

Барни
-
Постов
98 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Барни
-
-
Приветствую. Не нашел ветку по про FX, напишу сюда. Сегодня стал почти(цена)счастливым обладателем СГ 9100fx. Новая, но без акб. Точнее, с мертвым акб. Слышал, что есть punkstyle решение проблемы. Расковырять акб, вынуть кишки и вставить три 18650. Кто-нибудь делал такое?
ПС. Год назад выкидывал обзорчик на такую маску. Может быть кому интересно.
-
Посмотрим... Я, наверное, увольняюсь. Нет работы по трубам. Поэтому, вряд ли смогу уже проводить тесты. Но, да - будет садить акб быстрее.-напишите по возможности на сколько его хватит?(и от угольного акб вроде садиться быстрее - не?.)
-
 1
1
-
-
Получил угольный фильтр. Да, получается большой будтерброд), но поток воздуха немного гасит. Так что, двойная польза)
-
https://teslaweld.in.ua/p559176707-svarochnaya-maska-hameleon.html
Маска с датчиком от аврор\артотиков и иже с ними. А фильтр клон adflo. В принципе, не самый плохой бюджетный вариант. 330 уёв примерно. Хепа-фильтр тоже пылесосный)
-
@brat_h,мы так делали в польше. На аллюминии. Пару пластин, фильры, куллер, акб от нотика. И те же шланги от стиралок. Но! Цинк лезет в глаза. А респиратор не защищает. Поэтому и выциганил у начальства маску с дуйкой
-
@Hlorofos,Таааа....) Идея не похая, но стоит ли заморачиваться, если я могу позвонить снабженцу и заказать новый фильтр?
@caro,И согласен, и не согласен одновременно. Да, использовать тампаксы не годится. Эта дуйка пытается преодолеть преграду. Тем самым садя акб. Но и редукционное отверстие( типа как на пылесосе, только наоборот) тоже не канает. Получится, что я выкидываю в никуда половину воздуха из фильтра. Фильтрую и выкидываю. Срок службы фильтра уменьшается вдвое.
-
Заказал угольный фильтр. Попробуем что оно такое. Правда, уже неделю буйки пинаем, а до этого шпарил не поднимая маски. 80 проц - цинк.

-
1
-
-
@Hlorofos,Тут поле для фантазии огромное. Но все имеет один минус- ты сидишь на цепи. Мдя... НежданчеГ. В балаклаве работать буду...
-
@Anton VL,а как эта приблуда с фильтром коннектится? Да и не видел я у нас таких.
Простой регулятор оборотов уменьшил бы проблему.
-
Капец. В этой чертовой дуйке невозможно работать. Через 10 минут горло болеть начало. Напор воздуха невменяемый. Заглушил сначала картоном с дурками. Потом заклеил половину. Потом поставил без дырок. Все равно валит. Если ставлю дроссельную шайбу в трубу - уходит в защиту. Сволочь) Неужели производитель не знает об этом? Неужели нельзя было обычный реостат приколхозить? Так что, к продуманности СГ вопросы есть.
-
Спасибо. Тут немного в другом вопрос. Не как это используется, а идет ли в комплекте? Мой инглишь хорош только для работников отелей в Египте) а не для свободного восприятия видео...@Барни, угольный, поверх аэрозольного пристёгивается, там толстый сендвич на выходе будет. Пардон, наоборот, сначала ставится угольный.
Внимательно смотрите сборку
Судя по всему, все же это допопция.
-
Привет всем) Поддержу, что full HD даст только простое стекло. Артотик, он же Аврора и что тут упоминали(там где много фоток) это все с одного китайского завода балалайка. То сама закрывается, то открытся может. Но это реже. Висит такая на гвоздике.
Самая большая проблема дешманских масок это аргон. Точнее, их незаметная тупость. Они закрываются, но... Прострел осцилятора все равно дает по глазам. Не заметно, вроде бы, но денек поработаешь, глаза кипят. На рдс или ПА норм в этом плане.
Вопрос по SPEEDGLAS 9100 FX AIR XX.
Маска, конечно, АГОНЬ! Но естьвопрос по фильтру. Я слышал, что там уголный фильтр должен стоять, а у меня обычный хепа-фильтр. Должен понимать, требовать от продаванов уголь, или это так и должно быть?
-
@Hlorofos,спасибо) я так и делаю. Если обратили внимание, в начале я писал : ИМХО. Опой чувствую.
Ну и, видимо, таки да)
-
1
-
-
@Hlorofos,Ду у нас по 5 см швы. Не в том вопрос. Я поднял тему, глчдя на то, как варят коллеги. Меня это смутило. Ну и пошла жара. Пришлось следственный эксперемент проводить)
-
1
-
-
@selco,Оно то можно. Но смысл в том, что бы бешенно квеличить скорость, а это требует е сруйной подачи.Взял бы прут 3 мм и ток поставил бы не 240, а 270+)))
-
@selco,мне тяжело это доказать, но присадка заходила непосредственно в ванну, в расплавленый металли подавалась именно непрерывно. Или я Вас неправильно понимаю. Возможно, нужно было присадку подавать вертикально. Параллельно вертикальной стенке соединения.
Про банки. Не. Не попалят. Здесь же сварочный рай. А в раю ни начальников, ни камер нет) В мае переезд в новый цех, говорят тамм есть камеры. Но мне все равнл- 1 мая я буду дома!)
-
1
-
-
Простите, сумбурно получилось. Интернет на работе ваще не в дугу.
ПС. Дурной пример заразителен. Пол-цеха под утро варят банки)))
-
2
-
-
Еще одна. 180. Загрузилась
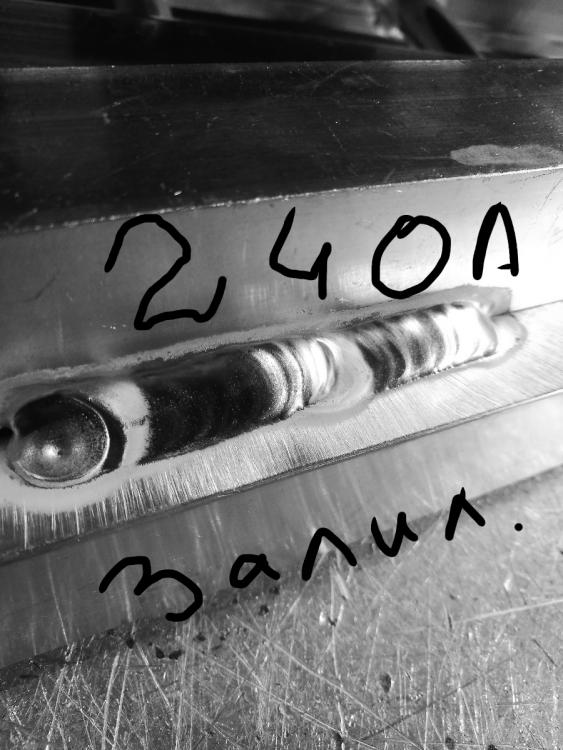
240.заливка
Кстати, я не совсем понимаю о каких проблемах с непрерывной подачей присадки на больших токах идет речь. Взял подальше от св. Ванны ( именно те,, полметра'' ) и опускай плавно... На фото я перевернул образец, что бы было лучше видно. Сваривал не в этом положении.



-
4
-
-
Чешуя только визуально такая ядреная. Тактильно малоощутима. Не суть.
Начал я это все дело ломать. Ребята, динамометра у меня нет, но лидер хитпарада ЯВНО 180амперный образец. 240 сломался ощутимо легче, хотя по длинне шов там больше процентов на 20-25.
Описание.
240А. Четко видна несвареная кромка верхнего профиля, чего не скажешь про 140 и 180 А. Особенно 180. Явно Оптимальный ток для этих профилей. На 140 и 180 кромка сварена, вреде, не плохо. Пустои и непроваров, как на 240, не видно. Но 180 ломался ГОРАЗДО тяжелее и деформация свареных профилей при ломке оказалось намного сильнее...
Я считаю, что опыт доказал( мне, по крайней мере) что заливка это зло)
Чешуя только визуально такая ядреная. Тактильно малоощутима. Не суть.
Начал я это все дело ломать. Ребята, динамометра у меня нет, но лидер хитпарада ЯВНО 180амперный образец. 240 сломался ощутимо легче, хотя по длинне шов там больше процентов на 20-25.
Описание.
240А. Четко видна несвареная кромка верхнего профиля, чего не скажешь про 140 и 180 А. Особенно 180. Явно Оптимальный ток для этих профилей. На 140 и 180 кромка сварена, вреде, не плохо. Пустои и непроваров, как на 240, не видно. Но 180 ломался ГОРАЗДО тяжелее и деформация свареных профилей при ломке оказалось намного сильнее...
Я считаю, что опыт доказал( мне, по крайней мере) что заливка это зло)

-
1
-
-
@selco,Завтра гляну. Цех в пригороде, тырнет тупенький.
Так, господа, меня заело! Решил повторить вчерашний опыт. Сварил три образца. Нижний угол.фото грузятся оч медленно. 140, 180 и 240 ампер. Частота 170, балланс 70проц.
Зараза, редактор почему то чб делает. Не хочу разбираться. В цвето смотрится приятнее





-
6
-
-
Ребята, там разделка неуместна, скажем так. Два профиля. 4 м длинной. Свариваются с интервалом 50-150. С двух сторон. Така двустволка получается. Это часть конструкции. Где там делать разделку? И чем? Болгаркой? Нет... Разделка там не нужна. Свариваются они нормально, с обемх сторон выварены. Норм. Мой вопоос был не применимо к моец конструкции, а вообще. Какой метод сварки обеспечит более глубокое и невредое для металла (ал в састности) сплавление? Спокойно, плавно или,, тапку в пол"?
Далее. Про какахи. Это разломаный шов. Если кто то может разломать шов роано, как лазером, буду рад научиться. Взчл двп куска проыиля.Прим 30х30мм Сложил БОК О БОК. Не в стык. Зачистил, конечно. Не наждаком. Уложил два шва. Распилил поперек швов. По центру шва. Полусенные образцы разломал. Слева тот, который залил на 240 а. По вертикальным стенккам профилей, которые соприкасаются, проплавление почти не идет, вне зависимости от тока. Разница есть, но она доли миллиметра.
Простите, в машине писал)
-
1
-
-
Ладно. Я - спать.
я это сделал сегодня ночью. Но, пожалуй, проводить такие тесты нужно на более крупных образцах. Разница была, но не в проваре. Там тоже, но минииальная. Я так понимаю, в глубину алл оч нехотно идет. А в стороны - легко. Но меня интересовала именно глубина.@Барни, Для ответа на Ваш вопрос достаточно разрезать сваренные детали поперёк шва и посмотреть .
Справа 140 А, слва 240. Заливка

-
Дык все ииначалось с вопроса и фотографии) Кстати, тапку в пол, присадку на полметра и я могу, хотя отнюдь не асс. Дурное дело не хитрое.Плавный нагрев это начало пути в алюме плавно переходящий в " тапку в пол".
Давай, задавай конкретные вопросы, желательно с фото.
И спасибо за совет про 3 сек.
А. Ну естественно вахтером)Кем? И чем он там занимается? Институт большой...
Поподробнее, пожалуйста! Я записываю.
Б. Отвечу по-еврейски. Вы хотите сказать, что для металла не имеет значения как изменяется его температура?
-
Разговор шел не о 10 мм, а об относительности. Что более правильно, что менее. Определяется это не только проваром. Не хочется, точнее не можется, влазить в глубины, но согласитесь, металл по разному реагирует на интенсивность нагрева. Плавно или резко. Все в куче.@Барни,я вот совсем не понял о чем он написал.При чем тут провар и оксидная пленка?Присадок за полметра берут-это вообще о чем?Можно и непрерывно подавать,если тока навалить,но это уже долгая практика (я так не умею).Провар на 1 мм.толщины и допустим 10 мм-как сделать?Спросите у своего товарища,пускай он по понятиям растолкует,как мне без разделки с полным проваром сварить?Или я о чем то не о том?










Запчасти для Speedglas 9000
в Маски/очки
Опубликовано