Александр Волков
-
Постов
140 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Александр Волков
-
Давайте по порядку я с Вами поделюсь личным опытом. Если есть большое количество денежных знаков, то конечно можно приобрести такую маску с подачей воздуха. Как правило, это почти всегда топовые модели с хорошими характеристиками светофильтра. Но это если есть ЛИШНИЕ (СВОБОДНЫЕ) 60-120 тысяч. Что касается надежности, то такие вещи как правило обладают запасом прочности и просто так из строя не выйдут. У нас на предприятии выдавали маски с подачей воздуха ОПтрель Е634 с турбоблоком Clean Air, потому что использовалась полуавтоматическая сварка Алюминия в среде аргона - большое количество вредных веществ, в такой ситуации оправдано использовать маску с подачей - но покупать ее самому не было необходимости, т.к. выдавали на предприятии. Стоимость комплекта составляла около 100 тысяч рублей. Фильтра и стекла не маску тоже не дешевые - покупать из своего кармана накладно. Однако при определенном виде работ использование таких масок, повторюсь, неудобно. Каждый раз снимать и потом опять надевать лицевое уплотнение - это очень, ОЧЕНЬ неудобно и тормозит работу. Ползая под/над/внутри вагона мне было и в простой маске неудобно, что говорить про турбоблок на спине... Если условия работы позволяют не торопясь, с толком и расстановкой, на верстаке и без спешки сваривать изделия, то конечно маску с турбоблоком применять можно и нужно. Смотря что за работа у вас будет, везде же по разному. Насколько я понимаю, суммы за маску с парпом не пугают Вас. Тогда, отбросив сомнения, можно купить Текмен с турбоблоком. Сам не использовал, но слышал на форуме только хорошие отзывы. Есть представители компании здесь, помогут советом в случае чего. Да и цена по сравнению со Спидгласс вполне доступная. И расходники дешевле - фильтры, стекла. В крайнем случае турбоблок можно дома оставить, да или продать на авито или на форуме - желающие найдутся. А маски Текмен, что идут в комплекте с парп, очень хороши по характеристикам, почитайте отдельную ветку на форуме про них, маски практически на уровне мировых лидеров, но цена дешевле. В такой маске и без турбоблока работать приятно будет.
-
Коллега, подумайте хорошенько, а так ли необходима вам такая маска? В какую организацию вы планируете устроиться? Имейте в виду, что использование маски с подачей воздуха очень неудобная штука, и подходит для ограниченного круга сварочных задач. В условиях стесненного пространства и/или быстрого темпа работы у вас просто не будет времени и возможности постоянно поднимать и опускать маску, поправляя каждый раз лицевое уплотнение. Маска с подачей хороша только при неторопливой и размеренной однообразной работе, скажем при сварке на ПА "отсюда и до обеда". Если где-то на стройке, на монтаже или на производстве в быстром темпе при постоянном давлении от начальства использование такой маски НЕЦЕЛЕСООБРАЗНО, пишу большими буквами. Второй момент. Цена. Стоит ли платить 50-80-120 тысяч из своего кармана, для того чтобы использовать маску на наемной работе? Для начала работы сварщиком достаточно подобрать относительно недорогую маску-хамелеон и потом при необходимости задумываться о чем-то еще. Маски с подачей воздуха дороги сами по себе, плюс расходники - стекла, фильтры, все это ОЧЕНЬ ДОРОГО. Стоит ли тратить на это деньги? Я бы посоветовал не пороть горячку, купить себе хороший хамелеон из числа недорогих но качественных моделей, а легкие защищать с помощью полумаски 3М с использованием фильтров 2138. на данный момент это оптимальный по цене и качеству вариант защиты дыхания для большинства сварочных задач, если только не варить цистерны изнутри без какой-либо вытяжки.
-
 Да все там горит. Краги, робы, горелка говорят нагревается аж больно держать в руке. Мне просто немного непонятно, как так выходит, что серьезные конструкции варят на таких режимах. Система так себя отрегулировала, что план превыше всего. В учебнике истории читал, что стахановские рекорды принесли больше проблем чем пользы из за износа оборудования, травматизма и т.д. И опять к этому пришли. Квалификация и умения сварщика не ценится, в почете только умения нажать на кнопку, накрутив подачу на максимум.
Да все там горит. Краги, робы, горелка говорят нагревается аж больно держать в руке. Мне просто немного непонятно, как так выходит, что серьезные конструкции варят на таких режимах. Система так себя отрегулировала, что план превыше всего. В учебнике истории читал, что стахановские рекорды принесли больше проблем чем пользы из за износа оборудования, травматизма и т.д. И опять к этому пришли. Квалификация и умения сварщика не ценится, в почете только умения нажать на кнопку, накрутив подачу на максимум. -
Противоаэрозольный фильтр Р3 с дополнительной защитой от паров органических, неорганических соединений и кислых газов в пределах 1 ПДК. - это цитата с официального сайта 3m. Угарный газ относится к органическим веществам, следовательно в определенной степени 2138 помогают с защитой от него. Я имел в виду именно фильтра для полумасок или респираторы. Лучший вариант для сварки черной стали - 2138. Есть и другие, более объемные и эффективные в смысле противогазовой защиты фильтра, есть предфильтры от аэрозолей, но вся конструкция НЕ ПОМЕСТИТСЯ в 99% сварочных масок,. Поэтому еще раз - для сварочных работ практически безальтернативно блинчики 2138. Что же касается системы АДФЛО и их аналогов, то я сталкивался с такой, работал некоторое время. Неудобно, неэффективно, поднимать и снимать маску - сплошное мучение, каждый раз при этом голой ручкой поправляя лицевое уплотнение. В холодное время года легко заработать гайморит. Очень ограниченное применение у таких систем. Да и дорого. Вот фильтра с полумаской каждому по карману, и значительная часть вредных веществ в легкие не проникнет. Хотя, конечно, 100% защиты не гарантирует ни одна система. Все же работа вредная и тяжелая. Но ведь нет такой сферы деятельности, где бы человек не оставлял свое здоровье...
-
А для порошковой 1.2 разве не применимы эти советы? Или такие катеты реально варить в один проход порошковой проволокой рутилового типа? Просто у нас на предприятии точно так же как и в Казахстане ) чрезвычайно просто относятся к такой вот сварке - току побольше, и вперед, в один проход изображать катет 12! Не было у меня телефона с камерой, когда шли изделия массово с такой "сваркой" - фотографии из серии "шок и 18+". Кстати, погооворил с одним сварщиком, работающим на другой площадке нашего предприятия. Так вот, услышанное повергло меня в ужас. С его слов, когда был большой заказ, и жадные и не очень умные "сварщики" хотели заработать много денег, они каким то образом умудрялись варить рамы на максимально возможном токе 450-480 Ампер, при этом вырабатывая за смену 4!!!! катушки 15 кг!!!! Горели аппараты, горелки, но отважные сварные продолжали свой доблестный труд на благо развития нашей промышленности.... Про подрезы, несоответствие размерам сварного шва и прочее умолчим. Главное побольше и побыстрее. Стахановцы!
-
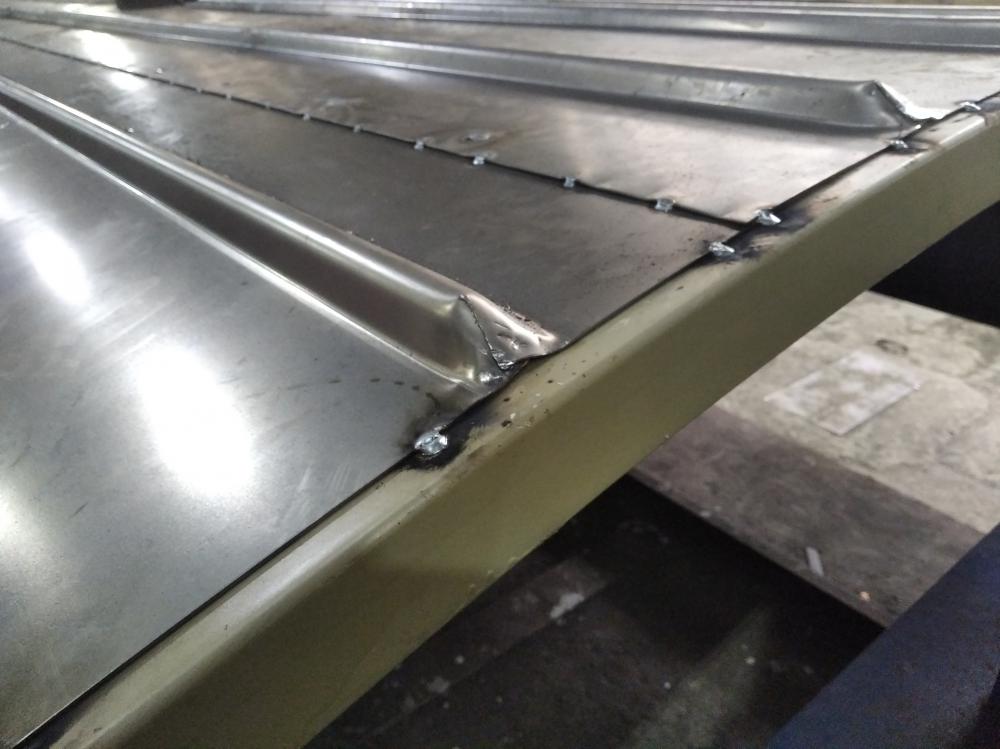
Коллеги. Ситуация такая. Вот изделие на прихватках. Как варить такое не допуская протечек при проверке способом "мел-керосин"? Какова техника выполнения длинного "продольного" шва, как добиться герметичности в местах начала и остановки сварки, как правильно проходить и переплавлять прихватки, чтоб на этом месте не было протечек? Толщина стали 1.2 мм, проволока 08г2с омедненная 1 мм, 100 СО2. Повторю вопрос другими словами - вот я прервал шов, чтоб переместить тело и варить дальше. Как правильно начать сварку, чтоб вот этот замок не протек?

-
Я работаю в данных фильтрах. Некоторое время работал в них на позиции, где за смену сжигал полторы катушки проволоки. А в перерывах между сваркой УШМ зачищал швы. Количество пыли, грязи и абразива вокруг колоссальное, ведь вокруг тем же самым занималось еще 6 сварщиков. Кроме того, слесарь перед сваркой красил из краскопульта околошовную зону грунтовкой от налипания брызг. По итогам испытания могу сказать, что фильтры 2138 показали себя с лучшей стороны. Их хватает минимум на 6-8 смен в ОЧЕНЬ интенсивном режиме по 12 часов, по 15 кг проволоки в смену. Если сварка не такая интенсивная, и работаете часов по 8 в смену, то 12-15 смен однозначно они выдержут. Кроме того, хочу отметить, что такие фильтра неплохо защищают от сопутствующих вредных газов из-за угольного слоя. Это легко проверить, иногда ставлю прихватки без фильтров, в нос сразу бьет характерный запах углекислоты. Если неподалеку маляры прямо в цеху красят деталь, то в этих фильтрах запаха краски почти не чувствуется! Так что для всех сварщиков советую именно эти фильтра, благо на известных сайтах их можно относительно недорого приобрести. Фильтра легкие, удобные, отлично помещаются под все щитки. По совокупности качеств это наилучший вариант для сварочных работ.
-
Я понимаю, что 90% инструмента производится в Китае. Однако, у меня были УШМ Макита 125 и 230, там на бирке указано что сделаны они в Румынии. Европейское качество )))))
- 31 ответ
-
- 1
-

-
тут на предприятие закупили болгарки Хилти, глянул цену в инетрнете - аж под 15 тысяч, но блин какая она тяжелая и неудобная... хотя конечно спору нет, скорее всего тяжелая из-за надежных металлических деталей редуктора, в отличие от легкосплавного китайского г...на. Но из средней ценовой категории голосую за Макиту, Метабо, Хитачи.
-
Полностью поддерживаю. Тоже в бытность работы шабашником на двоих с напарником приобретали маленькую Макиту 125 мм, очень легкая, удобная, в одной руке сидит как влитая, сейчас в личном хозяйстве помирает болгарка Штурм, однозначно себе приобрету опять Макиту. И всем советую
- 31 ответ
-
- 3
-
-
Спасибо огромное! Теперь я понял, в чем причина нестабильной сварки, когда например горелка в "неудобном" положении для сварки, например на вертикалах, да еще если рукой тянуться приходиться - на таком вытянутом положении происходят ненужные метаморфозы с положением канала относительно держателя наконечника из-за отсутствия фаски и неправильной подгонки длины.
-
А Вы можете мне подсказать (ну или еще кто-нибудь, кто прочтет) на каком аппарате ценой в районе 10 тыс. адекватно работает гор. старт, главным образом для сварки в отрыв рутилом или рутил-целлюлозой? И чтобы напряжение ХХ позволяло работать с основными электродами? И чтобы аппарат мог работать в условиях пониженного напряжения сети?
-
А фаску можно самому УШМ снять? У нас на работе наладчики при замене канала не заморачиваются, старую спираль достали, новую воткнули. Я и не знал про такие нюансы, а у меня тоже иногда св. процесс нестабильно идет, скорее всего по причине всех этих моментов по мат. части. То есть спираль должна из самого гусака торчать на 5 мм, потом на гусак накручивается держатель наконечника, а в него уже свеча?
-
Уволить профсоюз не дает? А вот вам расклад на ведущем предприятии Мордовии, которое к тому же является одним из крупнейших производителей грузовых вагонов в РФ. Итак, на Рузхиммаше у 90% работников временные договора на 3 месяца, которые просто продлеваются еще на такой же период, и вуаля! Ни тебе сокращений работников с положенными выплатами, ни тебе социальной ответственности предприятия, ни тебе права на труд, никакой стабильности и уверенности в завтрашнем дне! Единственная уверенность в ближайших трех месяцах, а если работник с кем-то поспорил, поругался, попытался отстоять свою позицию, ему сразу в лоб говорят "Мы тебе договор не продлим".
-
Да мне для гаражных работа, несколько раз за лето пыхнуть ) Просто за эти деньги это наиболее удачная модель, имеющая сертификат к тому же, все же к зрению надо ответственно относиться, а работать в дешевой китайской (в плохом смысле) ерунде за 1500р не хочу.
-
Текмен на Али не продается, насколько я понял.
-
Коллеги. Подумываю над приобретением Tecmen 615. На Рутекторе за доставку просят 800р к стоимости самой маски (4500р), а на всем известном интернет-магазине под названием "Все ин.....ты" стоимость маски такая же, но доставка бесплатная. И вот в чем вопрос, нет ли какой подставы, подделки и прочая, ведь Рутектор позиционирует себя чуть ли не как единственный в России продавец продукции Текмен? Хотел Сергею Витищенко написать, да он давно на форум не заходит.
-
Насчет знаний соглашусь со всеми, кто высказался в поддержку приобретения оных. Смущает меня в первую очередь отсутствие опыта по самой сварке - ковыряюсь я на своем предприятии по принципу "жми на кнопку, не отпускай ее до обеда", а вот правильно ли я все это делаю, не понятно. Ну и вообще в голове куча сомнений и комплексов по этому поводу. прав Глобул в том, что знания надо систематизировать. Как совместить при этом практику и теорию? з.Ы. Если бы ребята с форума, которые сейчас на технологов учатся, в двух словах, коротко высказались, какую они цель преследуют, кроме самого диплома, было очень интересно послушать.
-
Сергей Николаевич, а какие шансы, что в ближайший год-два это образование у вас не перестанет быть платным? Для себя, для лучшего понимания процессов оно конечно полезно. Не хочется просто плыть по течению и "жать на кпонпку". Но вот с точки зрения карьерного развития в нашем регионе, промышленно отсталом, данная квалификация не сильно пригодится, увы. Практически нет предприятий, где требуются спецы в данной области. Один Рузхиммаш на всю Мордовию, да и тот сегодня работает, а завтра нет.
-
Что-нибудь касаемо полуавтоматической сварки в среде защитного газа, сварка в машиностроении и т.д.
-
Эльдар, доброго здоровья! Есть ли возможность поделиться полезной литературой по сварочной тематике?))
-
Александр, а Вы с высоты своих умений и опыта можете что-то посоветовать по поводу потолочной сварки сплошной проволокой?
-
Коллеги, подскажите, какие нюансы существуют в сварке угловых швов в потолочном положении? Настраиваю аппарат на небольшом режиме, 140 А и 19-20 В, и на выходе получаю какую то соплю в середине шва, "голые" кромки пластин и как бы вытянутая середине, свисающая вниз. Проволока о8Г2с, сплошного сечения. При сварке порошковой проволокой корейского происхождения таких проблем не было - на 240-260 А и 26-28 В получались прекрасные швы, ничем не отличающиеся от угловых швов в нижнем положении. Причем при сварке порошковой проволокой не приходилось делать никаких колебательных движений, небольшие возвратно поступательные разве что. Кто может поделиться опытом? В Ютубе нашел пару видео по потолочной сварке ПА только в стыковочном положении.
-
Крупное и стабильное предприятие - хороший способ вырасти профессионально и набраться опыта. Даже я с небольшим стажем работы сварщиком успел поварить и дорогой корейской порошковой проволокой, и дешевой белорусской сплошного сечения, варил (ну или хотя бы пытался )) сваривать сталь различной толщины, от 1,5 до 30 мм, катеты от 3 до 12, удалось даже немного попробовать ПА сварку алюминия в импульсном режиме. Плюс еще эпизодически резак и ручная плазма (вещь!). Так что автору темы советую не расстраиваться, а потихоньку повышать свой профессиональный уровень, на крупном заводе всегда будет возможность это сделать, а со временем выбрать направление и развиваться. Правильно отметили, что сейчас в промышленности в приоритете ПА и РАДС. ММА, как мне кажется, чаще всего встречается на стройках, монтаже м/к и трубопроводов. з.Ы. А на курсы в Киров советую съездить. Две-три недели грамотного обучения дадут представление о том, как работать правильно, а уже отталкиваясь от этого, набираться опыта.
-
Коллеги, спешу похвалиться своим маленьким успехом. Работаю я на вагоностроительном предприятии уже почти год, позавчера выкроил время в обеденный перерыв, заварил контрольный стык для сдачи на четвертый разряд - две пластины 09Г2С в вертикальном положении толщиной S-10, с разделкой, притуплением, зазором 3 мм, как положено то есть. А успех мой маленький в том состоит, что я как мне кажется ПОНЯЛ, как проварить корень шва, с формированием обратного валика. До этого я как тот Пятачок из мультика, стрелял из ружья, зажмурившись, и попадание было редким и случайным. Оказывается, идея в том, чтобы часть дуги, не та ее часть, что горит между проволокой и ванной, а как бы всполохи, отблески, если так можно выразиться, горели внутрь стыка, в зазор. Тогда будет гарантированное сплавление кромок с внутренней стороны, а при правильном подборе режима сварки и адекватном, неторопливом, но и не слишком медленном перемещении проволоки от кромки к кромке сформируется обратный валик, то есть полный провар корня шва. Вот этого момента я долго не мог понять. Мне и пытались объяснить это другие сварщики, и кучу видео в ютубе я смотрел, но пока я сам, своим умом и своими глазами не сформировал понятную самому себе картину, ничего не получалось. Именно чтобы часть дуги вырывалась внутрь. Ключевой момент. Иначе не будет сплавление внутри, а если тупо навалить тока и передерживать электрод(проволоку), то получится сопля внутри, куски проволоки, прожог корня, и т.д. Так что, тут как в изучении каких-либо наук и предметов - нет смысла зазубривать правило или теорию слово в слово, не вникнув в суть. Простое механическое повторение движений наставника не имеет смысла, пока не будет ясной картины, как должен выглядеть процесс. Фото постараюсь выложить на днях.