

tig
-
Постов
1 748 -
Зарегистрирован
-
Посещение
-
Победитель дней
69
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные tig
-
-
Акуратно выреж на маленькой катушке четыре перемычки которые держат трубку по центру.
-
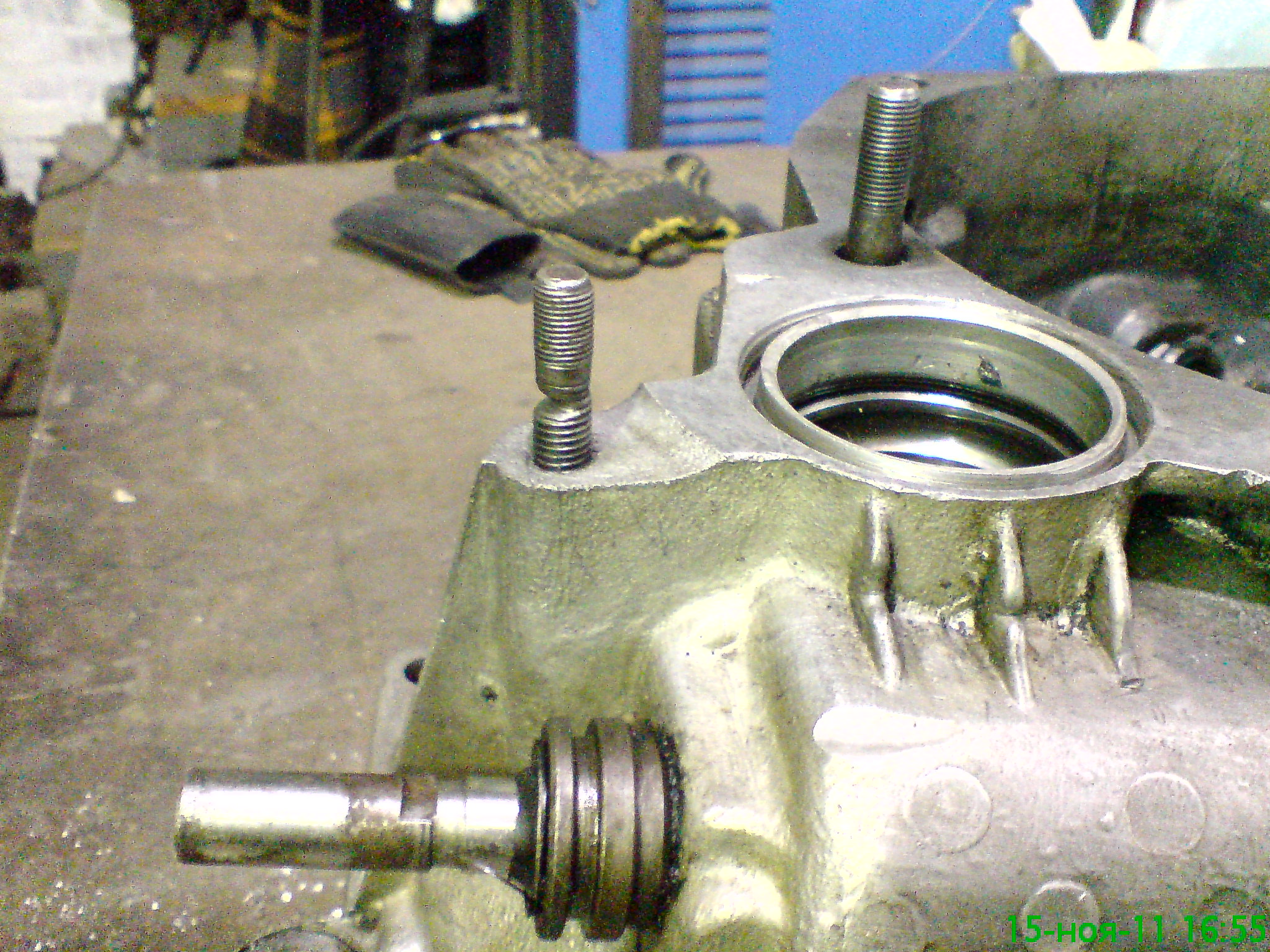
Сегодня варил очередную коробку Таврическую.


Самая зарактерная "болячка"-износ привалочной плоскости к "лыже"(продольный кронштейн крепления).

Наплавка недостающего "мяса"

В отверстие крепежной шпильки вставлен графитовый стержень что бы не заварить резьбу и не искать в будущем центр этого отверстия


Окончательная наплавка недостающего металла



Вот что получилось после обработки шлифмашинкой
-
 1
1
-
-
Купил 3-4 месяца назад(правда долги еще не отдал). Есть мелкие неприятные моменты, но это так, брюзжание. В защиту уходит глухую если сеть или меньше 180 или больше 240. В режим 4Т иногда дуга гаснет самопроизвольно. Пожалуй это все что плохого заметил. Перегреть ни разу не смог. Хотя пару раз на максимуме по 15-20 минут насиловал-горелка WP-26 дымилась, аппарату по фигу. Даже воздух вентиляции не нагревается ощутимо.
-
http://websvarka.ru/talk/index.php?showtopic=1328&pid=12451&st=0entry12451
Где то в низу читай. Точный хим. анализ только спектроскопия скажет, ну а для сварки цвет дуги примерно подскажет. Если деталь отечественная то смотри маркировку(буржуи не указывают) , потом, когда знаеш маку сплава идеш сюда: http://www.splav.kharkov.com/choose_type_class.php?type_id=11 и тогда точно знаеш какая присадка нужна.
-
1
-
-
Реле в этом блоке одно- управление двигателем подачи.
У меня на Helvi MIG 186 у реле две пары контактов. Включение двигателя подачи одна пара, вторая пара комутирует силовой(сетевой) контактор.
-
Уважаемые админы. Можно как нить сделать так чтобы когда + в репу то знать от кого и когда. Как нить списком или... Вам виднее.
 жми куда стрелка показывает, по другому не получается.
жми куда стрелка показывает, по другому не получается. -
Принципиальных схем в комплекте с аппаратом сейчас ни один производитель не дает. Они есть только в сервисцентрах. Для начала попробуй отсоединить рукав с горелкой. Если проблема исчезнет исчи короткое замыкание в рукаве. Если проблема останется возможно контакты релюшки на плате управления залипли. У меня похожая беда была от того что пыли много на плате скопилось много.
-
я с кп заз сенс сдался.Ну не получается мл варить.Остывает трещит и шов как песок сыпется.Пробовал и предварительный и последующий нагрев.Ну в общем сдался.

Раз эта тема про магний то и фото сюда(в сварочных швах потеряется)
Коробку сварил, проблем не было.Но фотографировать нечего было-корзиной пробило боковую стенку, варить было не сложно, но света мало, стенки черные, швы блестящие...
В виде компенсации сделал "лабораторную" работу. Все чистое, масла и копоти нет, правда не всегда резкость есть но в общих чертах я думаю понятно будет.
 поддон картера, боковая стенка и присадка нарезанная из этого же поддона
поддон картера, боковая стенка и присадка нарезанная из этого же поддона зачищенные кромки, видны раковины-поддон очень старый
зачищенные кромки, видны раковины-поддон очень старый самое сложное иногда сплавить две кромки, нужен надежный эл. контакт обеих деталей с массой-иначе дуга будет гореть только на той детале где контакт лучше.
самое сложное иногда сплавить две кромки, нужен надежный эл. контакт обеих деталей с массой-иначе дуга будет гореть только на той детале где контакт лучше. во время сварки присадку желательно держать постоянно в ванне, сплавление лучше(даже в струе аргона магний покрывается окисной пленкой и повторно сунув присадку в ванну не всегда можно получить сплавление)
во время сварки присадку желательно держать постоянно в ванне, сплавление лучше(даже в струе аргона магний покрывается окисной пленкой и повторно сунув присадку в ванну не всегда можно получить сплавление)
 тот же шов, но вид сверху
тот же шов, но вид сверху молотком(400гр) и двумя ударами средней силы отбил приваренную пластину(присадка не отламалась и осталась примаренной
молотком(400гр) и двумя ударами средней силы отбил приваренную пластину(присадка не отламалась и осталась примаренной повторно сварил, но уже без присадки, кромки прилегали друг к другу не плотно(примерно 1 мм)
повторно сварил, но уже без присадки, кромки прилегали друг к другу не плотно(примерно 1 мм) чуть выше попробовал варить на постоянке обратная полярность. Варить можно, так же как и алюминий, но никакого удовольствия-проплавление минимальное
чуть выше попробовал варить на постоянке обратная полярность. Варить можно, так же как и алюминий, но никакого удовольствия-проплавление минимальное
 тем же молотко, но уже четыре удара, пористость намного меньше-вся или почти вся грязь уже выгорела и качество шва повысилось
тем же молотко, но уже четыре удара, пористость намного меньше-вся или почти вся грязь уже выгорела и качество шва повысилось на этих режимах велась сварка
на этих режимах велась сварка
 состояние сопла и электрода после сварки
состояние сопла и электрода после сварки-
2
-
-
Должен признать, впечатлило. Как это соединение ведет себя на "отрыв". То что оторвать можно понятно, интересно какое усилие нужно приложить? Попробуй пожалуста привязать к проводу хотя бы бытовые пружинные весы и замерить усилие отрыва под прямым углом к плоскости стекла.(под наклоном, на сдвиг усилие явно будет больше).
Напыление судя по фото двухслойное? Сначала подслой, а потом медь? Каким флюсом пользовался при пайке провода?
-
Привезли сегодня коробку от Таврии на ремонт, завтра попробую. Но кажется что будет то же самое как и при сварке алюминия на обратной полярности.
bulweld, извени, во "вражеских" языках не силен и о чем пишут по твоей ссылке не понял.
-
Олово плавится при 231С
Свинец 327С
Положив кусочек на нагреваемую поверхность греть чугун, естественно метал индикатор должен нагреватся косвенным путем-не пламенем горелки, а от чугуна.
Здесь можно заказать термочувствительные краски: http://www.luminophor.ru/catalog/termoindikatory-plavleniya-catalog-3-1.html
В продаже есть безконтактные пирометры-приборы для изменения температуры на растоянии. В Брянске ищите здесь: http://bryansk.tiu.ru/Pirometry.html
-
1
-
-
послушай ты такой умный тебе череп не жмёт? расслабся и балдей от жизни это мое последнее слово в диалоге с тобой
Это может быть и последним твоим словом на этом форуме. За нарушение правил форума и хамство могу ведь и "читательский билет" выписать.
На главной странице, вверху, справа есть правила форума(они красным выделены)
Пункт 2.1 да и остальное советую почитать.
Хотя боюсь что религия тебе это сделать не позволит и мне придется выполнить обещание.
-
Намек на китайское предупреждение(хотя боюсь что ты не понял...)
И мое слово будет последним. Так что не советую, тут и до тебя "индивиды" встречались.
-
1
-
-
Можно ли сделать чтоб пользователи и гости высвечивались вверху форума,и тем по нержавейке уже 5 штук,объедините или отредактируйте как то,куда модераторы смотрят?
По поводу списка вверху форума это только админ может решить, у меня нет доступа.
По нержавейке тоже согласен, название одно а тематика разная. Поэтому просто скинуть все в кучу можно, но не стоит. Попробую подредактировать, но только как поем-с утра не жрамши, кишки походный марш играют...
-
Ребят помогите,вставляю ссылку в медиа,у меня отображается только линк(это касательно ютуба), и еще вопрос как добавить видеолинк из контакта?есть ли поддержка воспроизведения?
С Ютубом сам ничего понять не могу, и тоже только линк могу вставить. Про ролик из контакта тем более ничего сказать не могу, у меня нет доступа к движку форума.
-
При всем моем уважении к участникам форума Desti подобное предложение могу назвать только ламерским бредом.
"Авось получится и морду не набьют" примерно так рассуждает автор этого предложения.
Даже по цвету дуги на ремонтируемой детали можно примерно определить лигатуру. Тем более что для алюминия их всего две-кремний и магний. Остальные (медь, титан, цинк, берилий и прочие) во внимание можно не принимать-их процентное содержание мало, влияние на сварку минимально и присадок со сложным хим составом промышленность не выпускает.
Магний подсвечивает дугу зеленым (вести скользящим движением, не дожидаясь сварочой ванны, смотреть не на дугу а на околодуговое пространство)-присадка 5356.
Кремний дугу не окрашивает-присадка 4043
Цинк окрашивает дугу в красноватые цвета(малиновый, сиреневый)+ копоть в околошовной зоне-это сплавы ЦАМ. Варить довольно гиморойное дело, цинковую провлоку найти для меня проблематично. Варю только по настоятельным просьбам клиентов, без никаких гарантий по минимальным расценкам (лиш бы хватило на аргон и электричество)-доверия к этим швам у меня никакого.
-
6
-
-
Ток от 100А, дугу держи на фланце и расплав нагоняй дугой на трубу что бы труба от косвенного нагрева плавилась. Это если без присадки. С присадкой примерно так же-дуга на фланце и колебательными движениями оплавляеш присадку нагоняя расплав на трубу. Присадку бери 3 мм. Кончик присадки из расплава не вынимай, она постоянно в расплаве должна находится.
-
Да тут больше практики собрались, если кто и писал диплом то это давно было.
-
Ведь действительно в процессе и бырзги и брызги

Не сразу разобрался в чем причина, случайно прочитал в каком то "букваре".
Чугун льют в песчаную форму, там не только песок-глина, канифоль и еще много других компонентов. Так вот все проблемы от того что все эти компоненты сильно газят от нагрева. И часть газов растворяются в жидком чугуне. При сварке эти газы освобождаются и "получи фашист гранату"-брызги, поры и прочие неприятности. Загазованность чугуна не очень глубокая, по моим прикидкам максимум 0.5 мм. Поэтому шлифмашинка в помощь перед сваркой, там где не подлезть сильно выручает сверловка и прямая шлифмашинка с абразивом не стержне.
-
1
-
-
Для этого кастрата все в порядке, не соврали в сервисе.
-
Фоддес ду каралю, сейчас ноябрь, челу диск нужно было варить в феврале...
Интелект не позволяет понять что трабла не актуальна?
-
Роман (23 февраля 2011 - 11:53) писал:
-
Медная жила диаметром 2 мм
-























ПДУ-180-УЗ-220В,диаметр кассет и тормоз,регулировка тока и напряжения.
в Ремонт и модернизация
Опубликовано