надежные это не то убожество, что продают в магазинах.
-
1
-
-
Варил 395 электродами и ток делал поменьше. А так герметичные швы (без нагрузки) чистым никелем нормально варятся, а под нагрузку железно-никелевые электроды OK 92.60.И опытные сварщики тоже насосы с чугунным корпусом подваривают нержавейкой. желательно побольше току процентов на 30. -
сварка алюминия штучными электродами производится на переменном токе с осцилятором. а на постоянке получается тоже что и у вас.
Люминий электродом варится постоянкой, на обратной полярности! Сварка электродом алюминия не рассчитана на высокое качество. Варится на большой скорости в один проход (колебания поперек шва не надо делать) при этом водород не успевает выйти из сварного шва, поэтому возможен шов с порами. По отзывам знакомых сварщиков можно делать неплохие швы, но сам, к сожалению, еще не пробовал варить электродом алюминий.
-
@Svar, Перед сваркой необходимо сделать разделку трещины, толщина то большая, а глубина проплавления у электрода небольшая.
-
@Helper, а как же Хранция?

Да, на коробке моего аппарата, Fubag in 170, так и было написано: фирма Германия изготовлен на заводе во Франции. Кстати, нормально работает с 2009 года. Правда я очень аккуратно его использую! Единственный случай был уронил 50 уголок, осталась вмятинка на корпусе. А так, на холоде не варю, пыль продуваю, если долго не использую, то сначала в холостую достаточно времени даю поработать. Летом увожу на дачу, чтобы было чем поварить, если понадобится, а на подработки уже беру новый аппарат.
-
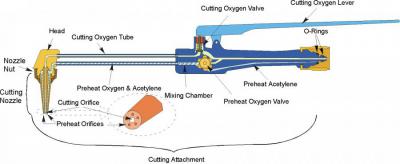
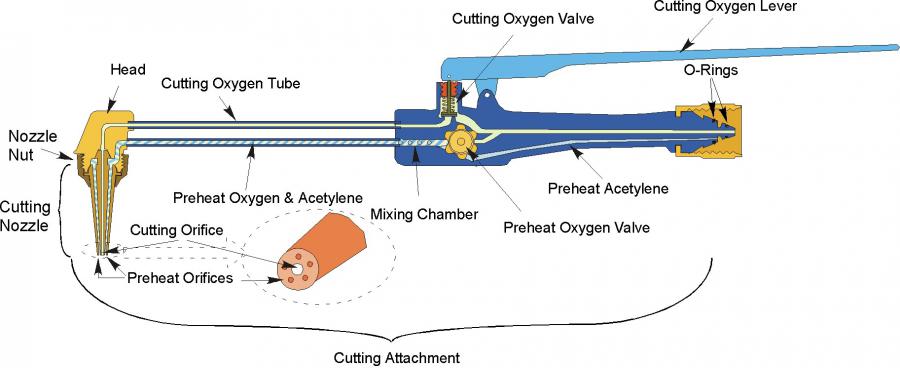
Вот именно такой моделью не пользовался, но приходилось и трехтрубными и вставными работать, проблем никаких не должно быть, а истина, как всегда, окажется очень простой, а мы что-то сложное ищем! Вот документы бы посмотреть на сей девайс!
-
Все верно понимаете, но дело тут сильно мутное!У меня с глазами что то или я чего то не понимаю? А этот вставной резак не трехтрубный безъинжекторный? -
Фубак мад ин Хермания!
-
По-поводу видео: если нет подсоса, то зачем он сначала открывает кислород пламени, а потом горючий газ? Не логичней было-бы как у безинжекторной горелки сначала газ, а потом кислород и в равных пропорциях. А по паспорту давление кислорода значительно больше. Трехтрубным резаком приходилось раньше работать, так у него тоже создается разряжение в подаче горючего газа. Да и речь не о безинжекторных, трехтрубных, резаках, а о вставном резаке. Это резак, который вставляется в горелку вместо наконечника.
-
Аккуратный шов на трубе в полдюйма электродом не так просто..., крупная чешуя, чрезмерная выпуклость. А газосваркой попроще будет!

-
3
-
-
Отличные приспособления! Без раздумий бы купил, но для себя редко, что варю и подработок со сборкой металлоконструкций не намечается. А так приспособления очень нужные, помогают быстро и точно изготавливать конструкции , особенно для сварки профильных труб, которые при сварке сильно ведет и жесткая фиксация здорово помогает.
-
Да у нас, в частном секторе, тоже подводку к дому и обвязку котла, в основном, газосваркой делают. Даже бытует мнение у простых обывателей, что газопроводы только газом варить можно. Но это не так! Там ведь много подрядчиков в этой сфере и не все умеют мелочевку качественно (и эстетично) варить электродами.
-
2
-
-
Могу предположить, что перепутали рукава, очень глупо, но случается! С другой стороны открывая вентили на горелке (когда проверяли герметичность) подвох был бы сразу замечен. Тогда остается поверить, что кислород действительно поступает из крайних отверстий, а не по центру горелки, хотя сомнения остаются!
-
1
-
-
@aLEX, даже не знаю, что сказать! Мне приходилось , ранее, работать со вставным резаком, только отечественного производства, так делал все как и писал ранее. С подобным устройством еще не сталкивался. Резак точно не инжекторный, здесь трехтрубная система и смесь происходит в сопле резака. А вот как Вы определили, что по центру ствола горелки, через удлинительную трубку, в резак идет ацетилен, а не кислород! Ничего не путаете? Если нет, то сам в недоумении!
-
@aLEX, Проверьте, еще раз, плотность и герметичность удлинителя кислородного канала (не знаю как правильно называется), т.е. трубку, которую вы сначала приняли за инжектор. На фото плохо видно целостность прокладок. Он должен герметично соединяться со стволом горелки и резаком.
-
@СварщикРучник, я ведь уже писал выше, что этот вентиль для резака, только в продолжение кислородного канала. Резак вставляется в ствол горелки, через удлинитель кислород проходит к резаку, а там уже разделяется на два канала. Вот вторым вентилем и регулируется пламя.
Может я сам не понял принцип действия этого резака, только то, что увидел по фото. К сожалению не нашел паспорта. Лучше, конечно, самому рассмотреть, не в интернете (а держа в своих руках), устройство, тогда точно понятно станет!

Rilon 200 pro и Уонии
в Ручная дуговая сварка — ММA
Опубликовано
У меня Fubag in 170. УОНИИ нормально горят!