jaan
-
Постов
134 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент jaan
-
@arcady19871987, После аттестации Вам должны были поднять и разряд... Напишите заявление на имя гл.сварщика (или кто там у вас) они должны создать комиссию на основании вашего заявления..ну и поднимут вам разряд и в трудовую запишут,тем более что НАКС у вас есть,а это 5 разряд.автоматически.Удачи.
-
@blazen79, Спасибо! попробую правда горелки нет,есть резак и есть желание..))))
-
@dany198807 В первые слышу терминологию "обратный потолочный подрез" (мож от жизни отстал))) В трубе бывает НЕПРОВАР, УТЯЖИНА( на "потолке") и НЕСПЛАВЛЕНИЕ КРОМОК трубы. Как Вы умудрились при "СЛЕПОМ" зазоре заварить на "просвет" ума не приложу... Когда варишь "корень" и начинает стягивать"зазор" то обычно прорезаешь его или увеличиваешь ток,но при увеличении тока,возникает опасность ПРОЖЕГА,а это сами понимаете брак.Как в Вашем случае получилось ,загадка.. с "пленкой" думаю было бы проще,все косяки Вы бы увидели воочию.Сам сколько раз "вырезал "стыки после УЗК но брака не находил в указанном месте,ПИЛовец говорил что многое зависит от настройки этого аппарата, (пример "катушка" прошедшая "рентген" не прошла УЗК, потому что ультразвук принял за брак (!)заводской шов трубы..посмеялись...))С пленкой все гораздо проще.. видишь и делаешь выводы. В общем у нас УЗК сильно не приветствуют.
-
Всем доброго вечера.Опишите пожалуйста подробней процесс пайки латунью ,никогда не сталкивался с ней(возможно это кого то и развеселит,но тем не менее..))Надо припаять "победит" на стальной пруток..проще говоря сделать "чертилку".Конечно её можно и купить...но важен сам процесс.Заранее благодарен.
-
@stepan_svarka, Отучиться(стать оператором ) данного оборудования,на него также учатся как на РД , или другой вид сварки.
-
Наверное больше сделали...Но тем не менее,я согласен с тем что приходя с такой бумагой ты должен подтвердить то что там написано ..купить можно всё ,или почти всё но только не.... опыт и умение.
-
В этом и весь вопрос,только выше головы не прыгнешь. Серьезные организации сами сейчас аттестовывают, если конечно заваришь "образец" (деньги высчитывать не будут если труд.договор не нарушать). Другие сильно не "заморачиваются"..либо приходите с НАКСом либо проходите мимо..вот такой расклад.ну а спрос рождает предложение.
-
Если есть фундамент(а это уже капитальное сооружение) то нужно,его вносят в план.Во всяком случае у нас так.
-
@СварщикРучник, ПТУшники туда косяком не попрут...у них "золотого запасу" нема... ) И чтоб "аттестоваться" нужен стаж работы сварным,или учится заново...но опять же, деньги нужны для этого...замкнутый круг... Если человек приходит с НАКСом к работодателю,его всё равно проверят...на предмет профпригодности.
-
@som, Электрод для "корня" возьмите 2 или 2.5 мм (если конечно есть) т.к. 3 -ка для этой трубы, большой. "Притупление" 1.5- 2мм .. Варится с "опиранием " на обмазку электрода,и "дуга" должна гореть в трубе...Сам электрод как бы "вдавливаешь" в трубу...Словами это трудно описать...легче показать...) То что Вы называете " 7 -ю часами" это называется " ВЫХОД" ...это уже не " потолок" но еще и не "вертикал".... вот на нём у начинающих сварных( кто учится варить трубы) всегда трудности ,там надо менять положение электрода(наклон).
-
@Metallist, Обязательно пригодится,ведь мы тут и собираемся для этого.)
-
Да.. не буду..стенка у нас начинается с 3мм ..Да и человек спросил как варить БОЛЬШОЙ диаметр..а там толщина далеко не 1мм..)))
-
Учись.. ))))хоть забор сваришь... всё прибыток..)))
-
@Metallist, Тут столько " копей " переломали на эту тему..))) Говорю только за свою работу ( нефтегазовая пром. )трубы здесь варятся без ОТРЫВА не смотря на их диаметр.. Как на других предприятиях варят не знаю.
-
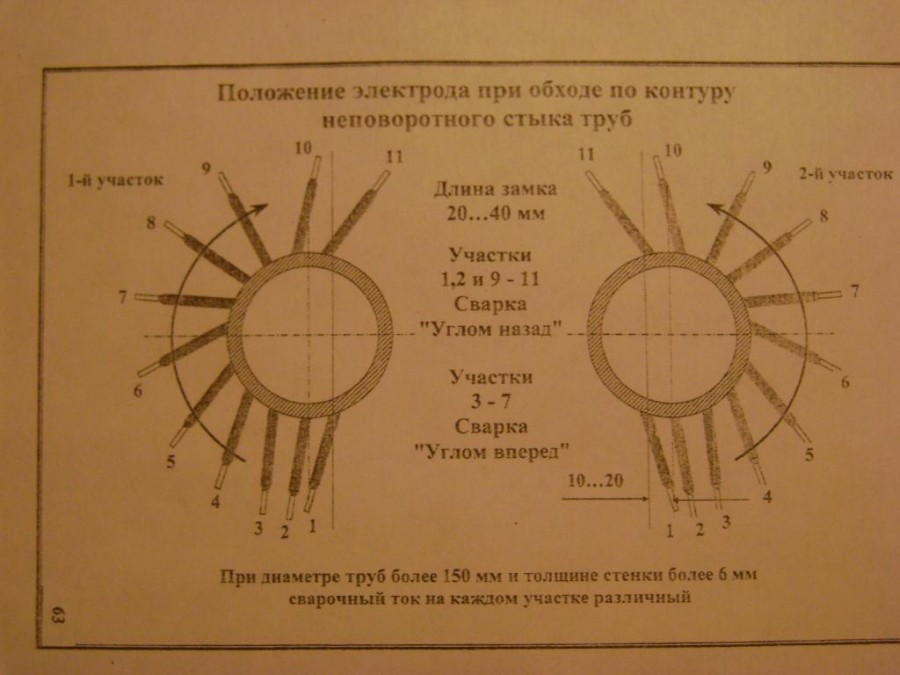
@Maxillius, Сварка трубы происходит во всех пространственных положениях,(потолок,вертикал и т.д.. ) 1)" корень" - он проходится электродом меньшего диаметра 2-2.5мм 2)" заполнение" (в зависимости от стенки трубы) электроды Ф 3.2-4 мм 3).облицовка эл. Ф3.2- 4мм. Труба с толщиной стенки до 8 мм варится в два слоя" корень," облицовка" . На больших диаметрах еще идет "подварка" "корня" сварщик варит внутри трубы. В таблице приведены положения электрода при сварке "не поворотного стыка" .Сварка происходит(!!!) без"отрыва",Надеюсь информация будет полезной.

-
@wmj, Есть простой и довольно эффективный способ способ обнаружения трещины,место где она предположительно есть нагреть резаком и она будет хорошо видна.Трещину необходимо(!)полностью вырезать,как говорят .." есть у трещины начало...нет у трещины конца...")) Касаемо "пор" в шве ,возможно Вы превысили сварочный ток,или не "прокаленные" электроды всему виной.....P.S тому мужику который пинал надо было по ноге молотком стукнуть... чтоб не лез под руку... )))
-
@сварщик 4 розряда О как...))) Ваше утверждение окончательно? Т.е. сварки на "спуск" не существует? А с этим то что делать? ))
-
Во времена СССР на нашем предприятии (позже закрытом ) была такая служба ХРОНОМЕТРАЖИСТЫ ,они то и занимались этим вопросом.Засекалось время прихода человека на рабочее место и далее весь процесс (цикл).
-
А если плюнуть на "трубогрыза" и подготовить самому кромки под сварку?....не? И "зазор " уменьшится да и башка будет целой...))))
-
Еще бывают такие электроды.Человек их выпускающий не лишен чувства юмора..)
-
Спасибо..)) Всё ж Китай...хотя что сейчас не Китай...)
-
Да я в общем то спросил за эту модель,что такое "хамелеон" имею представление.))
-
Доброго вечера.И как она Вам в работе?
-
..Ну а мы вот такие узконаправленные со своим ГО и НГДО
-
А меня не учили корпуса судов варить..только трубы..)) и аттестация только для них..)))