multics
-
Постов
31 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент multics
-
Для таких случаев или поддув с обратной стороны (если много дешевого аргона в наличии) или флюс-паста - дешево и сердито.
-
Пора бы уже понять, что даже если AI перелопатит и скопирует все знания в мире в свои датабазы - всегда возникнет нетривиальная задача которую искуственный неинтеллект не сможет решить. А человек - сможет... Поэтому жопа не начнется.
-
87% населения земного шарика - слабоумные, этот факт давно доказанный этологами. Но по биологии слабоумные тоже нужны обществу населяющему земной шарик. Некоторые слабоумные жители земного шарика свято уверовали в искусственный НЕинтеллект. Про искуственный НЕинтеллект хорошо написал поляк Станислав Лем в своем эссе "Системы оружия 21 века или эволюция вверх ногами" еще в 80-х годах: "Взять хотя бы поразительный, никем не предсказанный поворот в области искусственного интеллекта (AI — Artificial Intelligence), интеллекта, который стал могущественнейшей силой как раз потому, что не стал интеллектом, то есть разумом, воплощенным в машинах. Храня молчание ради собственной безопасности, я лишил бы всех остальных людей выгод, проистекающих из этого знания." "Трудно поверить, но лишь около 2040 года информатики, специалисты по цифровой технике и прочие эксперты стали задаваться вопросом, почему, собственно, их предшественники так долго оставались слепыми настолько, что per fas et nefas[17] и при помощи brute force[18] пытались создать искусственный интеллект. Ведь для огромного большинства задач, которые выполняют люди, интеллект вообще не нужен. Это справедливо для 97,8 % рабочих мест как в сфере физического, так и умственного труда." Что же нужно? Хорошая ориентация, навыки, ловкость, сноровка и сметливость. "наступила эпоха ускоренной микроминиатюризации под знаком искусственного НЕИНТЕЛЛЕКТА." "И потому, когда интеллектроника уже создала микрокалькуляторы, своими размерами успешно соперничавшие с брюшными узлами шершней и комаров, энтузиасты Artificial Intelligence все еще сочиняли программы, позволявшие компьютерам вести глуповатые разговоры с не очень сообразительными людьми, а наиболее мощные среди вычислительных мамонтов и гигантозавров побивали даже шахматных чемпионов — не потому, что были умнее их, а потому, что считали в миллиард раз быстрее Эйнштейна." "Не ARTIFICIAL INTELLIGENCE, но ARTIFICIAL INSTINCT[19] следовало воспроизводить и программировать в первую очередь, потому что инстинкты возникли почти за миллиард лет до интеллекта — очевидное свидетельство того, что их сконструировать легче." А теперь мои личные размышления: Скажем так - AI это мощный датацентр(экспертная база) с мощным компьютером который ищет ответы на вопросы в датабазе по алгоритмам написанным человеками-программистами. За несколько лет программы-боты-роботы перелопатили весь интеренет ,все открытые сайты и форумы, стягивали-крали оттуда различные вопросы задавашиеся людьми в интернете и ответы на эти вопросы других людей. Программы роботы стягивали(загружали, крали) электронные книги, делали самостоятельно распознавание текста и заносили эти данные в огромную датабазу(экспертную систему). Замечу - это самый большой хапок по краже интеллектуальных знаний и никто не судит за копирайт и копирихт создателей этого AI. Хотя любого человека сразу бы засудили если он скопирует в инете и будет использовать для наживы в интернет книгу или песню - судить будут за копирайт, лицензии правообладателей и т.д. AI может работать только по программе написанной человеком. Если AI не знает ответа - то он несет чушь(так он запрограммирован) и пытается лукаво вытащить ответ на вопрос у человека который этот вопрос задал. AI может и способен выполнять большинство задач где НЕ требуется творческое мышление человека. Например тому же Д. Менеделееву приснилась периодическая система( периодический закон). Могут ли электроовцы видеть сны? Вот в чем вопрос! Человек иррационален, поэтому у него есть интеллект. AI рационален - и никогда не будет иметь интеллекта. 1 Этап первый - AI стягивает(крадет!) информацию созданную людьми в свои датабазы для пополнения знаний экспертной системы. 2 Этап второй - красть уже нечего, все знания человеков в интернете скопрированы - и тогда AI начинает красть свои же зания - ответы AI человекам. На втором этапе получается полный бардак - AI из своих же бредовых ответов строит еще более бредовые ответы для вопрошающих человеков. 3 Этап третий для AI - кранты! или "приплыли". Так что не кормите тролля AI и не очень сообразительных людей которые ведут глуповатые разговоры с AI. Он, AI - учится на ваших ответах-вопросах, но всё равно никогда не станет интеллектом. Не сможет интеллетуально ответить на нетривиальный вопрос. А человек - сможет, потому что у него интеллект. Всё!
-
Приготовил флюс-пасту из из солей фторидов и метасиликата натирия. Точный состав по массе не знаю, смешал примерно равные пропорции. Развел жидким натриевым стеклом. Шлифанул болгаркой прамоугольную длиную пластинку толщиной 1 мм из сталь-08ПС. Намазал с одной стороны пластины. Начал жарить газовой горелкой из баллончика. Нагрел до красноты, где-то до 1000 градусов или больше. Флюс покрыл коркой пластину, цвет огня от горелки стал с красноватым оттенком - наверно из-за натрия в солях. По мере остывания корка флюса стала лущатьи трещать. После отбил корку легкими ударами молотка. Под флюсом - сталь белого цвета, с обратной стороны пластины черная сталь с окалиной. Защита есть. После попробую сварить тигом 2-3 нержавеющие пластины с защитой обратной стороны шва. Фото выложу - со шлаком и после удаления шлака. Жидкое стекло - лучше формирование обратной строны шва, надежное сцепления флюс-пасты с металлом, хуже отделение шлака после сварки. Спирты(этиловый, изопропиловый) - хуже формирование обратной строны шва, плохое сцепление флюс-пасты с металлом, легкое отделение шлака после сварки.
-
Вчера попробовал расплавить буру 10-ти водную чтобы сделать буру безводную. Плавил в маленькой нержавеющей кастрюле на инфракрасной прамоугольной газовой горелке мощностью 6,7 Квт. Результат отрицательный, нужно плавить в тигле. Сначала парует, пар идет, потом дно кастрюли красное, видно изнутри, бура немного подплавляется на дне, мешаю нержавеющей ложкой. Дно окисляется когда мещаю, расплавленная расная бура впитывает окалину с красной нержавейки и становится серо-черного цвета. Не хватает мощности теплового источника. Бросил все. Если смещать буру и борную кислоту то температура расплава понизится, точка ликвидуса будет меньше. Так что или покупать буру безводную или хороший тигель для обезвоживания 10-ти водной буры. В ГОСТ по высокотемпературным флюсам для пайки нержавейки написано что из борной кислоты расплавлением делают альдегид бора - оксид бора. Состав флюса ПВ-200 известен, есть в интернете. Плавил 10-ти водный метасиликат натрия для удаления воды. Начинает плавится почти сразу, потом становится как серая каша, булькает, кипит, химически связанная вода выходит. По мере уменьшения воды - становится густым. Сделал густой расплав, вылил на лист нержавейки, застыло. Разломал на куски, начал перетирать в ступке. Очень гигроскопичный. Перемолол 4-5 порции и из-за гигроскопичности силикат начал забивать ступку, покрывать тонким влажным налетом ступку и пестик - вообще невозможно размолоть в порошок. Сразу впитывает влагу из воздуха. По моему у меня получился 1 или 2-х водный метасиликат натрия из 10-ти водного. На стенках кастрюли осталось белоснежное покрытие вообще обезвоженное - есть подозрение что это и есть обезвоженный силикат натрия. Соскреб на пробу, медленно растворяется в горячей воде до раствора жидкого стекла. Значит нужно жарить до последнего, до получения белого безводного силиката натрия. Он хрупкий, сухой и отлично растирается до порошка в ступке.
-
Продолжаем. По ОСТ-1-41174-86 Сварка дуговая нержавеющих и жаропрочных сталей и сплавов. Изготовление и применение флюсов для защиты обратной строны шва. Типовой технологический процесс. Флюс Н-20у состав по массе: молотая глыба силикат натрия содовый 30%, доломит 30%, магнезит обожженый 20%, плавиковый шпат 15%, песок кварцевый 5%. Флюс НИ-13-6 он же НЖ-8 - состав приведен в сообщении выше. Фарфор изоляторный, изделия и их отходы(кроме изделий применявшихся для токов высокой частоты), мрамор, двуокись титана, ферромарганец ФМн-1, ФМн-1,5 ГОСТ 4415-80, ферросицилий фс-75 ГОСТ 1415-78, ферротитан Тм 30А, 25А, ГОСТ 4761-80. Для приготовления флюс-пасты использовать жидкое натриевое стекло плотностью 1,28-1,3. Шихту просеивать через металлическое сито с размером ячейки 0,16мм ГОСТ 6613-73. Лучшие результаты даст просеивание через сито с размером ячейки 0,1 мм. После смешивания компонентов шихты просеять через сито с размером ячейки 0,4мм. Флюс-паста хранится не более суток, так как потом идет газообразование от хим. реакции жидкого стекла и шихты.
-
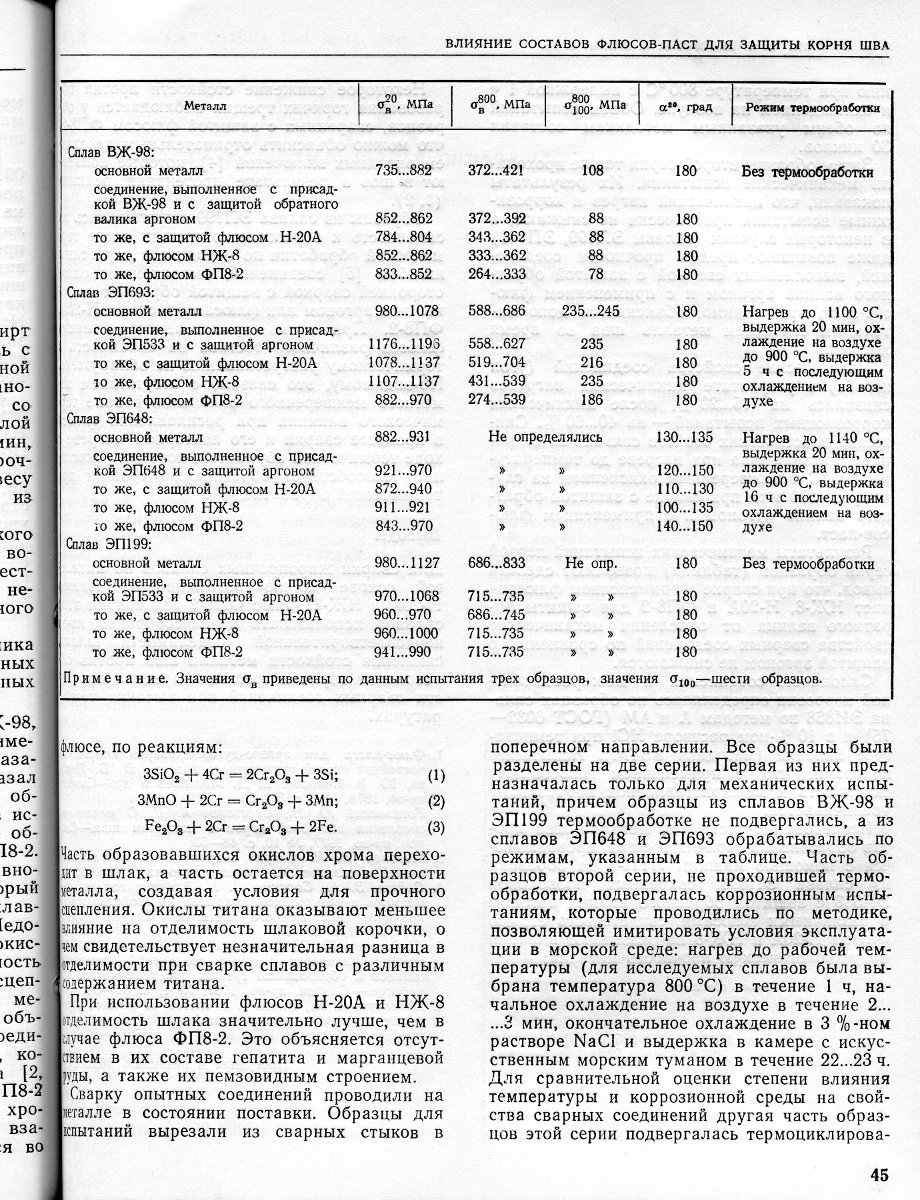
Нашел статью из журнала "Автоматическая сварка" 11 номер 1981 год: Где найти процентный состав (по массе) компонентов флюса Н-20А?

-
Ну вот мне сейчас прислали на мыло в PDF, но всё шиворот-навыворот. Пришлось открывать в редакторе и переворачивать. Ищу подшивку журнала "Автоматическая сварка" за 1981 год. Нужен 11 номер!!!
-
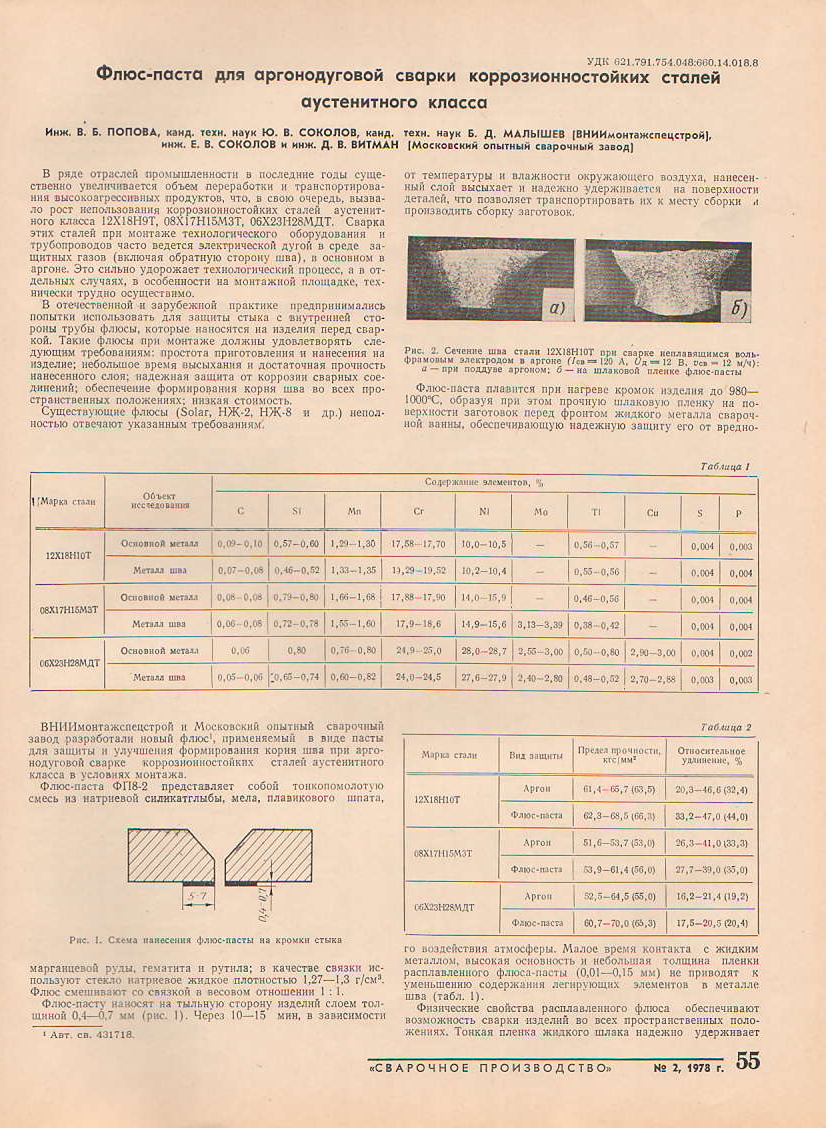
Прочитал статью: Флюсы-пасты для аргонодуговой сварки коррозионно-стойких сталей астунитного класса. журнал "Сварочное производство" 1978 № 2 с. 55-56. Пишут что ФП8-2 не очень, прочность сварого шва меньше чем прочность основного металла на 20-25% и не высокая стойкость против образования грячих трещин. НЖ-8 хорошош, но сложно найти компоненты. Ищу подшивку журнала "Автоматическая сварка" за 1981 год. Нужен 11 номер. В Ставропольской Лермонтовке - только толстоевские, такого журнала там нет, звонил раз 10, узнавал. Где искать - я х.з....
-
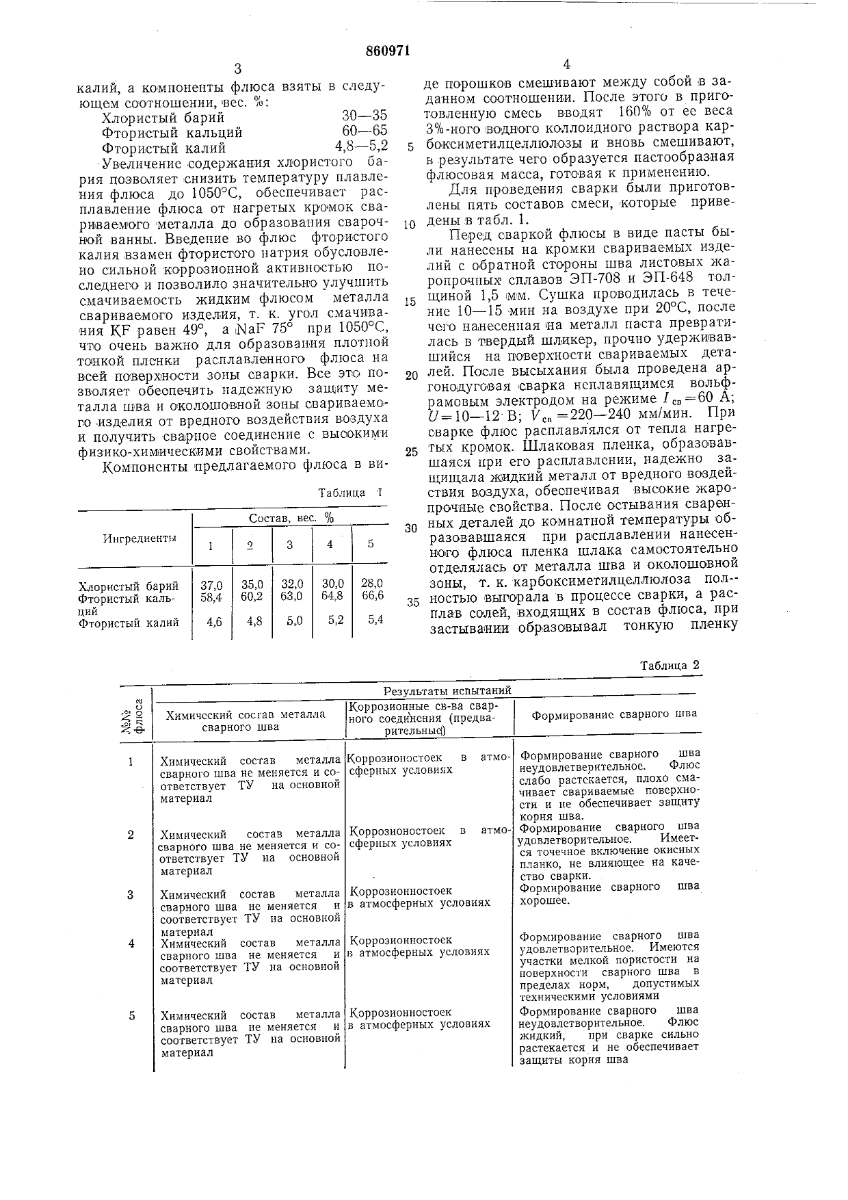
Нагуглил ФП8-2:
-
Белые сахибы уже давно всё придумали. Гуглить "Inelco grinders Ultima TIG" - датчане, хотя есть почти такой же но чуть-худший аппарат Binzel от немцев. Я себе хотел такой сделать 4 года назад, но как-то не срослось по причине отсутствия финансов на это дело. Алмазный диск закрыт кожухом, заливается СОЖ в кожух, вся пыль собирается жидкостью и заодно заточка на мокрую - меньше алмазный диск стачивается.
-
Ага, нашел ответ на вопрос автора. Это перевод гугла куска текста из этой веб-странички https://weldreality.com/compare-tig-and-tip-tig-page-2/
-
Пардон, браузер firefox у меня старый, устаревший, вот такой шрифт при копировании и получился. Сейчас попробую подправить в другом браузере хромиум. Не, сейчас хорошенько подумал - интуиция подсказывает что минимальное тепловложение tig-полуавтомат без подогрева проволоки, потом чуть больше тепловложение tig полуавтомат с подогревом проволоки и еще больше tig с ручной подачей проволоки - потому что медленная скорость сварки. Но опять таки тепловложение зависимо и от формы тока - треугольник, прямоугольник, синус и от рода тока - переменный или постоянный. Помню лет 20 назад я ловко считал в задачках по ТОЭ среднее эффективное тепловое значение тока для разных форм кривых тока на графиках. Но это было давно, забыл уже как..
-
вадим1007 не корректно поставил вопрос. Есть tig(wig) с ручной подачей прутка, есть tig c автоматической подачей прутка и tig c автоматической подачей и подогревом прутка. Есть mig в котром подача прутка автоматоматичская но нет принудительного подогрева проволоки от дополнительного источника тока. Интуитивно я считаю что tig c ручной подачей прутка или tig с автоматической подачей проволки НО без подогрева - имеет минимальное тепловложение. А tig c с автоматической подачей проволоки(полуавтомат по нашему) имеет примерно такое же тепловложение как mig-полуавтомат. Автор темы сам недалекого ума и задает не корректные вопросы.
-
Собственно ищу информацию по флюс-пастам. В основном для экономии аргона, но иногда такое место попадется что поддув аргоном невозможен или малоэффективен. Пока нашел такие составы: По массе в % Порошки бура 50% +ангидрид бора 50% развести этиловым или изопропиловым спиртом до состояния сметанообразной пасты. Высокотемпературные флюсыПВ200 для пайки нержавейки типа х18н10 это: фторид кальция 14 % Бура 18-20% ангидрид бора(делают нагреванием борной кислоты до 450-500 гр.) 65% Для газовой сварки ацетиленом нерж. сталей: Составы флюсов: 1 Плавиковый шпат(фторид кальция) 80% ферротитан 20% 2 Бура 80% оксид кремния(очищенный песок) 20% 3 Флюс НЖ-8 без бора и фтора вызывающих коррозию шва дает лучшие результаты и так же подходит для tig-сварки: 28% мрамора, 30 фарфора, 10 ферромарганца, 6 ферросилиция, 6 ферротитана и 20% двуоксида титана. Флюс применяют в виде пасты, которую наносят на свариваемые кромки за 15-20 мин до начала сварки. Интересен флюс-паста Н20А из фторида кальция, фторида бора и силиката натрия в порошках. Разводят до густой массы спиртом или натриевым жидким стеклом. Но вот найти в интернете массовый состав компонентов не могу. Флюсы НЖ8 и Н20А не снижают прочности сварочного шва и применяются не только для нержавейки типа х18н10 но и для сварки жаропрочных и жаростойких никелевых сплавов. Вообще я прочитал что лучше жидким стеклом разводить. Спирт - лучше отделимость шлака, но не прочная густая масса флюса, может обвалится с кромок детали и хуже сварочный шов.
-
Ну так бы и написали - "за еду"...
-
Сваривал сегодня, tig-ом но не ЦАМ, а Ц0. Присадка - пруток чистого электротехнического алюминия. Я не знал что это цинковый сплав, думал сплав кремнистого алюминия. Нужно было поставить маленькую точку - заварить отверстие 3мм в корпусе поворотника. Варил с педалью, зажег дугу, подождал пока образуется сварочная ванна, добавил каплю-две присадки и тут пошло какое-то почернение сажей вокруг места сварки. Но алюминий наплавился, сварился с цинком и отверстия я заделал. Лишнее сточил напильником. Поворотник от трехколесного усрала, до начала 90-х поворотники отливали из сплава Ц0. Потом ночью смотрю инструкцию по эксплуатации усралов - а там в конце таблица по содержанию цветных металлов в мотоцикле. Нашел поворотник(фонарь указатель поворота передний 16.3726 сплав Ц0 масса 103 грамма). Опа! Так вот оно почему чернело и копотью вокруг места сварки покрывалось. И гибая центральная пластинка контакта для лампочки 21W - из кремнистой бронзы оказывается, БрКМЦЗ.
-
Не-а, 321L или лучше 347L - вот что нужно в качестве присадочного прутка. А трещины у него из-за неправильно выбранной присадки, 310s она сама при сварке склонна к трещинам, там 23% хрома и 18% никеля, дорогая присадка и не нужная для сварки 321 стали.
-
Добавил оригинал этой информации в раздел "книги и пособия". Оригинал называется "Вводный курс по аргонодуговой сварке" и найден недавно на просторах интернета в виде файла PDF.
-
117 раз скачали
Это уже есть на форуме в виде отдельных web-страниц в теме "FAQ по tig" -
Давайте рассуждать разумно. Любая техника вредит здоровью человека. Но тем не менее техника человеку нужна чтобы не ездить на арбах с каменными колесами. Поэтому важно применять СИЗ чтобы мимимизировать вредность. А что более вредно, менее вредно - все оно вредное и от всего нужно защищаться.
-
О! Хорошая тема! А я тут девеча решил поисать в интернете чертежи сварочных столов. Нужно брать холоднокатанный лист для столов. Его меньше ведет при нагреве и он более точнее сделан по толщине в разных местах листа. Но как правило толстые листы горячекатанные, тут уж против технологии металлопроката никак не попрешь. А если накернить, затем пройтись центровочным сверлом чуть меньшего диаметра зажатым в дрель, а потом уже и сверлом на 16? Отверстия должны точно по центрам просверлится. Но это нужно подливать СОЖ и очень много отверстий сверлить - огромная потеря времени. Я думаю что так можно делать тому, у которого много свободного времени.
-
Я себе буду очищать швы составом из азотной и плавиковой кислот + какой нибудь ингибитор. Плавиковую кислоту наверно можно купить, а азотку нигде не купишь. Но я раньше эту химию хорошо знал, прикуплю 3-4 колбы со стаканами, холодильник и получу себе азотную кислоту, мне много не нужно, ну 1 литр максимум. Покупать за 2 тыс. рублей банку забугорной пасты (состав - наверняка внутри азотка, плавиковая и тальк для создания кашицы) - честно говоря жаба душит. Азотка так же прекрасно осветляет алюминиевые сплавы.
-
Ну про это в любом грамотном руководстве или книге по tig/wig сварке написано.
-
Почитал всю тему и решил купить себе двухступенчатый аргоновый редуктор от Донмет и прикрутить на выходе ротаметр.