kuznezs
-
Постов
543 -
Зарегистрирован
-
Посещение
-
Победитель дней
8
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент kuznezs
-
 @tehsvar, Вас же некинули с проблемой и радуйся ,что не кинули.Помоему одинакого звучит.Может я и не пров. Налоги,таможня и весь г-р,это я всё понимаю.Только хозяева фирм поставщиков далеко не бедствуют.Не буду вдаваться в подробности жизненных наблюдений. Интересен такой нюанс.Налоги,таможня,доставка и прочее есть во всех государствах.Сварочник мой здесь стоит 26600 в карее 16000.(Отремонтированный тыщь 12)Маска спидглаз 100v по всему миру(австралия,канада,корея,британия)стоит 5000р,у нас 15000р.Плазморезки китайские на 50ампер в карее в америке стоят 7500р,у нас я купил на 25ампер за 18000р(сейчас она подешевле).Как так получается? Цены которые я назвал розничные.Если заниматься оптовыми поставками,то на эти товары будет большая скидка.Эта скидка и есть прибыль поставщика.По этому товары стоят по всему миру одинакого почти.Но только не в России.
@tehsvar, Вас же некинули с проблемой и радуйся ,что не кинули.Помоему одинакого звучит.Может я и не пров. Налоги,таможня и весь г-р,это я всё понимаю.Только хозяева фирм поставщиков далеко не бедствуют.Не буду вдаваться в подробности жизненных наблюдений. Интересен такой нюанс.Налоги,таможня,доставка и прочее есть во всех государствах.Сварочник мой здесь стоит 26600 в карее 16000.(Отремонтированный тыщь 12)Маска спидглаз 100v по всему миру(австралия,канада,корея,британия)стоит 5000р,у нас 15000р.Плазморезки китайские на 50ампер в карее в америке стоят 7500р,у нас я купил на 25ампер за 18000р(сейчас она подешевле).Как так получается? Цены которые я назвал розничные.Если заниматься оптовыми поставками,то на эти товары будет большая скидка.Эта скидка и есть прибыль поставщика.По этому товары стоят по всему миру одинакого почти.Но только не в России. -
Забрал аппарат.Сказали,что плата сгорела от большого кол-ва металической пыли.Непонятно как он ухитрился за 4 дня собрать столько пыли.У меня на рабочем столе её не особо много.И это всё таки профессиональное металлообрабатывающее,а не медицинское оборудование.Должна быть какая то защита. До этого я покупал аппарат постоянку тиг в том же магазине,у того же консультанта.Он посоветовал взять именно сварог,т.к. у него особая система охлождения и всю пыль выдувает.Через год пользования кончилась гарантия и я снял кожух.Там кроме пыли вообще ни чего не было видно.Пашет он уже 7или8 лет,переодически продуваю.Правда на 160 амперах я им не варил,как на новом.Может дело не в пыли,а в том что после 150 идёт режим самоуничтожения. Буду конструировать фильтра на воздухозабор. Да,в сервисе стоял аппарат с надписью отказной.Говорят:"клиент,как услышал цену на ремонт,отказался от сварочника".
-
@tehsvar, Когда я покупал сварочник,меня убеждали,что ни одного случая поломки у них не было.Лично мне пофигу,как выглядит сервис.В нашей стране всё в гаражах.Главное чтоб качественно сделали. 10 минут назад позвонили,сказали пол платы вагарело,заменили,приезжайте.Ну и Отлично.Главное тфу,тфу,тфу чтоб опять не выгорело. Сколько их в Москве продаётся?Сотни?У каждого тогда дома стоял бы ас/дс 200. На счёт спасибо,что не кинули.Моё мнение,что аппарат стоит в полтора раза больше чем во всём мире при зарплатах в четыре раза меньше,и за такие деньги сервис должен приезжать в течении часа ко мне на работу.Ещё лучше забрать аппарат,дать новый и извиниться.Но в России так не принято("радуйся,что не кинули")
-
@Шурпет, А что разъём ,если с минуса на плюс переставить?Как же тогда варят люди тигом на обратной полярности?
-
Отвёз в сервис.Сразу интуитивно заехал на територию за бетонным забором.И это правильно.Иначе долго бы их искал на этом проектируемом проезде.На територии дверь,крыльцо,надпись сварог в низу.Аля гараж.Это сервис крупнейшего поставщика сварога в Москву. Объяснил в чём дело.Мастер сказал:"странно"!"Чего же тут странного",-подумал я,глядя на ,стоящие рядом в мастерской,пять сварочников моей марки,несколько сварочников на 315 ампер и пару обычных мма сварогов. Сказали:"гарантия это святое,сделаем,звони не раньше 3 дня". Буду надеяться.
-
Думал поварить алюминий на обратной полярности.Только оказалось что у аппаратов постоянного тока на тиг сварке не предусмотренна обратная полярность.И ни где это не написано!!! А на ас/дс аппаратах есть переменка,зачем на нём варить алюминий постоянкой?
-
Наконец решился и Купил аппарат сварог.Такой же как ELITECH .6 августа.В сумме я им проработал 4 дня.Сегодня наплавляя на диск люминь ток150 ампер,вдруг оборвалась дуга и что то зажюжяло в аппарате.Подождал пол часика.Попробовал.Хрена.Искра есть одна,дальше жюжяние.Как будто сварочный процесс происходит внутри.Но дыма,вони нет.Успокойте,что может быть.Розетку проверял 220.Удлинитель короткий,2,5 квадрата не меньше.Да,и другой сварог постоянка варит на этом токе уже лет семь в нещадном режиме. Супер.Надо в гарантийку ехать на другой конец Москвы.И не раз наверное. Одна из характеристик от производителя: "Автозащита от перепадов напряжения и тока" Думаю притензий к розетке быть не может!
-
@Ferio, Пост наверное не 91? 91 пост аргониуса очень полезный.Но для полного успокоения хотелось подтверждения нескольких спецов. ак5 это есть 4043 понятно.Я про 6061 услышал впервые,что меня и сбило с толку.Я вообще про все эти цифиры услышал первый раз неделю назад. Диск доварил.Болгаркой своял диск.В конце концов это надо ровно фрезеровать,а не болгаркой ровнять.Я ж не скульптор. Блин оказывается,как сильно горелка греется.(140ампер)

-
@Ferio, Обоснования я выше описал.Бывает прямой шов лопается возле шва.Если шов не прямой и наплавлен ветвисто по кривой разделке,то вот так он не лопнет.Концентрации напряжений не ровномерные и разнонаправленные.Помоему алюминий ведёт себя немного подругому,чем железки?Да и я не предлагаю прямую трещину разделать хрен знает как.У меня диск вмят уже не равномерно и наплавлять буду тоже не равномерно.Или мне может ровный прямой кусок отрезать от диска,а потом наплавлять?Этот кусок быстрее отвалится и поведёт его с большей вероятностью.Какой смысл лешать диск хороших частей? Логика это таже математика и чтоб логически мыслить нужны составляющие т.е. знания в данной области.У меня их нет.Я только пытаюсь разобраться. Анотации к проволоке у меня нет.А то что сплав 6061 это и есть ад33 и варят прутком 4043,4047 не так просто найти в инете.Если Вы сразу об этом написали,я был бы очень благодарен.
-
@Ferio, Я образно имел ввиду.И помоему небольшой смысл в этом есть. А по поводу ад33,может я костноязычно написал,но ключевое там ,что его варят присадками 4043 4047.Так ведь?Или нет?
-
@BAV, 50 килограм на мм квадратный шва.Это нагрузка,которую выдерживает шов на разрыв.Допустим взять два куска полосы толщиной 2мм,шириной 30мм и сварить.Вот это заваренное сечение 2мм на 30 мм и будет теми милиметрами для расчёта.60 квадратных миллиметров.Умножаем на 50 килограмм.Получаем 3 тонны. Только сваренно должно быть с проваром,на всю ширину,а то получится нагрузка не совсем на разрыв. В Вашем случае с лестницей тоже нагрузка получается больше на излом,чем на разрыв.
-
НМСК ШТАМП ААААА! Вот Вы пишите.У меня чуть мозг не разорвало. На моём языке. Шов не прямой,а ветвистый типо.Заполняющий впадины по сторонам.Благодаря этому металл шва,если он не очень совпадает с основным металлом,лучше цепляется за основной металл.Так я понял? Наверное у дисков почти всегда такие швы.Прямой редко бывает. Ferio Так ад33 этож сплав.Его и варят присадками 4043 4047. (Пруток TIG ER-4043 широко применяемый для аргонодуговой сварки литейных Al - Si; Al - Si - Mg сплавов типа АД31, АД33, АД35. (Блоки ДВС, опорные плиты, рамы и т.п.)).
-
Может обе 4043 и 5356 присадки вместе сложить и так варить? Чё будет?
-
@Ferio, Вы уверены что диски делают из сплава ссплав 6061 (аналог АД33)? Посмотрел в инете.Рамы велосипедов делают,а про диски нет информации.И что значит дорогие?Я диски варю 19-21 дюйм,а они не могут быть дешовыми.Маленькие диски и смысла нет варить.Ну магний должен же гореть зелёным?У меня на диске 21 дюйм зелёным не горело. Цитаты: АД-33 В соответствии с принятой классификацией для алюминиевых сплавов авиаль марки АДЗЗ относят к группе материалов с низкой прочностью (σв ≤ 30 кгс/мм2). Её механические свойства (как и всех термоупрочняемых сплавов) сильно зависит от термической обработки. Что касается усталостной прочности, то оказалось, что для этих сплавов, так же как и для других алюминиевых сплавов, характерно отсутствие истинного предела усталости при комнатной температуре. Поскольку из сплавов АДЗЗ изготавливают детали, испытывающие во время эксплуатации действие циклических напряжений (например, лопасти вертолетов), то на этот счёт проведены достаточно детальные исследования. Исследование влияния величины зерна на усталостную прочность сплавов АДЗЗ показало, что крупнозернистый материал имеет меньшую выносливость. Предел усталости сплава АДЗЗ на базе 107 циклов примерно на 4 кгс/мм2 ниже у материала с крупнозернистой структурой. Применение Узлы крепления авиационные, крепление линз фотокамер, сцепления, Корабельные узлы и аппараты, электроарматура и соединители, декоративные изделия, заклепки, части магнето, тормозные поршни, гидравлические поршни, приспособления прибора, клапаны и части клапанов, рамы велосипеда Авиалями называют - алюминиевые деформируемые сплавы тройной системы алюминий - магний-кремний , которые могут содержать так же другие легирующие элементы.Общую характеристику авиалей можно дать в следующем виде. Авиали - группа деформируемых алюминиевых сплавов повышенной пластичности, низкой и средней прочности, с хорошими технологическими свойствами, высокой коррозионной стойкостью, низким электросопротивлением, способных подвергаться цветному анодированию и другим видам декоративной поверхностной обработки. Высокая пластичность в горячем состоянии позволяет изготавливать из них тонкостенные полые прессованные полуфабрикаты сложной формы. Авиали можно подвергать также штамповке, вытяжке и другим видам обработки давлением при комнатной температуре со значительными степенями пластической деформации. Авиали обладают хорошей пластичностью в холодном и горячем состоянии, удовлетворительно обрабатываются резанием после закалки и старения. Сварку этой группы деформируемых алюминиевых сплавов осуществляют аргоно-дуговым, роликовым и точечным методами. Свойства авиалей (в первую очередь механические) существенно зависят от их термической обработки, которая применяется в основном для повышения их прочности. Наиболее распространенным в промышленности видом термической обработки авиалей является закалка с последующим естественным или искусственным старением. Закалку всех авиалей проводят обычно с температуры 520- 530°С. Естественное старение сплавов протекает при комнатной температуре. В результате этого процесса повышаются пределы прочности и текучести, увеличивается твердость. Обычно считается, что для практического завершения процесса естественного старения необходимо 5-7 суток.
-
@AIN, В магазине сварочном.Рекламировать незя.Он там единственный был с ветрины.Я спросил сколько стоит редуктор французский с ротаметром.Они показали его,цена 2600р,а рядом висел ротаметр отдельно.Я попросил его продать.Продавец долго цену на него искал.Думаю,что у них был редуктор с этим ротаметром,который они давным давно разбили,а ротаметр остался.
-
Купил наверное французский ротаметр.Отдали за 850р.Подсоединил через переходники к своему кислородному редуктору.Эффект обрадовал.Без него я день побаловался сваркой.Ушло почти треть балона 40атм.С ротаметром день варил,ушло 10 атм. И электрод почти не горит.Не знаю из за ротаметра или из за того,что алюминий варил.Хотя на алюминии электрод сильнее должен сгорать.Ещё линзы заказал,вообще чумавая экономия газа будет. Да,по заточке.Купил круг карборундовый небольшой.Приделал к двигателю от древней стиралки.Вальфрам точит идеально.
-
Так чем всё таки диски варить 4043 или 5356? 5356 это же присадка с магнием,значит и диск должен быть с магнием.Тоесть гореть зелёным.Правильно?Или нет?Сегодня второй день,как варю алюминий.Принесли диск с двумя битостями и трещиной.Разделал с трещиной и заварил с присадкой 4043.Зелёным диск не горел.Вроде не плохо.Завтра вторую битость заваривать,а тут делема.Правильная присадка или нет?Что делать?Варить дальше 4043 или вырезать первую? Вчера усилители лопнувшие на капоте заваривал,вот там зелёным горело.Всё понятно.
-
За 50 тыш согласился бы,только без цементномешальных работ.Раствор не перевариваю.Хотя 50 за такую работу достаточно дёшего.С другой стороны действительно 4-5 дней работы нормально.Если ни кто мешать не будет.
-
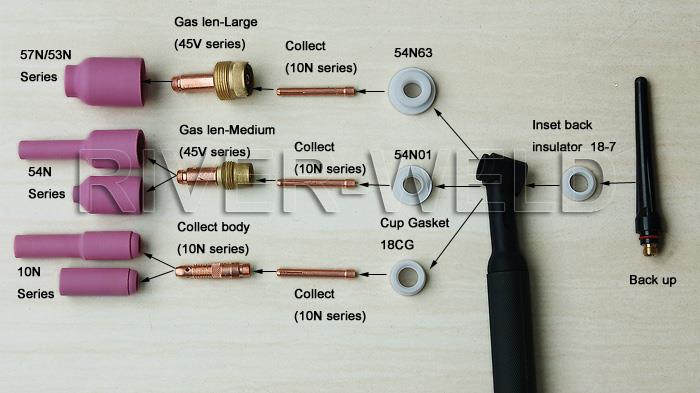
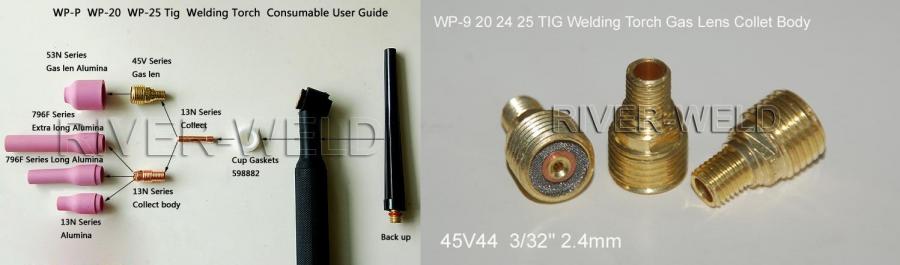
@круазик, Поздравте,купил аппарат китайский с девятью крутелками.Цанга на 2мм там есть.Спросил у них линзы.Они о таких не слышали.Так что закажу я наборчик на ебеях,чтоб не тратить время и бензин не укатывать в поисках. Вопрос.На этом аппарате горелка другая TS26.К ней газовые линзы такие же как на PW26?Кстати я в шоке от горелки и шлейфа.Всё равно что продевать нитку в иголку держа в руке лом.А я ещё на старую горелку наезжал.
-
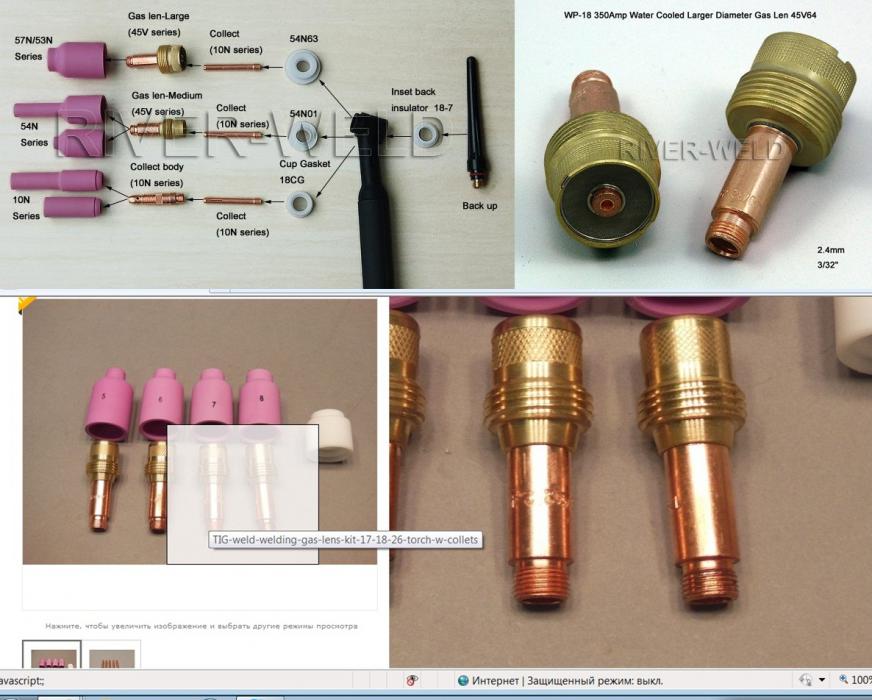
@круазик, Разве есть цанги 2мм?У меня в наборе к сварочнику давали 1.6, 2.4, 3.2.Да и линзы судя по всему такие же. Спасибо за разъяснение.Пойду в магазин,куплю линзу,керамику.Вот кольца белого 54т63 наверное у них не будет.
-
@shestuhin, Я там же.Горелка другая только. Возникло несколько вопросов к знающим.Есть линзы поменьше и побольше диаметром (large и medium).В чём разница?Какое у них назначение?В чём смысл? Керамика у меньших линз есть длинная и короткая.В чём фишка? Какие размеры отверстий линз к каким электродам?У меня электрод 2мм в цанге 2.4 не зажимается,а зажимается в 1.6. По опыту,посоветуйте стоит ли покупать целый набор,пригодится ли всё это?Электроды больше 2мм используются в обычной жизни,не на производстве?
-
@shestuhin, Может 600 рублей?Ссылку в личкуне скините?Чёта как то не сростается.Сам сижу на ебее смотрю линзы.Может 60 долларов?
-
@Шурпет, Может снабжению сказать,что бы баллоны нормальные привозили и редуктора купили.Или этому,ответственному за оборудование ,лицу.Помню должно быть такое и это не сварщик.
-
Понравилось экономия газа и дальше можно высунуть вальфрам.Как разобраться в этих линзах.?Хотелось на ебее подешевле заказать,а какие?Не ошибиться бы.У меня сварог.Горелка с примотаной на хомут кнопкой.
-
Приварил, муфта1/2"из нержавейки к полотенцесушителям.Раньше был длинный полотенчик,порезал и стало два.Проверил-герметично.Нержавейку варить гораздо приятнее,чем чернуху.Ничего не искрит,не кипит,всё видно,дуга красивая.Ток можно сильно уменьшить.Процесс идёт медленнее,и аккуратнее.Пока не образовалась нормальная ванна на обе детали,дуга горит куда ей вздумается.Иногда под 90 градусов.Интересно,как начинать угловой стык,как заставить дугу гореть на обе детали?Может сразу присадку пихать?