

tig
-
Постов
1 748 -
Зарегистрирован
-
Посещение
-
Победитель дней
69
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные tig
-
-
http://websvarka.ru/talk/svarka-150.html?p...0entry862
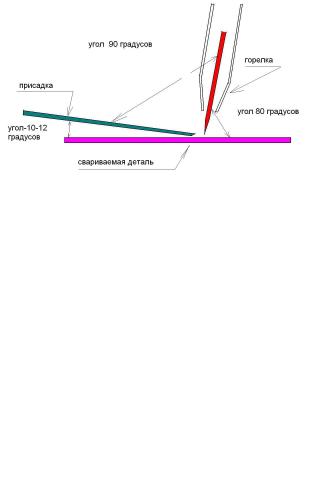
Посмотрите на рисунок, станет понятно.
-
Диаметр сопла 8-10 мм.
Присадка в шарик собирается? Что то странное.. Опиши положение горелки и присадки по отношению к детали при сварке.Скорее всего угол между присадкой и горелкой неудачный.
На рисунке оптимальное положение.
-
КОНТУР-150. Универсальный инверторный сварочный полуавтомат MAG/MMA
Предназначен для полуавтоматической сварки проволокой диаметром 0,6…0,8 мм в активном газе (MAG) и ручной дуговой сварки штучными электродами диаметром 2…4 мм (ММА) постоянным током прямой или обратной полярности. Также может использоваться для сварки неплавящимся электродом цветных металлов и нержавеющей стали в инертном газе (TIG) с контактным зажиганием дуги.
Функции источника питания
антиприлипание (anti-sticking);
регулируемый форсаж дуги (arc-force);
электронная защита от перегрева с индикацией;
автоматическое управление скоростью охлаждающих вентиляторов;
2- и 4-тактный режим кнопки горелки.
Особенности источника питания
управление с использованием микроконтроллера;
IGBT-модули в силовой части инвертора;
стабилизация выходного напряжения, заданное регулятором напряжение не зависит от колебаний сети;
моноблочная конструкция (источник питания и механизм подачи в одном корпусе);
разъёмное подключение рукава с горелкой (MAG);
возможность переключения полярности напряжения на горелке.
Технические характеристики
Допустимый диапазон напряжений сети 187-245 В
Средняя/максимальная потребляемая мощность 2,5/4,7 кВт
Номинал плавкой вставки или теплового автомата защиты 16 А
Продолжительность нагрузки (ПН) 100% при 90 А
35% при 150 А
Диапазон регулировки тока 5-150 А (плавно)
Напряжение холостого хода ММА 60 В
Диапазон регулировки напряжения MAG 14-28 В (плавно)
Диаметр электродной проволоки 0,6-0,8 мм
Ёмкость катушки с проволокой 5 кг (диам. 200 мм)
Габариты (ДxШxВ) 350x210x310 мм
Вес 9 кг
Степень защиты IP21
Диапазон рабочих температур –10... +40°С
Цена конечно не 9 тыс. Но он того стоит. Можно поискать что то и намного дешевле... Но как говорят:"Из дешевой рыбки и уха дешовая..." По крайней мере я бы покупал этот аппарат. Возможности у него достаточно серьезные. Да и на всевозможных сварочных форумах его если и ругают, то не сильно.
http://evrotek.spb.ru/catalog/welding/MIG-MAG/2975/
Заказть у ПРОИЗВОДИТЕЛЯ можно здесь:
но цена как на мой взгляд будет поменьше чем барыги -манагеры ломят.
-
Михалыч, не спорю, идея хорошая. Правда нужно будет порытся в "букварях" на предмет "как себя поведет алюминий при сварке с поддувом СО2 ?"
При сварке черного металла вопросов нет, а вот с алюминием терзают некоторые сомнения. Всетаки СО2 активный газ и при попадании в сварочную ванну непонятно что может получится.
-
Чесно говоря мне тоже не по себе было когда начинал варить этот бак. Успокаивало только то что привезли его в пятницу вечером и сразу же ветошью высушили остатки солярки. Варить начал в понедельник, предварительно засунул шланг воздушный в самый дальний кессон и продувал воздухом примерно минут 30-ть(пока солярочная вонь не стала слабеть), хотя конечно это не показатель безопасности.
-
Хм, да, не врачи... Но и врачи ПРАКТИКИ, в прочем так же как и СВАРЩИКИ.Пойми, теорию можно изучить самостоятельно, но применить ее заочно, без наглядной практики невозможно...
К примеру есть у меня какойто вопрос, я его задаю на форуме, но конкретного и правильного ответа(подтвержденного наглядно и практически) я не получу... И не потому что никто не захочет помочь, просто моментально возникнут сопутствующие вопросы (какой ист. пит., какая сеть-слабая или хорошая, какая подготовка кромок, какая присадка и тд тп)в массе этих вопросов потеряется вопрос который я задал и ответа -короткого, исчерпывающего и тем более подтвержденного практически я не получу...
В принципе создавая эту тему я и просил описывать технологию и показывать фото (для наглядности), что бы каждый мог повторить. Пусть и не с первого раза...Но если мне будут задавать вопросы" какими движениями горелки и присадки можно положить вот такой шов?" я точно не смогу ответить. Показать(практически)-да, но вот описать словами...таланта нет.
пс. тоже с Украины,
-
 3
3
-
-
"Врач не лечит по телефону"- не мной сказано. Так и в этой идее мало конструктива, поговорить на темы сварки это всегда пожалуста, но слова словами так и останутся к сожалению... На мое ИХМО практика это когда есть конкретный вопрос, и ответ не теоритический а ПРАКТИЧЕСКИЙ. Тоесть показать сначала, а потом обьяснить.Хотя... давай попробуем(если твое предложение адресовано мне)
-
Хм, и как это можно представить? Практика на растоянии?
-
Ну пока коллеги в своих фотоархивах(надеюсь) выбирают снимки продолжу (Spec в отпуск уехал, так что не поддержит)
Маленькое пояснение. Фабрика где я работаю специализируется на "чернухе" и нержавейке, оборудование естественно ориентировано на эти металлы. ПА и инверторы постоянного тока
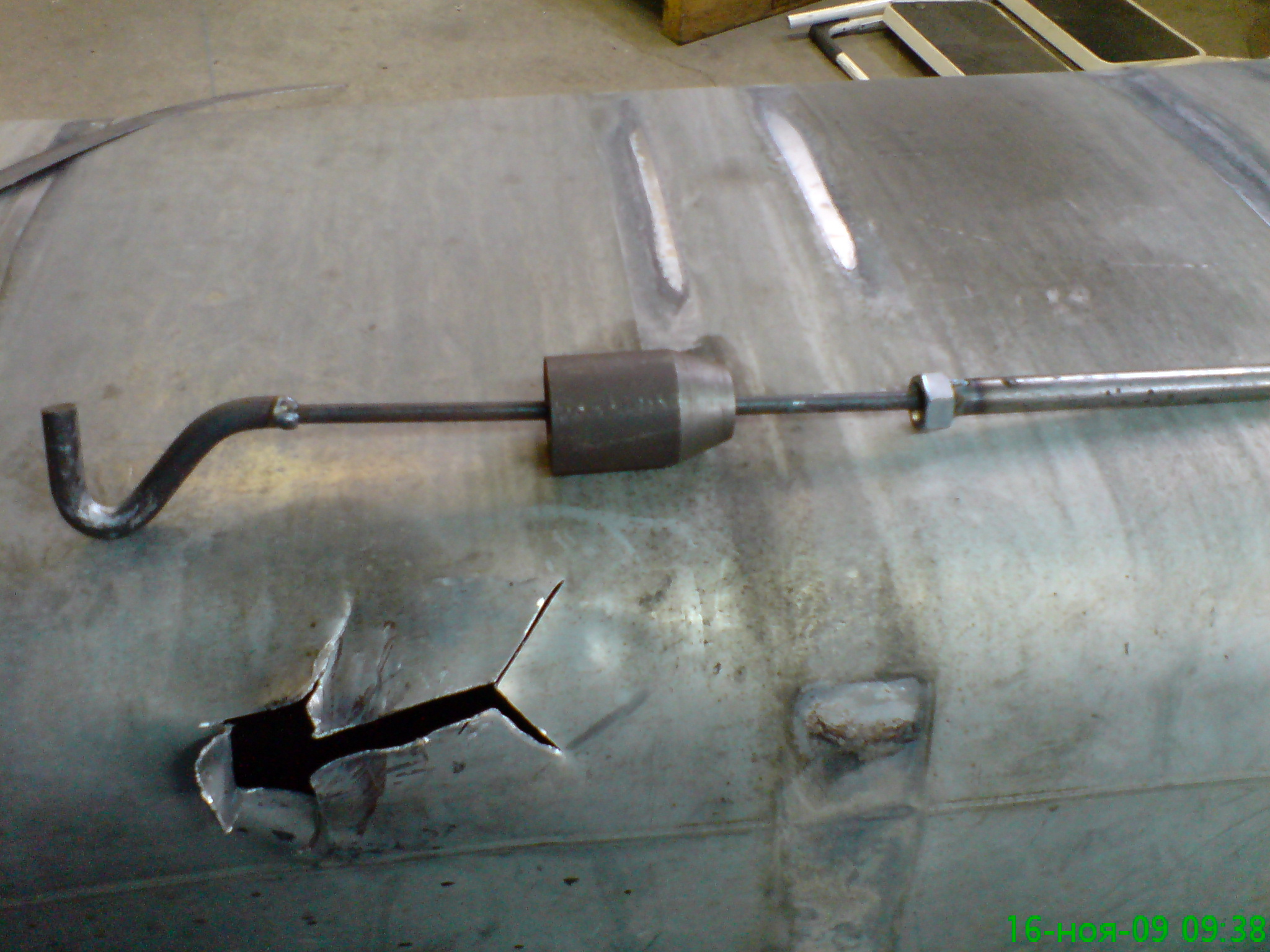
Приходит недавно знакомый, тоже как и я иммигрант, с просьбой помочь. Работает он водителем на седельном тягаче. При отсоединении тягача перегруженный прицеп "присел" и пробил замком топливный бак

Он как водитель "крайний"... новый бак 1500 евро, ближайшая мастерская 60км и за ремонт запросили там 1000...
Было бы это дома-не было бы проблем. Рутина, дома в моей мастерской для таких работ есть все(специализация-сварка аллюминия, магния, титана и тп.)
А здесь? Даже осцилятора нет... По памяти прикинул 20А на 1 мм вольфрама при обратной полярности, электрод 2.4 мм, ток могу поставить 50А-для 3мм аллюминия с головой хватит, но... последний раз аллюминий варил дома 8 лет назад...
Присадку чудом нашли в магазине электроинструментов, как она туда попала даже хозяин магазина вспомнить не смог.
На куске аллюминия положил пару швов что бы руки вспомнили, крюк для вытяжки вмятины примитивный приготовил, немного порезал и вперед...




 [attach
[attachment=135:DSC00801.JPG]
Машина после ремонта уже намотала немало км(две поездки на Францию, один раз в Голландию) по месту ездит, бак сухой, притензий нет...
пс. За ремонт фабрика выставила счет 240 евро, 4 часа работы, за эти 4 часа лично мне было заплачено 18 евро... Какого хрена я в этой Европе сижу? почти Гамлетовский вопрос... Общаясь на подобных форумах и зная цены дома... Пора с этой порнографией(эмиграцией) завязывать.


-
3
-
-
...мда. Вроде и сварщики здесь бывают, а тему не поддерживают, АбЫдно, понимаешли, становтся. Что, кроме нас двоих у остальных фотоаппаратов нету? Или нечего показать? НЕ ВЕРЮ! ! ! Давайте показывайте чем кто гордится может.
-
Даже у них нет принципиальных электрических схем, весь ремонт который выполняется сервисцентрами заключается в замене узлов и блоков. Неисправные отправляются на ремонт к изготовителю, отсюда и очень высокая цена за ремонт. Иногда дешевле купить новый аппарат.(из опыта в Португалии)
-
Признаю, написал неправильно, дело в том что звук "К" пишется буквой "С" в португальском языке. Правильное название ARCO-2. Букварем назвал "Рекомендации по применению гасовых смесей" это в переводе, По поводу "технолога", улыбнулся,здесь конечно бюрократия тоже есть , а вот технологов давно уже нет. Все решается намного проще- фабрика заключает контракт на "технологическую поддержку" с продавцом сварочного оборудования. Любая проблема при выполнении сварочных работ и консультант приезжает на фабрику, дает рекомендации по всем вопросам, вплоть до выполнения показательной сварки согласно его рекомендациям. Замедьте-варит сам.
Сопроводиловки...еще улыбнуля, кроме транспортной накладной где указаго количество балонов и марки смеси нет ничего.
Карта тех процесса? Помню, были, дома. Здесь такого нет, что в прочем на качество сварки и работы в целом абсолютно не влияет.
К стати вот этой фразой Вы меня немного в тупик поставили: "Добавляют его не много (в СО2 до 20%) иначе вольфрама не напасешься."
-
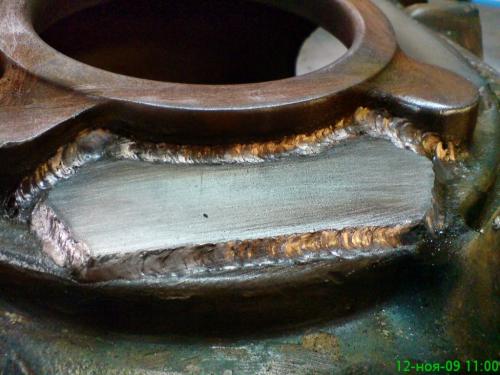
Поскольку порошков как у Speca у меня нет, а чугун иногда варить проходится(подхалтуриваю иногда) то приходится варит АДС или TIG(кому как больше нравится)
Корпус водяного насоса, чугун, крыльчатка протерла сквозные дырки. Накладки вырезаны из нержавейки толщиной 4 мм, присадка медный пруток. Первый проход на токе 50А для выжигания загазованного чугуна и сплавления меди с корпусом, второй проход(чистовой) с добавлением присадки на токе 70А


-
6
-
-
Spec, лично для меня твои фотографии очень интересны. Заинтересовался этой технологией, знаю о ней давно(читал в "букварях" сварочных многих авторов) но раньше с таким оборудованием не сталкивался и потому его не имею. Вчера порыскал по нету, купить горелку можно, и не дорогая она, а вот с ценой на порошок непонятно-везде пишут "справки по телефону". Просвети по поводу цены на порошки, интересно на сколько это выгодно по сравнению с другими технологиями. И еще, какой вес упаковки?
-
Spec, извените, но Вы не внимательно читали...
ARKO-2 это смесь 98% Аргона и 2% Кислорода. Признатся я тоже поначалу был в легком ступоре от этой смеси.Аргон с Кислородом? Это у меня как то не укладывалось в голове- всегда шла борьба за чистоту аргона. А тут кислород, окислитель... Но тем не менее факт, при сварке нержавейки полуавтоматом это оказывается самая оптимальная смесь-практически полное отсутствие брызг, во время сварки минимум сварочного дыма, легкая закопченность только в месте зажигания дуги.
А по поводу "что аппарат был неисправен - это сервис уже определил" сомнения гложут. frdmr писал"Уже отвез на сервис. По моему описанию симптомов сказали что "... 100% плата электроники...". , новостей от автора темы пока нет. Обычно если аппарат на гарантии то пишут в сервисной книжке причину неисправности(то-есть почему был выполнен ремонт). Вот как раз это и хотелось бы услышать.
-
Фодес, спать не буду(извените за сленг португальский|)
Spec, что это такое-Ni-Cr-Si-B ?
Если это ПАНЧ, тогда понятно.
Но всеже, согласно первому посту- текхнология.
-
Да...., сражен на повал
Spec , без п... ебок, поражен, чесно. Если можно по подробней о этом способе и технологии.
К своему стыду признаюсь, в ЭТОМ я профан. Чугун варил, и не раз. Но такой красоты швов не получал.
Сегодня уже спать хочу, завтра покажу что я с чугуном могу. Хотя... мои швы и близко не стояли(нервно курят в сороне)
п.с. как выкладываете фото, на каком ресурсе? У меня на радикал фото
-
Ну, я на авторство не прентендую....
по поводу подразделов-это скорее к модераторам или админу, но ИХМО это наверное попозже-когда инфа превысит разумные пределы
-
Поскольку тему создал то и начну..
http://s56.radikal.ru/i152/0911/cb/93d40f43d62bt.jpg
нержавейка, 2 мм, сварочный ток 60а,ТИГ, после окончания сварки все швы обработаны химией
http://i034.radikal.ru/0911/32/56b9e63084adt.jpg
http://i079.radikal.ru/0911/24/4c9328fe5664t.jpg
http://s59.radikal.ru/i163/0911/9c/c0032c9016edt.jpg
http://s59.radikal.ru/i163/0911/44/9a4e456caba2t.jpg
-
2
-
-
Идея не моя(подсмотрел на другом форуме)
Предлагаю выкладывать фото СВОИХ работ, приветствуется полное описание-материал, толщина, ток, технологические особенности при выполнении-
5
-
-
Само собой вражеские лучше ...Профи советуют брать импортные тоесть не наши.
Хм, "профи" На чем основано это утверждение? Факты в студию пожайлуста.
Вопрос этот на многих форумах задавал, в ответ кроме ламерского флуда ничего конкретного...
Лично я за почти 30 летний стаж сварщика варил всевозможными вольфрамовыми электродами как отечественного так и "вражеского" производства. Кроме внешнего вида они ничем не отличаются-варят одинаково. Импортные только внешним видом выигрывают.
Из личного опыта- для Алюминиевой группы- чистый вольфрамм(без присадок), для всего остального WT-20-самое высокое соотношение А/мм2, торий правда имеет слабую радиоактивность, поэтому и рекомендуют лантанированный вольфрам.
-
3
-
-
Добрый день, уважаемые сварщики!
Суть вопроса в следующем: при сварке нержавейки полуавтоматом никак не получается отрегулировать скорость подачи проволоки. В итоге дуга постоянно рвется и шов получается крайне низкого качества. Еще такой момент: при зажигании дуги проволока сразу сгорает до самой горелки. Куда смотреть, какие параметры регулировать?
Сварочник BlueWeld COMBI 152 TURBO (www.blueweld.ru/catalog/main_133/section_2924/item_14727/).
Сварка производится в среде углекислого газа.
Понимаю что тема начата давно и заглохла почти месяц назад, и возможно все проблемы решены, но вставлю и свои 5 копеек...
Зря грешили на электронику... ВСЯ проблема написана в последнем предложении.
При сварке нержавейки полуавтоматом необходимо использовать газовую смесь 98% Ar+2% O2(так в "букваре" пишут) На фабрике где я работаю применяют смесь ARCO 2, но это в Португалии... Как эта смесь дома называется не знаю.
Когда осваивали сварку нержавейки тоже по началу углекислоту пробовали, и тоже не могли настроить аппарат. Потом заказали эту смесь и все проблемы решились.
<noindex>http://s02.radikal.ru/i175/0911/17/e5f133effc12t.jpg</noindex>
<noindex>http://i041.radikal.ru/0911/e0/2beb4b2e95cft.jpg</noindex>
<noindex>http://i019.radikal.ru/0911/03/d18c2ee520e3t.jpg</noindex>
Последнее фото-швы после хим. обработки, никакой мех. зачистки
-
1
-










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Помогите в выборе оборудования
в Советы в выборе
Опубликовано