

sherwood
-
Постов
834 -
Зарегистрирован
-
Посещение
-
Победитель дней
7
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент sherwood
-
Это понятно, но цена вопроса в 300р., для меня не проблема. И если учесть что пока не предвидится что то сваривать где может мне потребоваться педаль с регулировкой. Но как только появится то куплю.
-
Понятно, значит все с присадкой.
-
То есть это относится к чернухи, в том плане что из нержавейки или титана деталь будет иметь в сварке большую прочность?
-
Это я уже понял. Так как оригинальной педали пока нет в наличие, а делать из другой нету времени, то купил просто педаль-кнопка не от сварочника (наверное от швейной машинки). Думаю уже будет хорошо, так как горелку в руку можно взять удобнее и не заморачиваться с кнопкой на горелке. И так же заказал горелку без кнопок, должна быть легче. Это даже не обсуждается, конечно должно быть. А вот с этим не соглашусь, по крайней мере не приемлемо к профессиям которыми владею. Когда в руки попадают чертежи в которых допуски в размерах, а оборудование которое есть под рукой не позволяет добиться такой точности, что тут можно придумать? Например токарный или фрезерный станок который имеет точность 0.1мм, как Вы собираетесь выполнять изделие которое должно иметь точность в 0.04мм? Да токарь может попытаться сделать деталь в таком диапазоне, но если деталей много? Если перед тем как деталь попала в руки токарю на ней уже произвели некоторые работы и если токарь просадит размер, то деталь пойдет в помойку, и соответственно все труды других работников. Наверное просто у сварки чуть больше допуски, вот и можно как то варьировать. Но все равно для себя не вижу проблем докупить например присадку того диаметра с которой мне комфортно, зачем создавать себе трудности? Я не сварщик, но думаю это должно быть так. Гвоздь можно и микроскопом забить, но наверное лучше пойти купить молоток и не только сделать работу, но и получить от этого еще и удовольствие. Еще вопросик к гуру, в каких случаях (хотя бы примерно) можно выполнять сварку своим телом? Например если нужно в гараж сделать стеллаж под инструмент или полку из профиля 20х20х1,5, сварка будет встык без зазора. Достаточно будет прочности или все таки без присадки это для более тонкого металла и менее нагруженного - декоративного?
-
Это понятно. Хотелось бы как то тренироваться сразу в правильном направлении. Время течет как вода. Знакомые персонажи, Гаечка и болтик.
-
Вот с этим пока проблема, так как несколько профессиональных профессий на которых работал и работаю подразумевают точность. Например слесарь, там нельзя примерно отрезать заготовку, примерно изготовить изделие. Дали пачку чертежей с размерами, допусками, из какого материала и т.д. Все понятно и нет проблем. Или нельзя примерно затянуть ГБЦ на автомобиле, есть порядок и момент затяжки, нельзя примерно влить масло в ДВС или примерно какое нибудь. То же все понятно. Или нельзя примерно настроить ПК или сетевое оборудование, все настройки прописаны и они точные а не примерные, если примерные то работать ни чего не будет. Да и само понятие ПРИМЕРНО там отсутствует. Цифры не могут быть примерными. Тут же как например написать картину, нет прямых линий, нет размеров, все на усмотрение художника. Хочешь на 90А сваривай 3мм стали, хочешь на 110А. Хочешь 1.6мм электрод, хочешь 2.4мм. Хочешь 1мм расстояние до ванны, хочешь 3мм. С присадкой такая же тема, несколько диаметров. Ладно вообщем лирика это. Я как бы понимаю, что все сводится к одному, шов должен получится, провар металла должен быть и т.д. Только с разным набором параметров сварка будет происходить по разному - это понятно. Сегодня еще было время по практиковаться просто швы на металле без присадки, становится уже лучше, прямее. Но ни как не мог долбится стабильность, а потом дошло, я заготовку 3мм положил на профиль 50х50 и получилось что я руку не мог положить на кисть и вести по шву удерживая зазор и темп. Рука только на локоть опиралась в таком режиме наверное можно добиться хорошего результата но наверное очень долго, лучше когда кисть лежит на столе. Вообщем думаю нарезать еще заготовок и потренироваться в таком режиме. Видел даже у какого то блогера приспособа из труб, прикрученную к краю стола и регулируется под разный размер и положение. Думаю ценное приспособление, мож себе такое смастерить.
-
Это не шов, а просто лист металла, тренируюсь. Не совсем понятно что значит продавить, точнее понимаю - это что бы с другой стороны появился какой то наплыв. Но и при 80А если немного задержаться на одном месте, то шов вываливается с обратной стороны. Не понимаю как это можно делать. Когда подаю присадку в ванну то она сразу плавится, а если ее убрать от ванны то она и не плавится. Было бы видео, но я так понимаю это будет совсем наглость с моей стороны.
-
Подскажите, тренируюсь накладывать швы на 3мм пластине чернуха. Ток от 80 до 100А. Для такой толщины и тока какую бы Вы использовали присадку (мм)? Пробую 0,8 но как я понимаю ток для такого диаметра слишком большой и еще при подносе присадки к ванне она уже оплавляется и образуется шарик. Может это из отсутствия опыта и надо как то пытаться быстрее подавать, и когда получается немного то шов вроде как выглядет более менее имеется ввиду по ширине и высоте. Если присадка 1,2 то с ней намного легче но и шов уже как то выше и шире. С 1,6 вообще много металл и с такой присадкой наверное уже надо колебательные движения делать в лево в право от направления шва? P.S. Если уменьшить ток например до 50А, то проволока 0,8 уже так не плавится, но ток я так понимаю слишком маленький для листа 3мм, так как метал не успевает прогреться глубже, а верх уже начинает кипеть. Шов в таком случае я так понимаю получится поверхностный.
-
Это я уже понял, так и хотел сделать фаску и оставить притупление какое то, может 2мм. Мне смущало выдержит ли конструкция если будет шов только с одной стороны.
-
Вот скорее в сторону косынок буду смотреть. Их можно с краю приварить не обязательно во внутрь лезть. И тогда с наружной стороны будет шов, а с внутренней будет косынка, пускай даже и с одной стороны приварена. Спасибо за идею.
-
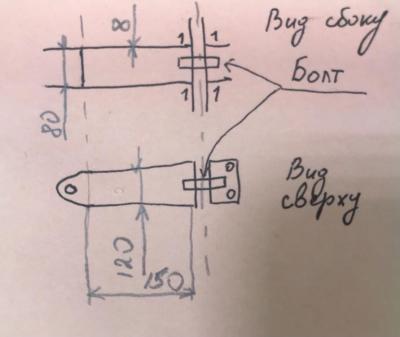
Длина вертикально выступающих с правой стороны? Еще не решено но думаю не меньше 80мм. А остальные размеры есть. 26-тая горелка с стандартным набором сопла и линзы. Не измерял конечно, но так сказать на глаз думается что ровно не войдет и будет большой угол. Хотя может и нет. То есть с одной стороны думает будет достаточно проварить? Если не получится подлесть. И хорошенько проварить как Вы говорите у меня не завернет в узел все это изделие? Нагрузка будет на Болт или ось скорее всего, который будет стараться оторвать вертикальные пластины к которым будут тавром приварены горизонтальные пластины. Как Вы думаете лучше постараться с двух сторон проварить или хватит с одной? Так как это не просто тавр, а вся конструкция все таки сварена в замкнутое изделие то нагрузка наверное распределится и возможно все таки хватит провара только снаружи?
-
Думал поймете. Понятно что есть в нем куча ошибок и не дочетов, но хотелось передать саму суть, что между двумя 8мм пластинами нужно вставить перегородку из такого же материала и приварить ее. И с правой стороны эти пластины так сказать тавром приварить еще к одной 8мм пластине. В обоих случаях наверное не под лесть горелкой. Интересует правая сторона, так как она будет работать на разрыв, а приварить ее смогу наверное только снаружи. То есть тавр но приваренный только с одной стороны и работающий на разрыв.
-
Будет кронштейн между мото-блоком и плугом. Так как наверное 26-ой горелкой при таких размерах не подлезу во внутрь планирую попробовать сварить только снаружи. Шов обозначил №1. Хотя конечно можно попробовать и ММА изнутри что то приварить, хотя опыта у меня и в ней не много. И при такой толщине металла (8мм) наверное надо уже снимать фаску и проходить не в один проход? Или может посоветуете как сделать лучше.
-
Что бы тренироваться нужно понимать что делаешь и иметь данные. На данный момент у меня есть только длина дуги, положение горелки относительно металла и примерный ампераж. Нет на мой взгляд еще пары данных, это диаметр присадки и скорость сварки то есть когда начинать движение после того как металл расплавился. Думаю не проблема будет за несколько часов-дней-недель подобрать скорость движение горелки и присадки, что бы получился ровный валик и небыли прославления на обратной стороне. НО, так же убежден, что если после этого попробовать сделать то же самое с 1мм сталью, то ни чего не получится так как процесс был просто побран а не понят. Так же за энном количество дней можно и на 1мм сделать все то же самое как на 3мм, НО если после этого вернуться на 3мм, то убежден что опять ни чего не получится, нужно будет время что бы подстроится. К сожалению моторика скелета и мышц человека далека от совершенства. Я думаю что бы сваривать слету металл любой толщины нужно понимания процесса когда уже пора двигать горелку или подавать присадку и сколько. Повторюсь пока у меня нет ответа на этот вопрос.
-
Понятно, что ни чего не понятно. Ладно, я спать.
-
Я наверное понял, нужно по краям орентироватся? Края показывают размер ванны ну например 5мм, дальше начинаешь двигаться и стараешься на глаз держать шов 5мм, если шов стал уже или шире, то это значит изменилось расстояние между электродом и ванной? Или нет? От времени зависит размер ванны? Например если она только образовалась то имеет один размер по ширине, а если я буду держать дольше дугу на одном месте она увеличится в размере по ширине или нет просто металл будет кипеть да и будет прожог если толщина маленькая металла.
-
У меня как на первом фото. Края ванны я вижу, но не вижу на каком расстоянии электрод от ней.
-
Даже если взять присадку например 0.8мм? Вроде металла не так много не должен валик получится большой. Да, нет я все прекрасно понимаю. Есть несколько других специальностей в которых так сказать большой опыт, и когда задают вопросы новички тоже не знаешь с чего начать ответ, потому что за что не возьмись тема обширная а сказать начни с азов это пятилетка, а так сказать у кого есть сейчас время. Какой то замкнутый круг. У меня не так часто получается потренироваться, вообщем собираю информацию, а потом как появляется время то ее пробую. Еще вопрос про зазор между электродом и металлом, пока дуги нет то как бы нет проблем сделать проход электродом над металлом и держать зазор 1-2мм, но когда загорается дуга то вообще не видно где заканчивается электрод и как то не очень понятно по чему ориентироваться. Видео которые есть в инете там тоже все в "огне". Есть какие ориентиры или у всех как то на подсознательном уровне уже?
-
НО, для того что бы начать так сказать тренировку надо понимать на какую глубину проплавлять метал, то есть должно быть что то с обратной стороны или нет. Думаю для любой тренировки в любом деле должны быть вводные данные, тут думаю мало данных в виде - Главное что бы валик был ровный. Тут кто то из гуру выкладывал какие то ГОСТы по соединениям, там конечно нет как должен выглядеть шов на листе металла, но там на сколько я понял на соединение встык, тавр на такой толщине метала не должно быть проплавления на другую сторону. Думаю что буду тренироваться что бы метал был чистый, ну или измененного цвета.
-
Понятно. Подскажите что в итоге должно получится? В том плане нужно добиваться что бы с обратной стороны ни чего не было (сплавления металла, валиков) кроме изменения цвета металла, ну и ровного шва как по высоте так и по ширине? Или должно быть с обратной стороны какое то сплавление металла и даже валик? P.S. Глядя на высоту швов которые получились, что то мне думается что с увеличением диаметра присадки швы еще выше будут. Попробую.
-
Вот что получилось на 3мм стали, 48А, 1.2мм присадка. Что не так кроме кривых швов? Что то на 3мм как то лучше получается чем на 1.5мм, правда 1.5мм катанная сталь может с этим связано.


-
Попробовал не получилось. Не могу понять, если я тренируюсь на листовой стали 1.5-2мм без присадки 40-48А делать швы должен ли с обратной стороны образовываться валик или нет? Или надо только сверху расплавить металл и не допускать прославления на другую сторону? На сколько я понимаю тогда и шва то ни какого не будет только расплавления поверхности и плюс еще шов немного станет ниже чем основной металл. И если пробовать с присадкой какой диаметр? Пытаюсь с 1.2мм но думается мне что надо либо 1мм либо вообще 0.8мм.
-
И не чего ответить. Хотел написать что я и так в очках свариваю, а тут уже двое одевают.
-
Спасибо что предупредили, а не забанили сразу. Скорее всего относительно. И это понятно все в мире относительно. Да, про это тоже читал, но не это имел ввиду, при наклоне электрода ванна становится овалом. а при вертикальном она круглая. Вот это не понятно. Как наклон электрода влияет на моторику руки? Для себя не вижу трудности вести электрод вертикально или под наклоном - одинаково пока сложно. Да законы физики тоже об этом говорят, согласен полностью. Вопрос как совладать с такой малой ванной.
-
Это я читал и слышал много раз. Не знаю почему пишут что не видно при вертикальном расположении горелки, я прекрасно вижу электрод, вижу зазор между электродом и ванной, вижу расплавленный метал. Сопло у меня №8, вылет электрода примерно 5мм. Просто при таком положении горелки ванна в диаметре очень маленькая, подавать пруток не удобно можно коснуться электрода, если пруток чуть дальше от ванны то он прилипает к металлу, это и понятно не до конца расплавляется. И потом, а как же делают американские швы, там горелка имеет окуительный наклон по отношению к заготовки. Вообщем хочу попробовать наклонить горелку градусов на 45.




