Тоха
-
Постов
39 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Тоха
-
Спасибо. но если постоянно работа на малых токах, то мне кажется лучше взять какой-то брэндовый аппарат. по крайней мере в таких режимах мне больше нравится как основной аппарат работает (но он и в 5 раз дороже).
-
Антон, скажите мне нужен аппарат для редкий работы на малом токе 5-10 а толщина сравнима с боковой частью пивной банки. Как ведет себя дуга на переменке на таких токах. У меня 315 аврора, бок банки варим с ухищрениями, направляя дугу на проволоку но очень не удобно. нужно для спецработ.
-
Бак сгнил. Выбросить или закрыть латкой.
- 4 ответа
-
- 1
-

-
Такие радиаторы делаем напылением очень просто, но очень дорогое оборудование.
-
Спасибо за поздравление! Поздравляю всех с Новым годом! Удачи и всего доброго в 2015!!!!
- 56 ответов
-
- 14
-
-
если пробой в средней части, то заварить можно. На пробой ставится латка с высокотемпературным герметиком, я ставил вечером, а утром варил. Масло не течет и все гуд.
-
d1fferent у меня есть такой аппарат резервный, использую при отключении энергии, питаю от генератора.Работает нормально, по сравнению с удгу251 бъет пленку лучше, варить будет диски запросто.Вот по надежности пока не могу сказать ,редко использую. На родной его горелке была цанга латунная ее не скрутило как обычно ,а раздуло.Газ плохо проходил и варить стал плохо едва обнаружил это и заменил на медную. Импульс не используем,баловство все это.
-
blazen79 согласен что надежнее в плане измерения т разового, но приходится часто измерять чтобы не упустить т а карандаш расплавится и все.
-
Evgen, я медленно пишу, поэтому сокращаю.Имел ввиду инфракрасное излучение.Если покрасить серебрянкой вообще ничего не уловит этот прибор.
-
На грязном хорошо излучающем t 300,а рядом на чистом алюминии 60, после интенсивной сварки.Поэтому я склоняюсь к 300. Но вообще помогает при сварке сложных больших деталей из чугуна.Вот варил чугунный блок трещина 100мм грел до200 чтобы не разорвало в других местах. фото прикрепляю.

-
Вчера купил, на зачищеном до бреска металле не меряет t правильно.Есть ли у кого опыт выхода из этой ситуации? Позже фото выложу какой модели пирометр.
-
трещину нельзя, только пору можно закрыть давление около 20 кг держит. ложится практически на любой металл с учетом ктр.
-
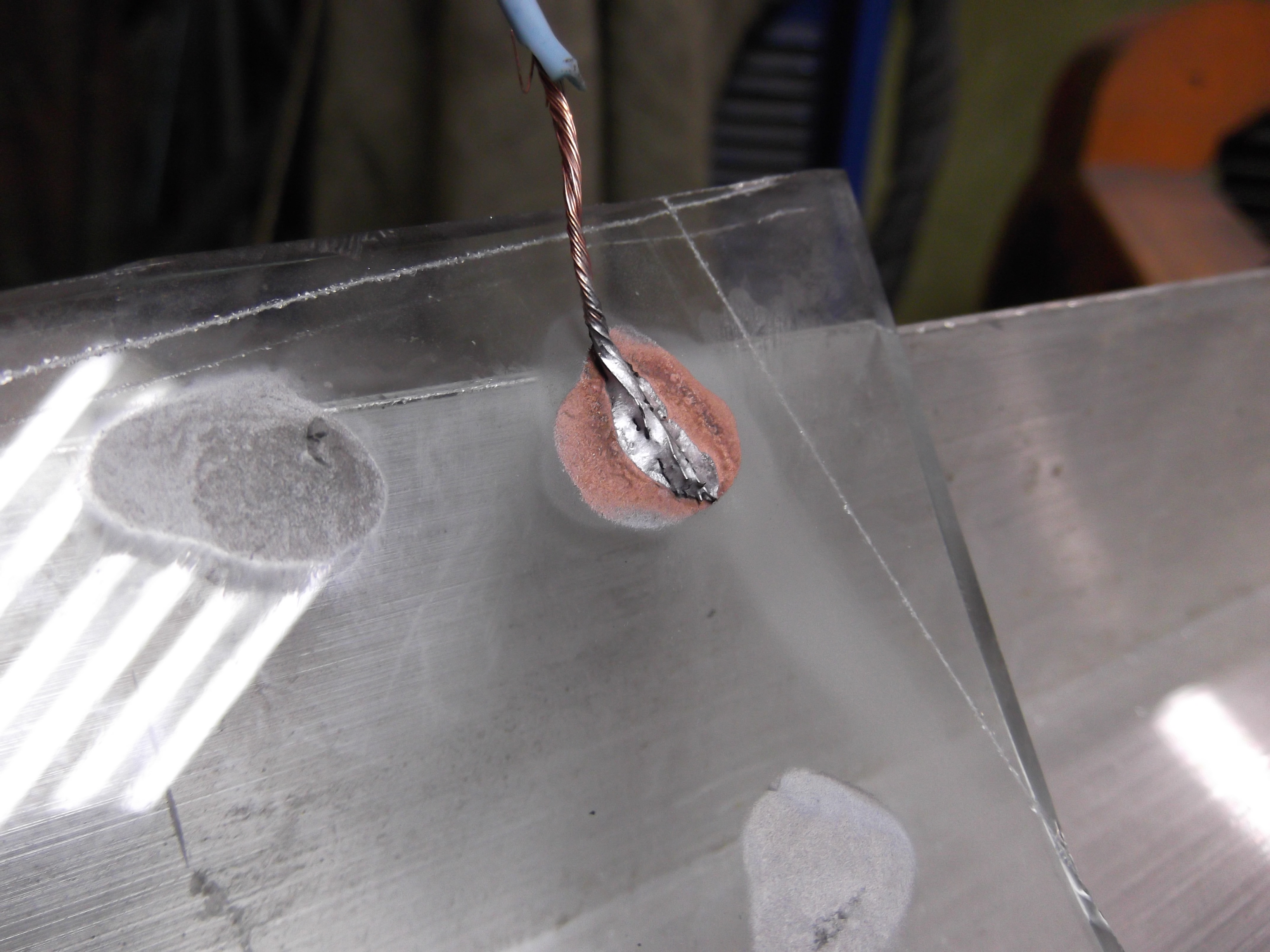
сначала алюминий, потом медь, потом микро капля ортофосфорки на провод паяльник разогрет,с каплей пос быстро прижать провод к стеклу ипосле пайки сразу убрать чтобы не треснуло. гирю не вешал тянул раньше плоскогубцами перпендикулярно стеклу за провод усилие примерно килограмма 2-3. тщательно промыть после пайки водой.
- 31 ответ
-
- 1
-
-
Александр Николаевич много сказано ,но не сказано ничего. Вам нужен аппарат с импульсным режимом.Однозначно.Где он есть,нам и сварка качественная есть.Выше качество будет у инверторного типа,чуть хуже у гибрида.Но у него надежность выше от скачков напряжения.Алюминий чистый любым путем.По грязи не варит жорошо.Импульсный я имел ввиду для п-автомата,некоторые путают с тигом ,это другое.
-
tig,это я сам сделал с применением этого аппарата и паяльника.Провод припаян к стеклу
- 31 ответ
-
- 3
-
-
Посмотрел ваше предложение, спасибо за оказанное внимание.Я думаю приобрести пирометр.Думаю что с ним будет удобнее работать. ARGONIUS, я тоже не заморачивался бы.Грею до600 и варю когда это возможно сделать. Речь идет о сварке блока в средней части. Деталь сложная, равномерно нагреть до такой т у меня нет возможности, поэтому выбираю т не опасную в плане последствий, но достаточную для выжигания посторонних включений. масла, тосола итд. tig ,спасибо за участие. Я тоже подумал о приобретении пирометра.Я им не пользовался но предполагаю дожно быть удобно. Благодарю за ссылку.И вообще я никогда форумом не пользовался, но сюда случайно попал и вижу много толковых людей в России.Прежде глядя на наших сварных думал все думающие вымерли.
-
У нас в Брянске ничего нет.Возможно какой-нибудь дедовский способ?
-
Уважаемые спецы, расскажите кто как определяет температуру нагрева чугуна перед сваркой. Я плюю, но это 100 градусов а надо 200.
-
Спасибо. Я занимаюсь ремонтной сваркой, порошковая наплавка будет дополнением к выполняемым работам. Попробую гн-2.
-
Spec, скажите есть ли смысл покупать горелку для порошковой наплавки импортную за 30 тыр, если наша гн-2 1,5 тыр. отвечает ли она всем требованиям наплавки?
-
romich а как вы герметизируете соты радиаторов внизу,там где они вставлены в пластину. Зазор там маленький а сопло 5 мм? На распредвале рабочую шейку напыляли?
-
тогда аргоно- дуговая устанока с вольфрамовым электродом или приставка к переменк(трансу сварочному)у меня есть на продажу,раньше её использовали,подключали к тдм получалась установка приличной мощности.Если интересует я в Брянске.svarka-argon@yandex.ru
-
romich В каком городе вы ею работаете и что ремонтируете?
-
Сварить алюминий можно,если нет высоких требований к качеству. Нужен аргон,ал проволока не менее 1 мм .Важно,жесткую 5356 не брать на таких п\а дуга будет плохо гореть а взять 4043. Варить углом вперед.Прижим роликов максимально ослабить. Проволока мягкая, сминается у входа в горелку.