Миротворец
-
Постов
7 930 -
Зарегистрирован
-
Посещение
-
Победитель дней
39
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Миротворец
-
 Интересно, как это газ может повлиять на сварочный аппарат? Я быстрее поверю, что в аргоне аппарат прослужит дольше, чем на порошковой, за счёт снижения напряжения(силовая нагрузка немного меньше), а по СО2 так одинаково будет.
Интересно, как это газ может повлиять на сварочный аппарат? Я быстрее поверю, что в аргоне аппарат прослужит дольше, чем на порошковой, за счёт снижения напряжения(силовая нагрузка немного меньше), а по СО2 так одинаково будет. -
Значит так варите. Обычно баки толщиной от 0,6 мм до 3 мм, сварочные швы получаются толще основного металла и сломать их просто не реально. только рядом.
-
Ты же паял им и забыл . Castolin 192 CW. или Castolin 196FC. Мне больше Castolin 192 FBK нравится.
-
Большая редкость.
-
Прозвони провода от педали в растянутом виде, у китайцев очень часто бывают внутренние разрывы провода. Я знаю что ты уже прозванивал, но просто растяни по сильнее провод и ещё раз прозвони. Если всё нормально, то замени резистор в педали.
-
В аргоне нужно убавлять напряжение на 20-30%.и всё будет нормально, но лучше варить в смеси с СО2 80/20.
-
У 190-го флюс отдельно.
-
@Сергей Аксенов, Посмотри внимательно первую и вторую фотку 127 поста это и будет ответом.
-
А где здесь сварка то? Это варено в два прохода на токе 230А(это максимум у меня) с разделкой кромок, зазором 2-3 мм и предпрогревом 200 градусов, иначе шов не качественный получается.

-
Если сможете нагреть до температуры пайки, то можно и паять. Припой не прилипает потому что мало греете, потренируйтесь на более тонком материале.
-
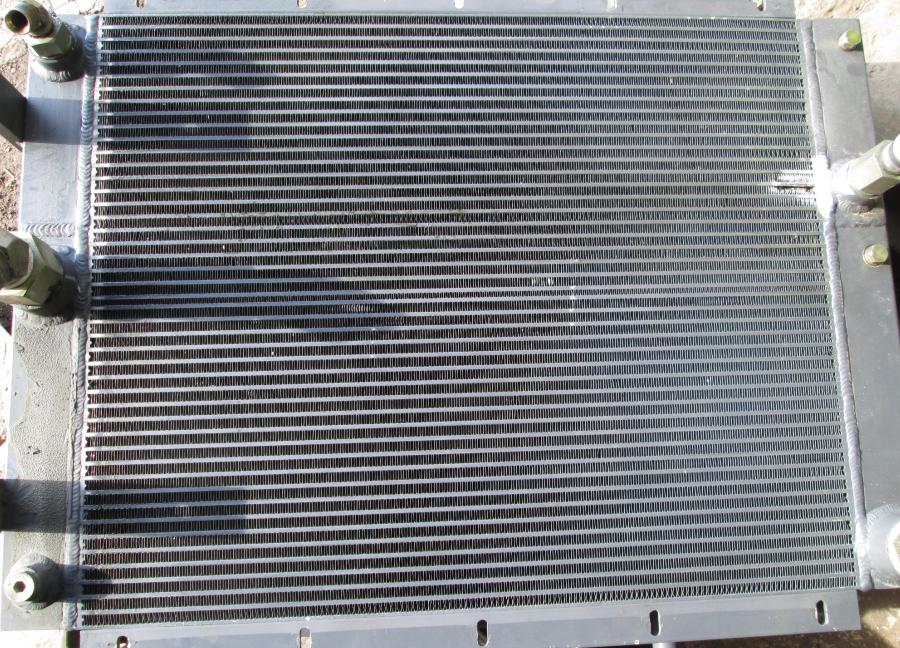
Да полностью сам делаю, по цене получается дороже нового китайского радиатора. По углу толщина стенки больше 3-х см, потом проварить то сможете? Ломать не строить.
-
Проще целиком срезать и заварить. Они очень толстые по наружным углам.


-
Странно, сегодня уже есть и работает, может ютуб вчера глючил.
-
А где ссылка то?
-
С Вербным
-
А скотч для элементов поддува?
-
Универсальные вольфрамовые электроды WL_10 с добавкой оксида лантана применяются почти во всех областях сварки постоянным и переменным током. Главное применение они находят при сварке легированных сталей, сплавов алюминия, никеля, меди и магния. Это самый тугоплавкий электрод. Чисто по постоянке это красные WT-20 и тёмно-синие WI-20, все остальные универсальные.
-
Чиркать можно и без вентильной. Совсем запутал, вообще то вентильная для без клапанных аппаратов.
-
Пара баков на газ 71

-
Я их присадкой АМг3 варю, проблем нет и на шильдике то же самое написано. 4043
-
Вот ещё на этой неделе сделал.







-
@chop13, Выбирай.
-
С виду страшненько, как с герметичностью? Лучше всё Кастолином.
-
Алюминий варится п/автоматом постоянным током, так что делайте, как ARGONIUS написал.
-
Детали лучше подогреть перед сваркой.