sherwood
-
Постов
834 -
Зарегистрирован
-
Посещение
-
Победитель дней
7
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент sherwood
-
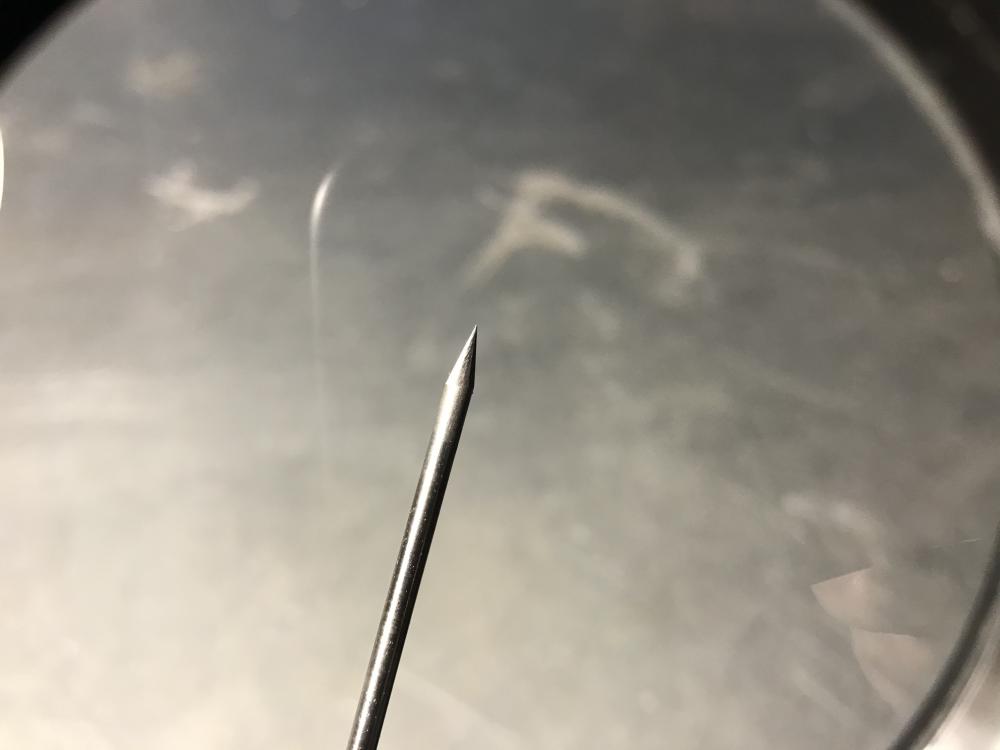
Кружком обвел. Вы то же самое видите при сварке? Я да. Но если поменять электрод на 1.6 при токе 70А то то что обвел красным пропадает и остается один электрод белого цвета.

-
Не берусь судить. Опыта мало. Но Когда при токе 80А и электрод 2.4 подавал присадку 2.0 то шов был бугром, было много присадки, хотя так же ее "капал" в ванну. Сегодня ток 70А электрод 1.6мм присадка 2.0мм шов расплылся в ширину. Исходя из этого понимаю что толщина электрода как то влияет на сварочный процесс. Если у меня дело в маске или с глазами, то почему при тех же настройках но с другим диаметром электрода все меняется в плане изображения? Завтра если не забуду попробую с обычным щитком от трансформаторного сварочника (купленного еще в СССР), стекло наверное 3-4мм. Но знания из книжек как то этому противоречат. Вы все берете максимальный ток на который не рассчитан тот или иной электрод, но если это так то тогда зачем 1.0, 1.6, 2.0 электроды? Делали бы пару размеров 2.0 и 4.0 (не знаю есть ли больше) и все токи верхний перекрыты. Не верю что 1.0 электрод сделали для того что у какого то сварочника не зажжется дуга на 15А и с электродом 2.4мм. Выше Selco выложил для меня видео, я вижу все тоже самое что на видио. Вы видите на нем кончик электрода или все таки фонарь на конце?
-
Вопрос в том, а зачем ее пихать с такой скоростью (это же как полуавтомат), если можно спокойно подавать например 2.0мм? И количество присадки во шве будет столько же. То есть Вы опять хотите сказать, что электрод 2.4 на 50А будет весь белый и не будет на кончике ни какого красного фонарика? Что это проблема с глазами или с маской?
-
Сегодня потратил часа полтора и все таки о том о чем думал то и случилось. Частенько встречал таблицы в которых указывается рабочий ток для каждого диаметра электрода от и до. Сначала покрутил настройки маски и ни чего не выявил, то есть все регулировки DIN сводятся к яркости самого электрода и места вокруг него. Если делать ярче то видно несколько сантиметров вокруг места сварки и сама дуга яркая. Если делать темнее то видно только место сварки или вообще один огонек. На вид электрода это ни как не влияет. Вид точно такой как видно на роликах которые Вы показали, на них мы видим красную "ауру" вокруг кончика электрода и ни чего не видим что под ним да и сам электрод. Тем более не видно из-за нее что за электродом, только края ванны. Не спроста такое множество электродов, если было бы все равно каким электродом сваривать, то их бы и делали пару видов. И так, вернемся к моим баранам. Поставил ток 70А, электрод 2.4 сталь 3мм, вижу все то же самое что на видио, с одним отличием - электрод красный только в месте заточки, выше темный. Так же красная "аура" примерно 4мм вокруг, ванна не большая, плавится как то неахти. Можно на ощупь пройти шов, впрочем так раньше и делал. Пробовал длинные швы, сантиметров 10 ни чего не меняется. Тока не хватает для этого электрода. Ставлю 1.6 электрод на тех же 70А та же 3мм сталь и опа электрод за 1с становится весь белый, ни каких свечении вокруг нет, такое ощущение что и дуги не видно. Вижу все, даже что под электродом делается, вижу ванну сзади электрода. Ванна стала в два раза больше по диаметру и плавится как то лучше, то есть ожидаемо. Зря не попробовал, но наверное можно было еще убавить ток. Так же если чуть задержаться то и провал есть, то есть тока хватает. После десятка швов электрод блестит как котовые бубенчики. Все таки при таком нагреве электрода ток в нем течет по другому и это влияет на сварку. Теперь я понимаю почему иногда я все таки видел все, во первых мог электрод заточить чуть острее и тогда кончик прогревался и было видно, так же переодически ток добавлял по совету с форумов, а это хорошо для 2.4 электрода от 90А это уже его диапазон. Да, еще вспомнил смотрел одного блогера, может и здесь он есть, он называл это красным фонариком, когда закончил шов можно выставить минимальный ток то на электроде будет фонарик которым можно подсветить шов. Вот такой же фонарик и у меня только он на всем протяжении шва. Значит мало тока и я был прав. Я понимаю что сейчас Вы скажете что говорили поставь больше тока например 120А, так как швы какие то не понятные, но это ответ был не на вопрос почему не видно электрода. Если бы Вы сказали что не видишь потому что для такого тока электрод нужен тоньше то все сразу же стало понятно. Так же понимаю, что на 120А сваривать 3мм стали это лучше так как шов делаешь быстрее а значит меньше нагреваешь деталь и соответсвенно ее меньше коробит, но это пока не мой уровень. Мне надо пока разобраться что к чему. Так же есть второй вопрос на который так же не могу найти ответ и на который так же отвечают что могу сваривать любой толщиной присадки. Но подумав и попробовав пока понял, что что бы на 70А сваривая 3мм стали подавать 0.8мм присадку (как рекомендуют) и что бы она была постоянно в ванне то ее нужно просто пихать туда и очень быстро, если чуть задержался то сразу шарик и присадка оплавляется примерно на 5мм от ванны. Но, если присадку 2.0 подавать небольшими капельками, то шов получается точно такой же. На глаз что за 1с подать 1.5см 0.8 присадки что за 1с подать 3мм 2.0 присадки, количества присадки во шве наверное одинаково. Так же где то видел таблицы что на 3мм стали присадка нужна примерно 2.4мм, но на форумах и блогеры как по шаблону твердят - возьми 1мм. Теперь буду разбираться с присадкой.
-
Электроды у меня пока одни WL-20 (голубой). Значит дело не в них. Очень накладная проба. Эта обошлась в 5.5т.р., попробовать сменить что то из более дорогого сегмента? На днях попробую протестить на разных токах швы понакладывать. Подумав думаю что от тока зависит. Хотя если это дело в маске и хамелеон так себя ведет, как хочет меняет затемнение, то жесть. Как тогда люди сваривают в масках за 1000-3000т.р. Жесть. И что тогда видно в маске за 30т.р. На увеличение тока это я понимаю, речь идет на маленьком токе но с большим диаметром электрода. Хотелось бы увидеть как на 50А видна ванна и кончик электрода.
-
Нет, считаю как прочитал в мануала. Внутренний выходной диаметр сопла, который не совпадает с маркировкой, например сопло №8 имеет примерно 11мм диаметр, если не ошибаюсь. Уже много раз читал это, но так и не ответили. То есть Вы хотите сказать, что 4мм электродом на 50А будет прекрасно видно ванну и кончик электрода в момент сварки? Если да, то тогда вопрос зачем тогда такое разнообразие электродов и таблиц в которых описывается какие электроды для каких токов?
-
Хорош, ответьте мне на вопрос, хватит чужим деньгам и судьбам завидовать и как бабы кости перемалывать. Что бы в Америке или другой кап стране жить нужно решится на такое. Там все просто так кроме денег, и даже улыбки и интерес о Вашем здоровье. Это не просто слова. Так сказать Американцем нужно родится, переехать молодым, пока не кунулся в жизнь в бывших соц странах проще, кто уже пожил, очень сложно. Образ жизни не тот. Отвечайте на мой вопрос, а то модераторов позову.
-
Во, как Вы все активизировались, соскучились? Ща я Вам всем отвечу. Я сейчас в начале пути и ориентируюсь только на то что бы электрод не чернел и не горел. Про это читал, большой поток сдувает дугу. Это тоже попадалось, по этой таблице и примерно ставил расход, но речь про диаметр сопла который выходит за рамки данной таблицы. Есть один из вопрос, на который пока не нашел ответа, только "Я могу сваривать любым электродом", " Мне вообще пофиг каким сваривать", и т.д. Вопрос вот в чем, пока учусь ни как не могу найти закономерность, а именно хороший вид ванны. То хорошо видно, то какой то огненный шар и свариваешь так сказать на ощупь. Сегодня опять с этим столкнулся. Делал рамку из профильной трубы 40х20х2. Делал прихватки в углах, 70А, 2.4 (электрод), 7 сопло с линзой, 7л., газ. Зажигаю дугу и нихера ни чего не вижу. Покрутил маску немного, сделал поярче - не помогло. Сделал несколько прихваток и поднял ток на 80А., и о чудо сразу стало все видно. Прихватки то хорошо, но сваривать на таком токе наверное не смогу. Так вот опять возвращаюсь к вопросу, что до 90А мож 1.6 электрод нужно использовать (в инете очень много таблиц где как бы про это и написано)? На малых токах 2.4 не разгорается как нужно. Или я что то не то делаю, ввиду своей не опытности?
-
Вы ни чего не путаете? Для меня это первый ответ что находил в инете, в основном на каждый мм сопла примерно 1л., газа. Для такого сопла в диаметре примерно 23мм нужно ставить 6-7л? Пробовать второй раз не буду, думаю не зачем, чудес не бывает, но при таком расходе в первой моей попытке когда поставил эту линзу с соплом, и оставил 8л газа от предыдущей керамики №8 то при первой же дуге электрод оплавился. 14л., это минимум на чем можно работать с таким вылетом электрода. Защита примерно мм 4 от краев шва. Если поставить 20л., то примерно сантиметр от шва. В инете пишут для такого сопла и 30л., будет хорошо. Но мне пока это не нужно, цвет-мет не свариваю, а для стали 3 и 7-8 сопла с линзой хватает. Так может поясните, мож я как новичок что то не понимаю и почему у меня на 8л., с таким соплом не заработало? Может конечно электрод убрать поглубже но тогда смысл такого сопла пропадает, не удобно будет, мешать сопло будет.
-
Да так и есть. Походу что бы получить совсем ровный шов нужно горелку двигать без остановки и присадку так же подавать. Как на полу-автомате. Горелку я скорее всего смогу двигать ровно в заданном темпе но вот присадку ровно столько же подавать - это точно нет. Совсем забыл про это. Тогда нужно больше металла и газа.
-
Да уже понял, что мало подаю присадки. Вернее буду пробовать рекомендации. Ровность шва за горелкой достигается подачей присадки спереди. "Я так думаю".
-
Что вижу я. Когда зажег дугу метал начал плавится и образовался бугорок металла (как олово когда плавишь). Если не ошибаюсь то размер ванны больше чем размер расплавленного металл. Если подержать немного то металл в мгновение растекается по всей ванне и становится не бугром а ровный. Специально остановился что бы посмотреть что произошло. Там где сваривал шов чуть ниже металла, а с обратной стороны появился бугор, то есть провалился. То есть в тот момент когда металл бугорком и меньше ванны подать присадку что бы расплавленный металл заполнил всю ванну, так? Я уже стал подумывать о том что я мало подаю присадки, можно наверное сказать что я ее не подаю, а просто опускаю в ванну и сколько оплавилось столько и остается. Хорошо, буду пробовать. Примерно куда перемещать, на край ванны или дальше на не расплавленный металл? Но тогда получается что сзади шов который мы наполнили опять останется полу пустым? На видио плохо видно сколько подают присадки. Присадка блестит и когда ее опускаю в ванну не видно сколько ее подали, думал что оплавился кончик и все. И так же видео сбоку не видно что ванна заполняется. Видел когда алюминий сваривали, там присадка была с рисками и было видно когда окунали в ванну как двигался пруток, сколько рисок улетало в ванну. Но на сколько я понял это алюминий и туда надо много подавать.
-
Спасибо за ответы. По порядку: Вот с этим ни как не разберусь, Вы говорите тока маловата, но я эти швы и так делаю по мне быстро примерно раз в 1с двигаю горелку на край ванны. Если задержаться то ванна провалится. Добавить ток, но тогда и двигать горелку придется быстрее и получится тоже самое, только скорость больше. Или же надо постараться с этим током поймать момент что бы и с обратной стороны не вылезло и шов расплавился? По поводу узкого шва, я не делаю колебательных движений в стороны и швы у меня всегда были такие, даже когда пробовал на 1.5мм металле и проваливал ванну на обратную сторону швы все равно узкие. Не пойму как они будут шире от величины тока? Так же если ао Вашему они высокие, может присадку взять 1.2мм с ней вроде швы были ниже? Какую инфу нашел в инете той и пользовался. То есть разогреваю металл, получается ванна, двигаю электрод вперед так что бы он смотрел на край ванны, плавится металл, добавляю присадку и так повторяю до конца шва. Одни и те же такты. Да вижу что швы как лепешки, у других они какие то ровные. Но пробовал двигать не на край ванны а меньше, но не получилось, так как ориентира нет на сколько двигать да и получается двигаешь электрод на то же местно (чуть дальше) где уже и так расплавленный метал, проваливается ванна. Так и не смог найти в инете как все таки делать. Только то что я и делаю, подвинул - подал присадку, подвинул - подал присадку. То есть это нормально? С таким кончиком можно дальше варить? Или все таки надо затачивать после нескольких швов что бы электрод был всегда чистым? Может у меня из-за этого кончик электрода плохо видно, дуга горит как то не понятно? Да, уже сам как то подумал. Вроде все тоже самое было и с обычной керамикой 7-8. С расходом в 8л. Оставлю ее на цвет-мет, может когда дойду до него.
-
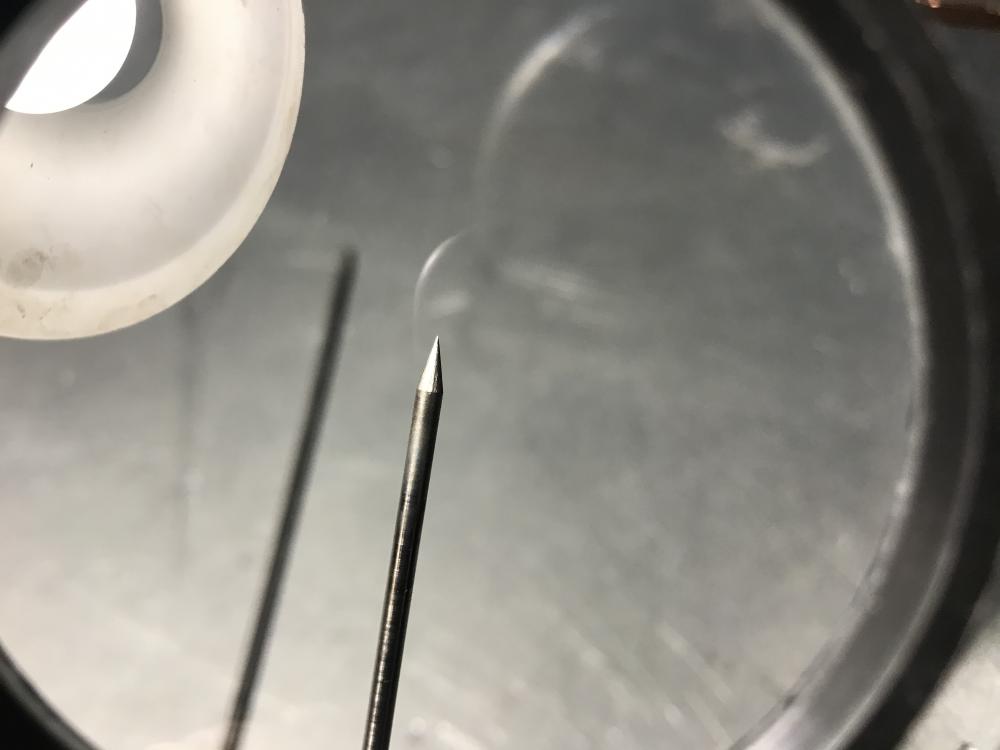
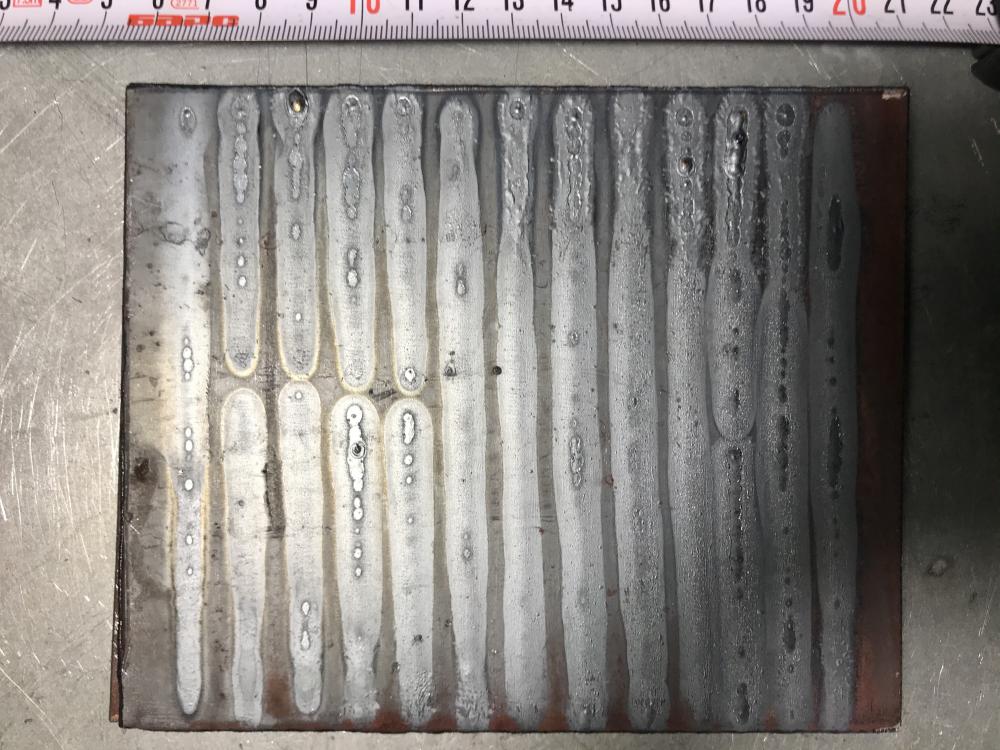
Видео пока не снял, ни кто не помог. Сделал фото. Расход газа 14л, электрод 2.4мм, предгаз 0.5, старт 10А 0.5с, ток 90А, снижение 0.5с 10А, постгаз 10с. Сталь 3мм. Горелка: Заточка: Первый шов без присадки, с 2-10 с присадкой 1.6мм, с 11-ого присадка 2.0мм: Электрод после первых 3 швов, в ванну не косался, кончик почернел немного: Для сравнения с заточенным: Это электрод после всех швов, какой то черный кончик: Сварка в стык:









-
Вроде бы как и фотки нужны, но думаю после Ваших рекомендаций по каждому шву я все равно не пойму из-за того что я же не машина (новичок) что бы каждый шов делать в одном темпе и с одинаковым зазором и скоростью подачи присадки. Рука еще не набита. Скажете Вы вот на этом шве много присадки было, на этом скорость маленькая, на этом большая и т.д. Я же все равно не вспомню как какой шов делал. На данный момент пытаюсь что бы на обратной стороне не было валика (металл ровный только цвет на шве меняется) и шов ровной ширины и высоты. Так сказать набиваю руку. Завтра будет пару часиков, сделаю тогда фотки штук двадцати швов с обоих сторон. Сделаю, хотя визуально после 10 швов вроде цвет не меняется. Да, вопрос по электроду, после сварки на нем ни малейшего изменения быть не должно? Бывает что после нескольких швов кончик меняет цвет, иногда после сварки какой то матовый немного. Grovers 200 AC/DC, электрод 2.4мм линза 8 (керамика), предпродув 0.5с, старт 10А, нарастание 0.6с, ток 90А, снижение 0.6с,заварка кратера 10А, пост газ 10с. Расход газа 8л. Не засекал, но наверное двигаю горелку раз в 1с, на край ванны, ванна и шов примерно 6-8мм, если на секунду задержаться то с обратной стороны валик. Метал до дыр я не прожигаю, если Вы об этом. Да, хотел это сделать, но не знаю найду кого что бы смог поснимать, одному не получится. Как то надо маску держать, в ней телефон. Даже если найду кто поможет не факт что получится. Да, понимаю по видио Вы бы сразу сказали что да как. И спасибо за наводку, надо попробовать как то поснимать а потом посмотреть, потому что когда свариваешь не всегда за всем уследишь, а по видио в спокойной обстановки можно понять что не так делал. +
-
Не флудите в теме, тут для новичков сварщиков, а Вам в тему для психиаторов. Собрал сегодня новую 26 горелку без кнопки, с мягким шлейфом (с Алика). По весу намного легче, так же тоньше и мягче шланг с кабелем. Так же собрал педаль (от швейной машинке наверное), только включение. Что хочу сказать это небо и земля. Хват горелки теперь удобнее (нет кнопки) можно брать как удобно. Швы стали намного ровнее, зазор держать стало легче. Так же поставил стеклянное сопло примерно 23мм диаметром (газ пришлось увеличить с 8 до 14л). С таким соплом удобнее подавать присадку, места защищенного аргоном больше, можно присадку дальше от ванны отводить. Пока на повестки один вопрос с каким надо разобраться и я не понимаю на что обратить внимание что бы его решить. Это то что не всегда идет стабильно сварка, в том плане что вот ванна вот дуга вот кончик электрода все как бы хорошо, но иногда толи дуга горит как то не хорошо (мож гуляет) толи напруга падает (мож аппарат чудит). Вообщем в какой то момент замечаю что кончика электрода не видно, ванна видна только по кроям, просто продолжаешь сваривать в таком темпе и все. Шов вроде получается как обычно. Потом опять начинаешь новый шов и может все идти нормально. Может это зазор увеличиваю или уменьшаю по неопытности, мож еще что. Сварка идет быстро 90А сталь 3мм, не особо постоишь что бы посмотреть что да как - прожжешь почти сразу.
-
Чем дальше тем интереснее. Еще была возможность потренироваться. И обнаружил как видно когда происходит провал шва (ванны). Ванна сначала бугром, а потом она становится плоской, вот в этот момент шов провалился на другую сторону. Попробовал ради эксперимента проварить шов в таком режиме и с обратной стороны получил выпуклый шов, как будто его варили с той стороны.
-
Разве только сварка? Это в любой профессии. Есть такая поговорка в IT индустрии, но она применима к любой профессии - "Администратор не обязан знать ответы на все вопросы, но он должен их задавать". В корне не согласен, в любой профессии каким бы ты спецом не был, всегда найдется тот кто надерет тебе зад. Спасибо что подбодрили, а то начинает теряться уверенность в результате. И в мыслях не было, давно живу и прекрасно понимаю, что отвечать на форуме это дело добровольное и если мне кто то не ответил это его право и винить его не в чем. И с этим согласен. Эти ролики смотрел, и не только их. Вот сразу и вопрос, по первому видео сложно определить. Какой диаметра присадки и какой ток и толщина металла? Выглядит как будто пруток около 3мм. Так же на видио пруток почти рядом с электродом и краем сопла, если я поднесу так близко пруток то от тут же оплавится, а на видео он не плавится, значить либо пруток толстый либо ток не большой для него. На выходных хочу попробовать по тренироваться с 1.6мм или даже попробовать 2.0мм., на 90-100А. Отрабатываю одной рукой, в другую можно взять и например карандаш, но это не совсем то так как присадка удлиняется а карандаш двигается от него, при сварке все наоборот, присадка укорачивается, а электрод движется на нее. Да и там все в такт, подвинул горелку, потом подал присадку, подвинул горелку, подал присадку. Нет одновременных движений, на мой взгляд, да и в юности учился в муз. школе по классу гитары, делать разные движения разными руками вроде не проблема. Буду пробовать бороться с более толстыми присадками.
-
К сожалению так в любой области, пока не в теме любой совет кажется правильным, а тот кто его дает - Гуру в своем деле. Но стоит окунуться в тему и начинаешь понимать кто есть кто. Думаю, что нет. Голова должна быть на плечах, дали совет - попробовал, сказал что не получилось, поправили пошел еще пробовать. Дальше начинаешь понимать, что что то в совете не то. Берешь другой совет и пробуешь. А как же иначе? Тогда зачем эту тему открывать? Сделали бы ее закрытой с одним всего лишь топиком - "Дорогу осилит идущий". И приписка - Новички, как научитесь сваривать приходите в профильные форумы, там мы померимся у кого длиньше. Как то так.
-
Это понятно - Правильному выбору предшествует не правильный. И это понятно, но не понимаю что делаю не так, было бы проще если указали на ошибки. Может присадка маленького диаметра 1.2мм? Пластина сталь 3мм, ток 100А, электрод 2.4мм. При таком токе присадка начинает плавится еще на подходе к ванне. Может присадка должна быть толще? Пробовал 1.6мм, вроде уже плавится меньше но металла в шве как то много.
-
Наблатыкался подавать присадку 1.2мм в кожаной рукавички. Нарисовал линию 20см и прижав к ней конец присадки подаю. Могу подавать примерно 1см в секунду строго по линии. Вроде бы все хорошо, НО стал пробовать на реальном шве и не получилось, а именно как только подаешь в ванную - пруток прилипает и не возможно его подвинуть (это понятно - пруток оплавился и жидкий на конце, чего бы ему не прилипнуть). Если подавать с отрывом, то есть подал в ванную и приподнял то нет проблем, но так подать не получается в смысле перебором, только подаю тот кусок который есть в руке от ванны до руки и когда он заканчивается приходится останавливать сварку. Попробовал подавать не прикасаясь к металлу но это наверное не реально, двигать пруток и не выходить за границы наверное 3мм "трубы", когда прижат, то движение пальцев этот прижим не дает шевелится присадки, а вот когда он в воздухе, малейшее движение левой руки и конец присадки улетает от шва на несколько см, а это не приемлемо. Мож подскажете что не так?
-
Понятно, на фото кажется что это бугор, а это вогнутый шов наверное. По поводу маски, у меня по мимо разных переключалок есть еще крутилка затемнения я так понимаю, сваривал в одном положении вроде как на видео у блогеров кончика электрода не видно, просто шар яркий. Попробовал убрать немного затемнения и стал отчетливо виден кончик электрода, а яркий шар превратился в какой то прозрачный. Раньше не обращал внимания просто покрутил, вижу темнее или ярче становится, оставил в каком то среднем положении и все.
-
Это без присадки? Фото так не передает действительность, бугор как будто присадка.
-
Кругом засада. Но пока не предвидятся такие токи и такие длинные швы, а если будут, то к тому времени думаю должен научится сваривать, а если нет то и браться не зачем. Так делал, очень хорошо получается, но подумал, а как же я потом присадку буду подавать. Горелка придет, кнопку на ногу поставлю, кисть на стол опущу - думаю уже будет хорошо. Пока еще надо присадку наблотыкаться подавать, сложно в перчатках, то скользит, то в ванну ни как не попадешь, дергаешь и все. Держать зазор и прямолинейность намного легче, чем присадку подать. Подать получается если не большой длины и безе перебора, просто подаешь пока рука до горелки не дойдет. Может так и буду пока сваривать, так как швы не длинные 50мм, присадки должно хватать.
-
Пока не научишься ездить, то и не поймешь. И с ABS можно улететь мало не покажется (как заблуждение, что зимняя резина стоит - значит можно летать как летом по сухому асфальту), она не дает заблокировать колеса, что бы водитель мог продолжать управлять автомобилем и уйти в сторону от столкновения (например). Если водить еще не научился, то зажмешь педаль тормоза и глаза вместе и будешь думать что ABS поможет. Но это не так. Так и тут думаю, что бы научится работать педалью нужно научится сваривать. Для меня уже будет хорошо, если кнопку нажать ногой, а кисть руки перенести ближе к краю горелки, так значительнее проще контролировать прямолинейность движения горелки и зазор между электродом и ванной.