aleksein
-
Постов
478 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент aleksein
-
50м2.....2019 декабрь-5890руб......2020 декабрь-8609 руб....На днях правительство пообещало увеличение цен на тепло и электричество....
-
Это он?
-
При закрытом клапане на аппарате в шланге существует давление.....При одноступенчатом редукторе -большое ,а при двухступенчатом регулировании намного меньше. Измерять надо не ротаметром ,а манометром в магистрали. При срабатывании клапана на аппарате (резкого) мы получаем удар газа на шарик и он взлетает, даже без нарушения расходной характеристики регуляторов. Но, если имеем давление в шланге соответствующим расходу газа Пшика не происходит ... Для этого же и рекомендуют ставить вторую ступень рядом с аппаратом, чтобы исключить влияние шланга.
-
Этот и другие оптимизаторы представляют собой редукторы низкого давления (только без манометра). У меня в такой связке работают два углекислотных редуктора. Настраиваю так- при полностью открытом втором редукторе, устанавливаю расход на 5 литров больше требуемого и регулировкой второго выставляю требуемое.. Скажем, мне на горелке требуется 10 литров в мин, выходной расход первого установливаю 15 и вторым установливаю 10. Все работает нормально. Рекомендуемая длинна соединительного шланга 3 метра. Так-же рекомендуют устанавливать второй редуктор(оптимизатор) в непосредственной близости от аппарата дабы исключить влияние наполнения шланга... ugaida,У Вас на первых фото какое давление стоит? 2/3 шкалы второго манометра , а у оптимизатора максимальное входное давление 1 кг. извеняюсь,10кг. но, на больших давлениях на входе получаются Пшики... Я настраиваю как написал выше и все работает нормально...Это на Sпот режиме особенно важно...
-
Вот посмотрите.....длинна дуги для каждого вида сварки( коротким замыканием,любым видом каплеобразования,импульсом) должна быть определенной и не зависеть от вылета проволоки. Варим в помещении-вылет от сопла-5-8мм,это достаточно для газовой защиты шва..Варим недоступный угол-вылет делаем 8-12мм. газовой защиты тоже хватает..Варим на улице-вылет делаем 3-5мм, иначе газовой защиты не хватает... Если оставляем для улицы большой вылет,то придется увеличить расход газа примерно вдвое....А длинна дуги должна оставаться определенной . Если мы уменьшаем вылет проволоки, то сталкиваемся с перегревом наконечника и как следствие, с неравномерной подачей проволоки ,для этого утапливаем наконечник в сопло примерно на 3 мм. Не подпиливая его ,а просто выдвигая сопло.Вылет проволоки определяет степень газовой защиты , а наконечник утапливается от перегрева... 1.Ток в полуавтомате не зависит от напряжения(закон Ома) 2.Ток в полуавтомате и есть регулировка скорости подачи и более ничем не регулируется. Очень доходчиво это описано в видеоролике =Лаборатория сварки= на Ютубе.
-
Уважаемые,где на фото МР-3 ????? перчатки фуфло ,прошитые 40 -ой швейной нитью . Расползаются мгновенно.....Ну давайте будем честными.... Бутчер, я неправильно посоветовал? Может СПЕЦЫ посоветовали умнее и доступнее ???
-
Офигеть не встать , эт кто сказал что нельзя сверху вниз???? А я варю по незнанке и рутилом РЦ. Приподнимать электрод тоже ,наверное ,забыть надо и что такое электродинамическое дутье тоже... И на какой ветер мне снизу вверх варить профиль, кады сверху в два раза быстрее и аккуратнее. Я какие электроды посоветовал? Рутил .А марку? Потому,что МР-3 белорусские липнут и отвратно варят. Понятно с Вами. У нас тоже такие есть на работе,,ну все знают, а сделать ничего не могут. Ууумммные ужасть....В ютуб сходите =сварщик в городе= почти весь канал про профиля и рутил.... Да не про двойку толщину, а про полторашку....
-
У Вас есть что-то посоветовать? так посоветуйте человеку....Конкретно,без болтовни пустой. И сверху вниз профиля не варят электродом ? консультанты блин..... 2мм прожечь на 70 ампер , на месте стоять надо,а не двигать электродом.... Полярность никто не сказал поменять, или не знакомы с тепловложением на прямой и обратной. Про направление сварки ( углом вперед-назад) тоже скромно умолчали. Вы, вероятнее, теоретик ????
-
1.Пересоедените на обратную полярность сварки,т.е. на держаке должен быть плюс. 2. Ток нормальный. Варите с ходом электрода вперед-назад ,примерное расстояние шага 3-5мм . и через 2-3 секунды как-бы приподнимаете быстро конец электрода над ванной миллиметров на 5..Этим вы отгоните шлак и увидите ванну. 3. Старайтесь максимально близко держать электрод к ванне. Т.е. Зажгли дугу и опустили электрод на обмазку, просто опустите его ,и пошли короткими шагами, приподнимая временами электрод,как-бы поддергивая его вверх. И все будет хорошо. Посмотрите ролики в Ютубе .. Автор =Виталий М= Я по таким учился.Из Беларусских лучше варят =Монолит Стандарт РЦ=
-
уточняла.....текменовские. Но ,не для России сделанные и проходящие внутренний контроль фирмы для допуска к постановке в маску..
-
Я к тому, что за удобство и здоровье надо платить самому.
-
Писал уже, что Елезавета Ватсон предупреждала,что на токах более 200 ампер Текмен глючит. А у Вас , Спидглас и Текмен личные,за свои кровные купленные????? и у меня висит простая,и в ней работаю..
-
Почему сразу диванные? Человек ко всему привыкает...Чтобы купить новый набор ключей(хороший набор) своему отцу ,пришлось уговорить матушку не отпустить его на рыбалку. Вам нравится,и хорошо. Мне Текмен нравится, а Ватсон Елизавете-ЕСАБ, Лысенко в Спидгласе работает с адфло.... главное,чтобы работа доставляла удовлетворение ,а не болезненные ощущения... Если обложить 412 москвич бриллиантами- очень дорого будет стоить....Но, все равно ,он останется Москвичом.....Только с бриллиантами...
-
Ну ,Вы сами себе и ответили.А тупой начальник и оборудование зажимает... Простая маска- 150 руб стоит, со стеклом, а спидглас и оптрель скока? я имею в виду не со смотровой щелью как в танке, а с комфортным стеклом....экономикус.....и так сойдет.
-
А на сколько скорость срабатывания выше ? Вы, как менеджер по продажам ,выдаете естественное за достижение... стекло не пропускает ультрафиолет....А вот инфракрасный пропускает...А Текмен и его убирает. И что выигрываем в итоге? Прошлый век защищаете Уважаемый, на календаре другое время уже.......
-
Ну,так можно же это получить...И кто мешает? Смеси существуют и сделать не велика проблема. Значит и от Хелви можно получать приемлемую для Вас сварку. Просто знать надо как. А тут уже все разжевали до мелочей. Значит надо работать и радоваться. Вот Елизавета Ватсон варит Тигом аргоном какой-то высокой американской чистоты...А дать ей мой баллон аргона и я бы посмотрел на ее сварку.
-
Женщины прекрасно себя чувствуют на монотонных,однообразных работах, требующих внимания и терпения....Мужчина более динамичен и нестабилен в действии... Кто сказал,что сварщик и водитель чисто мужская работа? Скорее эти работы женщинам более подходят.Целый день варить одно и тоже... Или правила соблюдать...У них лучше получается.... И соображалка еще неизвестно у кого лучше...Домашнее хозяйство и за детьми смотреть у них значит ума хватает(кто домашними делами рулит у нас?) ...Странами управлять.А что мужик? Диван,телевизор,пиво.....И пальцы веером, я хозяин.....
-
Он спрашивает , могу ли я купить Лорх.... Отвечаю-могу...И Фрониус тоже ,в пару Лорху ...Вопрос-ЗАЧЕМ?????? Все вопросы по поводу индуктивности и ее влияния на импульс можно решить только осциллограммой...Столько наговорено,столько копьев сломано. Тут только осциллограмма спасет с Хелви и Крамера...
-
Вы опять не поняли меня, это не Крамер работает хуже,это я еще к нему не привык. Ну, несколько раз варил им, я еще в настройках импульсов плаваю по сабаковому, мне он нравится .не работает он хуже . А Лорх можете? Я даже ежиков могу против шерсти.....
-
А у меня на Крамере получается хуже и что ? Я к нему еще не настроился и он меня еще не признал. Я лично на себя грешу , а не на аппарат. А на Хелви нормально, в меню захожу только для переключения металла и все, остальное с легонца двумя крутилками. Это плюс и большой ,по моему. Да , дороговат Хелви, но ведь никто и не заставляет его покупать. Ну, не нравится мне эта колбаса-пойду другую возьму. Про эти аппараты уже столько наговорили. Выбирай не хочу. И нет у меня проблем с поджигом на нем и капли мимо не летят,если горелку ставиш,чтобы капли в ванну летели ,а не мимо, и видно просто мизерный промежуток между концом проволоки и малюсенькой капелькой и эта капелька пульсирует в такт импульсу или просто кончик проволоки и ванна сама собой заливается. И Крамер хорош, ничего плохого сказать про него не могу.Стоил бы как Хелви и все равно купил-бы его. Оба нравятся ....Хорошие аппараты.Это еще на 80/20 варю...40 кг осталось еще,никак не добью. Ват показывал на той недели коробки из 1.5 нержавейки,сваренные по наружному углу..... и без последующей зачистки , Крамером, во второй раз взяв в руки. Даже мысли небыло Хелви варить, просто не сварил бы так. Я не варю с утра и до вечера ежедневно, и моторика хромает и опыта недостает....Но,я стараюсь. Про смесь я доехал еще прошлым летом, потом Вы сказали,затем Селко выложил график зависимости каплеобразования от смеси и теперь надо пробовать не 92/8, а 95/5. Она и по нержавейке нормально пойдет. У нас ,по сей день, нержавейку углекислотой варят. Всех устраивает ... Это я бестолковый, аппараты за свои деньги покупаю, смеси, маски....Больной на всю голову.......
-
Аппарат хорош и проблем которые описывал Хлорофос , я в нем не наблюдаю. Просто и легко настраивается, варит так-же как Селко показал.Единственное отличие от SPOT режима-нет регулировки длительности импульса...... Селко-это не к аппарату прицепились, это на Копича реакция...
-
Без поясов страховочных работают-непорядок.....
-
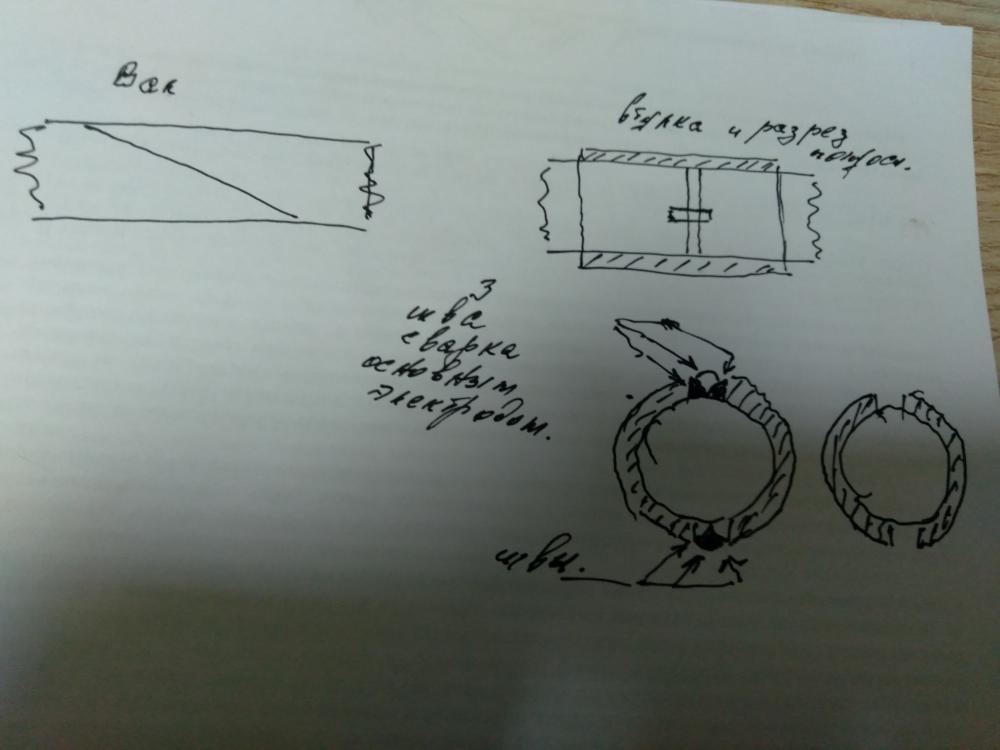
Я конечно сильно извеняюсь,но Уважаемые, при чем здесь сварка трубы и вала????? Силы действующие на полуось и кардан прикиньте... и материал из чего они изготовлены...А метчики при чем? сам их так удлиннял и ничего...Работают.У меня нет желания приводить в данный момент мат.расчет сил действующих на метчик,, но поверьте они меньше не соизмеримо. Вал (тем более полуось)Варится с косым разрезом (если не ошибаюсь-2 диаметра),в данном случае метод не проходит-укоротим полуось. А с разрезанной вдоль втулкой соединение получается прочнее, чем с косым разрезом. Мне годиков меньше, чем количество переваренных валов,карданов и удлинненных полуосей. Это работает .Много было сделано снегоходов на шинах низкого давления и пневмобаллонах. В 80-х была такая мода и сбыт достойный.Блин,сейчас попробую нарисовать.
-
И в теории не будет работать.Вы никогда не сделаете равномерный (базовый металл по кольцу) он изменит свою структуру и останется всего немного в центре полуоси. А при сварке вдоль сколько останется нетронутого???? Все валы не варятся кольцевым швом.Только вдоль. В данном случае точка соединения находится внутри втулки сваренной вдоль ...Просто прикиньте зону воздействия сварки в обоих случаях... Валы еще варят под угловым разрезом,но в данном варианте он не приемлем...Только резать втулку и никаких кольцевых швов. И будет правильно и надежно....
-
Сварено НЕПРАВИЛЬНО. При сварке валов и прочее кольцевым швом не ВАРИТСЯ....100% облом рядом со сваркой.. И он будет......Смотрите.... 1. подготовка ,разделка и заварка точки соединения проведена правильно. 2. Втулка режется вдоль на две части и с зазором позволяющим проварить каждую половину сплошным швом вдоль полуоси, третьим швом мы соединяем эти два шва.... Получаем полный провар втулки ВДОЛЬ полуоси и никаких кольцевых швов.... Никогда не поломает... Штифт у него служит для центровки оси и сделан правильно. Таким способом удлинял полуоси на снегоходах на больших колесах.....За 7 лет эксплуатации не было случаев поломки полуоси.....