jaan
-
Постов
134 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент jaan
-
С этим согласен полностью....
-
..это уже простите фигня...я спросил за технологию...так вот..она одна для всех..этому еще учат в ПТУ,но мало кто на это обращает внимание..к сожалению.
-
А чем же отличается технология сварки водопроводной трубы от газовой или другой..??
-
Но ведь шлак у Вас со шва осыпался после "остывания" ванны... выполнив свое предназначение .., если бы было всё иначе.. то на месте сварного шва была бы сплошная "ж.....а". Я не буду лезть в "недра" металлургических процессов происходящих при сварке,но я верю профессорам которые нам читали теорию на аттестации ... Не знаю кто и как варит трубы на других производствах ,у нас в "отрыв" не варят, можете мне тоже не верить..)))
-
Добрый вечер.Когда меняешь электрод "ванна" ведь покрыта шлаком,( а в состав покрытия электрода входят в-ва "раскисляющие ванну убирающие водород.кислород.и т.д.) который и призван защитить её от проникновения вредных в-в.. в металл шва и уберегающих её от энтих самых трещин не так ли? )).Заварите "допускной стык" и сами уже точно узнаете можно ли варить в "отрыв" под "просвет",пленка покажет "...кто и что курит в стороне..)) Без обид.С уважением.
-
Добрый день.У вас проблема с "замком",..так понимаю из выше сказанного.Решить ее можно двумя способами 1) "срезать" 3-часовую " прихватку" и варить дальше спокойно(что многие делают) или 2)электрод "засовываешь" прямо в разделку трубы приостановившись на 2-3 сек.( звук горения электрода изменится и как произойдет сплавление кромок электрод сам "выйдет"из разделки) и вот Вам "замок" в нижней части 3 и 9 часовых "прихваток"... оговорюсь, сразу это не оч.хорошо получается,возможен "прожег". Надеюсь поможет.
-
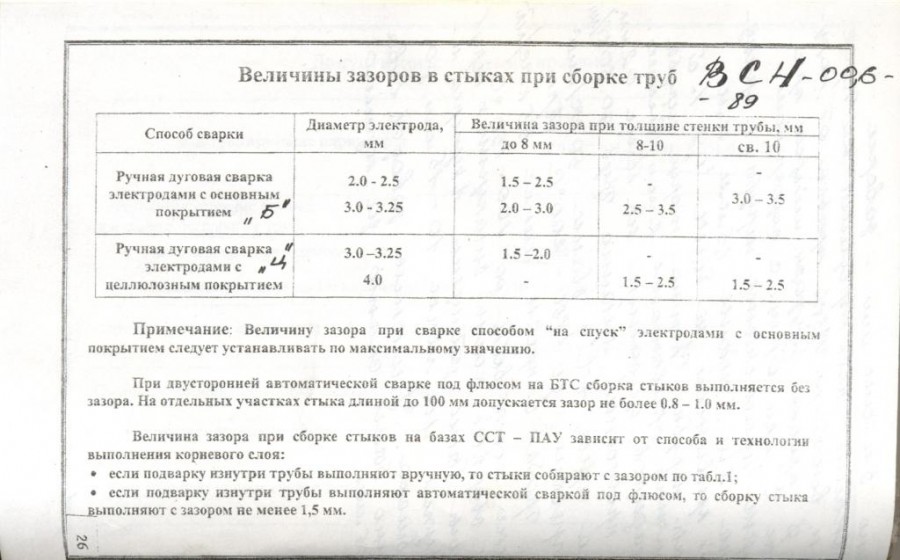
. Позвольте коллега с Вами не согласиться,это как, чем больше труба тем больше зазор??Если на тр.Ф 57 мм поставить зазор 2мм то какой тогда на "тысячной" ставить?? Страшно подумать.. Большая она или "маленькая" разница в зазоре 1 или1,5мм . ведь для этого и придумана "разделка" кромок.в 30град.

-
Доброго дня. Если "обратный валик" вровень с внутренней стенкой,то это СПЛАВЛЕНИЕ КРОМОК,но ни как не "валик". Последний считается нормальным,если его усиление 1-3 мм, 5 уже брак .И" утяжина" не более 2мм хотя это тоже не везде разрешено. Прихватки не обязательно вырезать достаточно их "запиливать"(убрать "стартовые" поры),но бывает и вырезаем. С уважением.
-
Удачи!!)
-
Доброго вечера. Если они на вертикале "текут" как вода то простите что ж делается на "потолке" ???))) Всё упирается в регулировку тока (!) УОНИИ хорошие ОСНОВНЫЕ электроды из отечественных,(производитель иногда вот только подводит), МР - совсем другой класс электродов.
-
Мой инвертор тоже даёт помеху на радиоприемник причём на СВ...Напряжение "мигает" только при включении его в сеть, при работе "скачков"нет.(специально включали лампочку ) Если "напруга" слабая то вообще отказывается варить.
-
Доброго вечера. Зачем Вам все эти замороки с конденсаторами? Сварочный инвертор не влияет на работу сетевых потребителей. Во время проведения сварочных работ, не нужно отключать телевизор, холодильник и другие бытовые приборы, поскольку при потреблении энергии отсутствует потребляемая и отдаваемая реактивная мощность.!!!
-
Все эти "напряги" с "болгаркой" это чтобы не держать рабочую единицу(слесаря) и такое встречается уже довольно часто.. А что.... сварщик-слесарь!..Не так давно видел объявление требуется (!) токарь-сварщик...! хоть стой ,хоть падай..
-
Если Вы работаете в паре со слесарем(звено) то слесарь и работает "болгаркой" ...но сварному иногда тоже приходится брать её в руки ..не без этого.А так это инструмент слесаря(монтажника.) у вас то есть "держак")))
-
Возможно всё же брак самой трубы...17 из 17...что-то уж с лишком...
-
Перед "замком" меняю электрод..хотя надеешься что хватит..но не всегда угадываешь...если не уверен в "замке", то слесарь его вырежет ))) "джойстик" (пульт) всегда в руке...без него ни как...
-
День добрый.За "замки " я к тому что они есть потенциальный брак,чем их меньше тем лучше..вот я за что. А что касаемо норм это важно при аттестации,(возможно у Вас по другому) ,вот и приходится иногда позаморачиваться..С уважением.
-
Пользуюсь маской Jacson (не Китай) Нареканий нет,удобная.легкая.Исправно работает при -25С,(хотя производителем заявленно -5С )
-
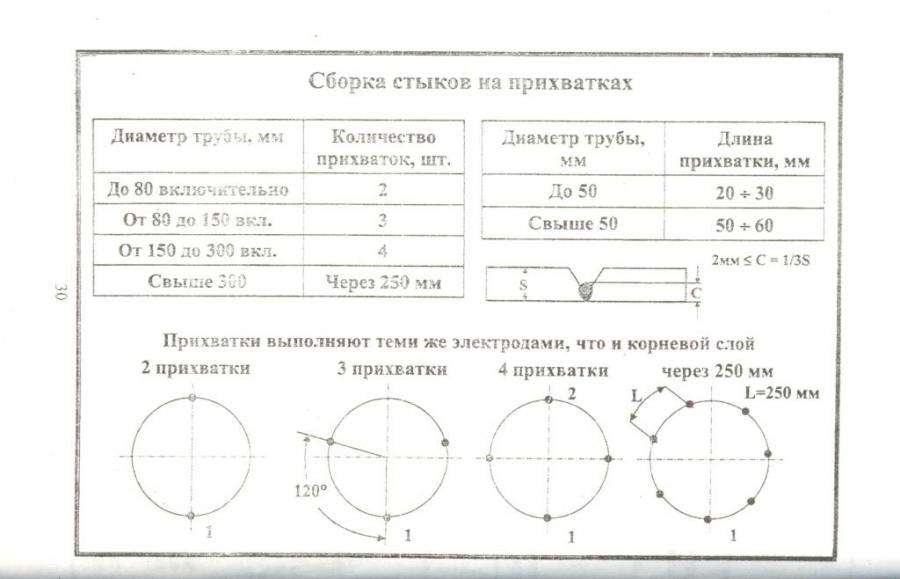
Добого дня.Количество " прихваток" в ГО и НГДО разное т.к. СНиП и ВСН немного разные.Что проходит в ГО не проходит на " нефтянке" На 530-й ставил четыре прихватки две с боков ,в "зените" и на"потолке"..меньше "замков" оно как то лучше..) На таблице данные по ГО. Может кому и пригодится. Прихватки ГО.
-
Спешишь, отсюда и проблемы. "Дугу" не растягивай и всё будет нормально,тем более у тебя инвертор,и есть возможность плавной регулировки тока,а это главное условие в РД.
-
в МК не спец ,но мне тоже случалось такое варить ,прихватки делал в "шахматном" порядке ни чего не лопалось,электроды "рутил"АНО-21.
-
Добрый вечер.электрод ф3 для 76-трубы слишком большой,даже для "облицовки"не говоря уже о "корне ,".2-2,5,самое то.При сварке трубы ток на каждом участке шва разный..!
-
Выше на рисунке показана ФАСКА,это она и есть.Труба торцуется под нужным углом(30*)обычным резаком или "Орбитой" и получается ФАСКА.Можно и "болгарином" сделать, но это смотря какой диаметр и "стенка".
-
При сварке "корня"большую роль играет подготовка кромок трубы (зачистка от ржавчины с наружи и внутри)угол разделки 30 градусов и "притупление" кромок до 2-2.5мм.(в противном случае если кромки не притуплены будете просто жечь их и все) Зазор 2.5-3мм.Электроды 2, 2.5, 2.6(смотря какая"стенка")Подбор тока...тут уж сугубо индивидуально(меньше "зазор" больше ток и наооборот).Ну и особое внимание на "замки"(обычно брак там, не ленитесь "запиливать" после окончания электрода шов УШМ) после сварки "проточите" шов УШМ и Вы увидите что наварили.