welderman
-
Постов
4 669 -
Зарегистрирован
-
Посещение
-
Победитель дней
175
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент welderman
-
Как мне видится-1,9мм-это много.Либо подрежьте сопло, либо установите наконечник большей длины.Должно быть 1 мм максимум для данного диаметра проволоки. Расход вроде в норме.Брызги очень крупные-либо проблема с настройкой индуктивности, либо скорость ведения зело неравномерна и вылет/выпуск в процессе сварки не оптимальны.Либо то и то в сумме. Не исключены проблемы на тракте подачи. Попробуйте заменить проволоку .От другого производителя. Проверьте правильность настроек подающего.( подробности здесь-https://dzen.ru/video/watch/6429a271cdd629700ab83ea9).Не пренебрегайте зачисткой металла.Попробуйте поработать на другом баллоне, от другого поставщика, при возможности.Так-то 1005000 вариантов источников данного поведения может быть.Ну и пишите , если что
-
надо точно.
-
Швы нормас по виду.... для Вашего случая, как мне видится. Замерьте заглубление наконечника в сопло относительно торца последнего.Должно быть не более 1мм.На фото кажется значительно больше. Судя по форме шва-подача избыточна для данного уровня напруги.Скорость сварки тоже плавает.Сколь долго Вы в МИГ/МАГ? Затыки по подаче не отмечаются?Проволока в 1 мм, правильно увидел?ER70S-6 или 08Г2С?Производитель?
-
Озвучьте расход и наличие подогрева(есть/нет) и остальные параметры режима тоже.Толщина материала, скорость сварки и степень подготовки поверхности. Какой сварочный материал используете, состояние горелки и заглубление наконечника....фото будет не лишнее. Где работаете-ИТР по сварке есть? Если есть-что говорят/делают? А то пока вопрос из серии-плохо едет машина–грешу на бензин с местной заправки....
-
Есть в наличии 1.2 мм от DRATEC( Германия) 15 кг–20000 руб.Кассета К-300.
-
Перепробовав 100500 вариантов–держу у себя две маски, обе от Оптреля, самую простецкую, пассивную, с откидным стеклом( получена в бытность работы сварщиком в районах Крайнего Севера, лет16 лет назад), целая и работоспособная до сих пор. И топ- Сrystal 2.0–куплена самостоятельно, лет 5 назад. Остальной паноптикум ( штук 6 разных кетайцефф было, от "сверхбюджетных" до "премиальных", полученных , в основном, в качестве призовых на соревах) безжалостно проданы. Ибо,по большому счёту– хлам .Спидглассом ( казённым) пользовался, но не зашёл, как-то. Хотя тоже достойно.Мнение личное, никому не навязываемое.
-
 Ну что тут сказать:теория без практики— мертва, практика без теории—слепа...Добро пожаловать на личную,абсолютно индивидуальную дорогу с облаками ...тропу с граблями...
Ну что тут сказать:теория без практики— мертва, практика без теории—слепа...Добро пожаловать на личную,абсолютно индивидуальную дорогу с облаками ...тропу с граблями... -
Катушка АЭМЗ 1.6мм уехала на дружественное предприятие. Ждём отчета.
-
Продажи не обвалятся. Лаборатория- есть. Насчёт нищенства-без комментариев.
-
Выставка оставила неоднозначные впечатления.Не было ажиотажа ни у кого из "эуропейских" брендофф, ванятула грустно, как мне казалось, покуривал возле входа в павильон.Да и представляли "европу и другие америки" дилеры, но как-то без "ЭнтузазИзма".Тьма китайцев.Всяких,но похожих.Какие-то пляски с девками топлесс на стенде Фоксвелда.Пошловато как-то смотрелось, и не в тему.ИМХО.Аврора выкатила новую линейку промышленных полуавтоматов "Ресурс".Первые впечатления–очень достойные. Есть даже машина на 630А. Выносные подающие, пульсы/шмульсы, все дела...приятная цветовая гамма и внешний вид.
-
Их и не было. А я и поварить успел.Запонравилось очень.Как говорится, ...хорошие сапоги, будем брать". Аналогично. Кроме ценника, всё тоже понравилось.Но Аврора дешевле сильно.
-
Кстати , именно эти режимы, по словам представителя АЭМЗ, и рекомендованы для данного диаметра проволоки.
-
На это дело бюджет не выделят.На выставке удалось пообщаться с зам.главного сварщика АЭМЗ,сказал – данный вопрос изучат, и вероятно, здесь отпишутся.Интерес , по крайней мере, проявили и выслушали внимательно.
-
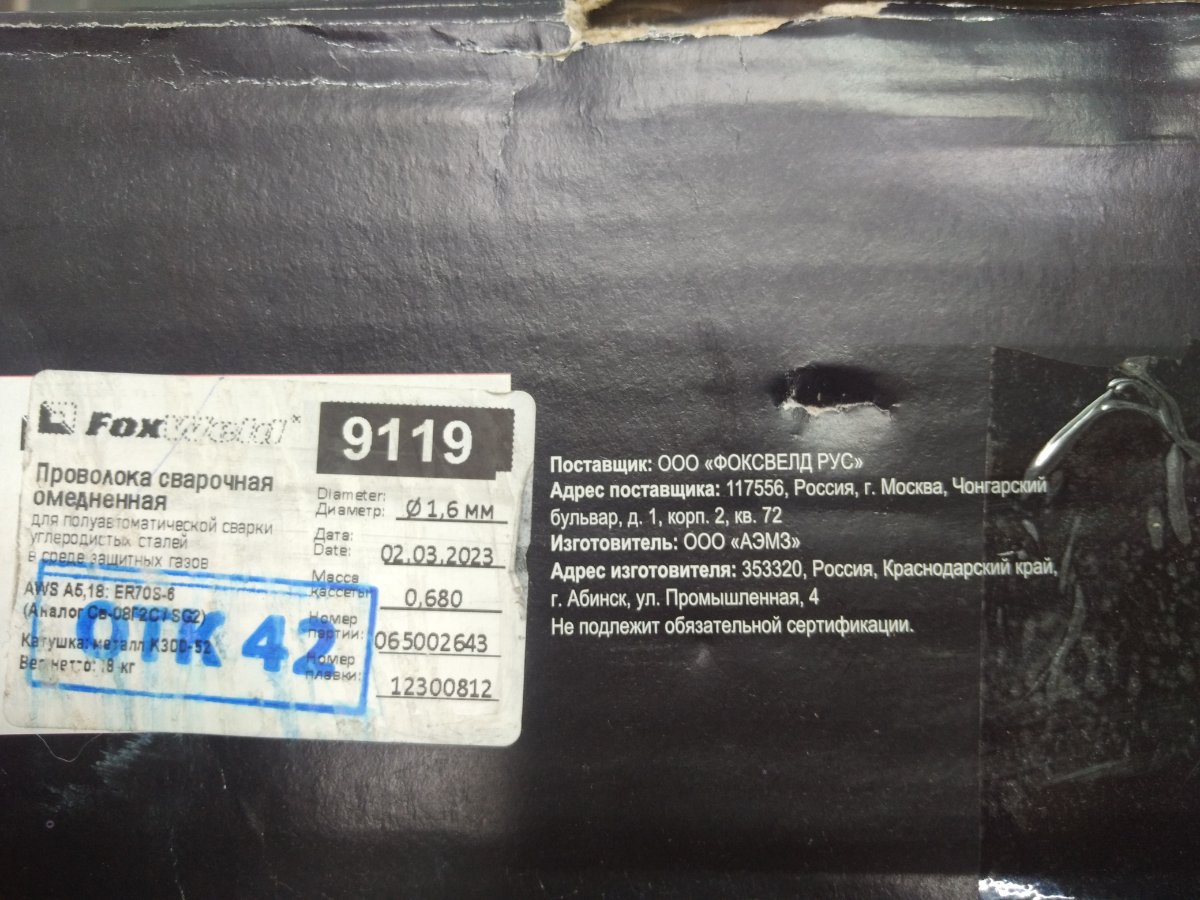
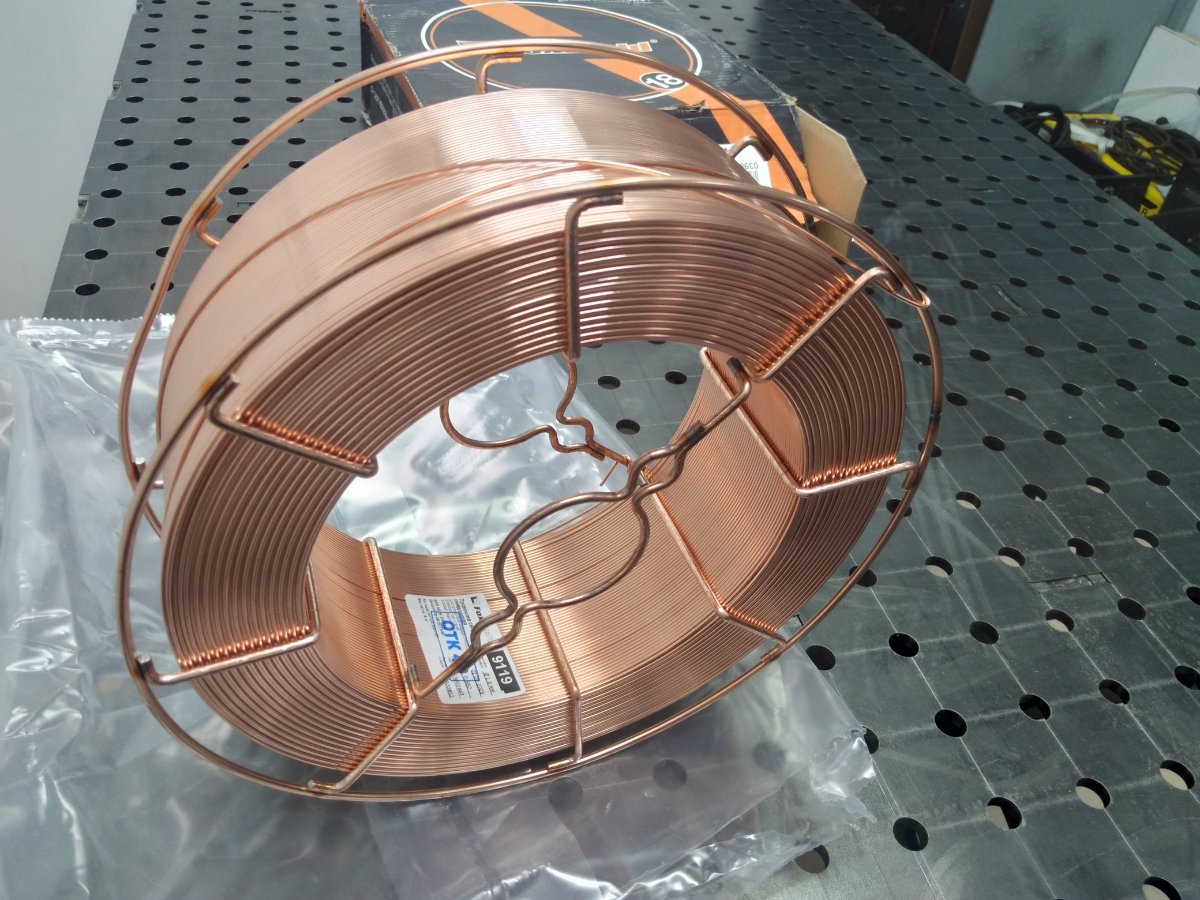
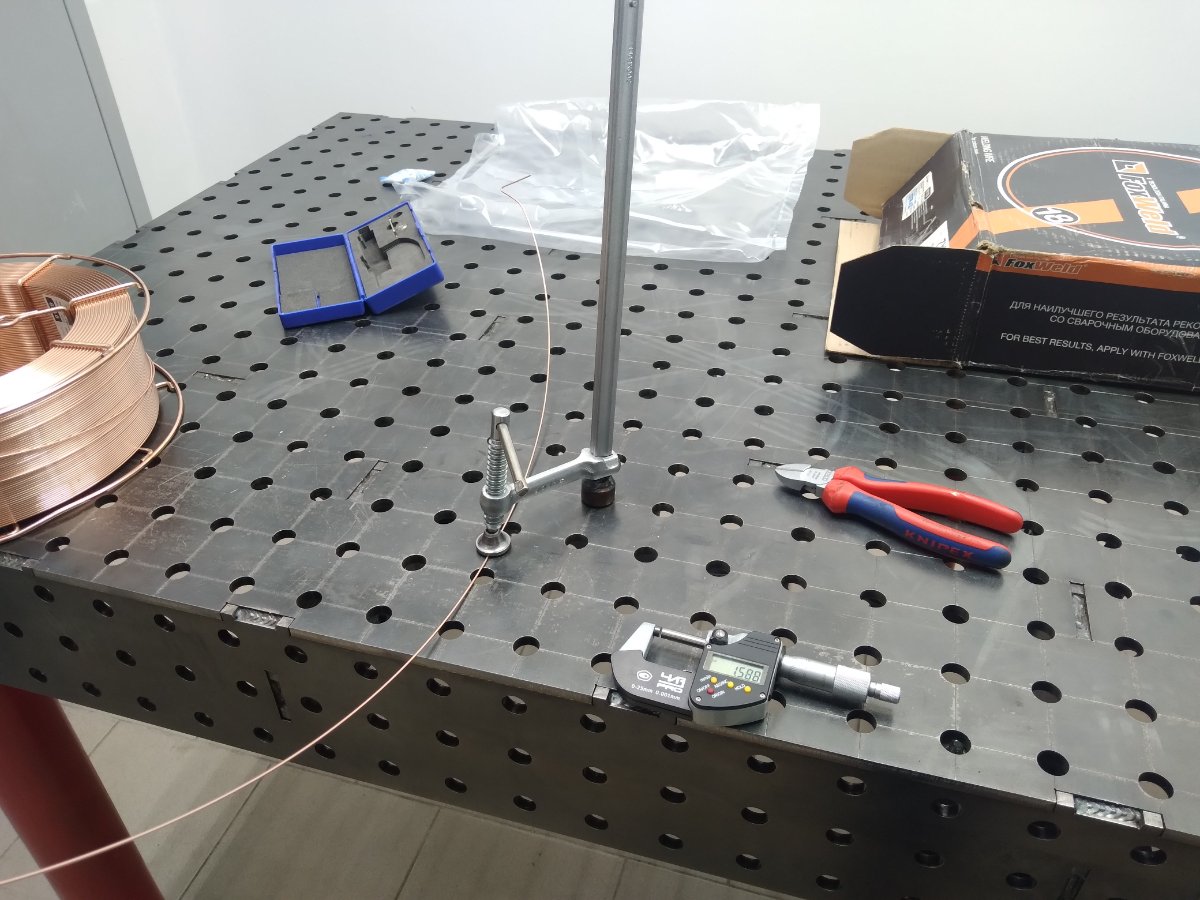
Ну, что, проволока приехала. Тип–ER70S-6, омеднённая 1,6мм диаметром, К-300.Брендирована под Фоксвелд.Это ни о чём не говорит, здесь может всё, что угодно, условная "WELDINGFOREVER", например.Внешний вид нормальный , опрятный, рук не пачкает.Диаметр в норме, отклонения от диаметра( овальность) тоже. Приеду с выставки, проверим сварочно-технологические свойства.

-
На прошлом Велдексе, год назад, удалось поварить на стенде Авроры тогда ещё прототипом предсерийным–очень понравилось.На их сайте тоже есть видос–но там тоже прототип.Сейчас тоже хочу узнать за эту машину поплотнее на выставке. А что отзывов нет–так на рынке недавно, и стоит не три копейки. Самый первый вариант этой машины удалось попробовать на акции " В Питере-сваривать" аж в 2017 году. Так что путь до серии был долгий. Наверно, допилили, наконец, до приемлемого результата.
-
Это не есть гуд, хотя их мотивы понятны. Теоретический курс должен быть адекватен практическому.
-
А зачем его поднимать? Премило укладывается в спецтачку в полувертикальном положении и катается в любом направлении. И стоять может в ней же...
-
Да с баллонами шутки плохи, особенно заправленными...изумительно летают при случае... круша всё на своём пути...
-
А что Вам мешает его установить вертикально? А манометру вообще всё равно...
-
Если была задача–поднять производительность относительно диаметра 1,2мм–стоило присмотреться к такому непопулярному диаметру как 1,4мм.Режим был бы в пределах 400А,плотность тока при этом практически на уровне 1,2мм на 300А. А 1.6мм –уже перебор для ручки..
-
Да, горячевато будет , у нас есть потребители 1.6мм, но они все на автоматах работают...К тому же режим под максимум ПВ–не лучший режим, тут было бы уместнее источник помощнее, чтобы для него 500А уже были бы 100% ПВ. И очень огнеупорный сварщик. И всё равно 500А–мало. Чтобы по плотности тока выйти на сравнительную с 1.2мм на 300А–надо режим на 525-530А.Что опять поднимает тепловую нагрузку на оператора горелки.Да и аппараты с ручным режимом на 500А+ редки...
-
Хм,это вряд ли Вам поднимет производительность.Плотность тока на 470 А на 1.6 будет меньше чем на 300А на 1.2...
-
Я бы взял погонять катушку. Тем более какой-то опыт в этом деле есть. Если Вас не затруднит....Результаты выложу здесь, как и процесс тестирования.
-
Да, вопрос остался без ответа. К тому же эта проблема не оригинальна–но решения и причины могут быть разными.
-
https://oitsp.ru/develop/raschet-ploshchadi-poperechnogo-secheniya-naplavlennogo-metalla-svarnogo-shva Но точность расчётов не проверял, если что.