uda76
-
Постов
188 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент uda76
-
@vergaser, спасибо большое!
-
ak3797322, с Днюхой коллега! Бабла, бобра и ящик помидоров! У меня тоже сегодня, но чет форум не показывает
-
А шов на маятнике никого не смущает? Чет для БМВ как-то не комильфо.
-
я с этим полностью согласен, как я уже говорил ранее (в теме о вращателе), сложно поймать обороты на малом токе, "нижний" предел регулировки очень чувствителен, чуть - и много, чуть - и мало. Ну и это проба, было бы больше швов, думаю настроится все. Есть ДУ, постил ранее, когда паука делал) но как в процессе то? руки заняты ведь, опять же останавливать процесс. если только зажимать горелку в штативе, включить 4-х шаговый режим, освободится правая рука, пульт под правую руку, на нем кстати грубая и тонкая настройка тока, надо пробовать. во

-
Привет Валер, ага, тоже думал про спад и кнопкой, надо попробовать, но мне кажется заморочено как то будет, не? Вот этот тип как-то варит на вращалке без проблем, может педаль у него, не знаю ( с 4.10 мин.) https://youtu.be/1zHdkzbS63k присадку в ручную, ММ - метры в минуту? не) не знаю, на тавр сантиметров 70 ушло, на стыки меньше ааааа все, я понял тебя) то есть один оборот на весь спад? вот про это я не догнал, спасибо! и тут же облом, глянул в мануал, там предел регулировки спада 0-10 сек. а у тебя 0- 99.9 вот так(
-
@Вад11, ESAB Origo™ Tig 3000i AC-DC TA24 там даже импульса на АС нет(
-
@Hlorofos, у меня только две ячейки, очень не хватает хотя бы третьей ((( Педали нет к сожалению, возможно озабочусь. Штатив имеется, сделал сразу.
-
@Лконид, как вариант: 1. переделать пятак точно по внутреннему размеру трубы. 2. притопить глубже пятак и использовать больший диаметр присадки (2 мм.) Дугу как можно короче Для такой работы требуется рука и опыт, это на первый взляд тут все прсто, ан нет, работа тонкая и требует навыка.
-
Опять проба пера, вращатель vs TIG. АМг6, основание 5 мм., кольцо 2 мм., присадка ∅3 мм. Электрод ∅3 мм. тавр 126-100 А. балланс 50%, частота 70 Гц. стык 40 А. балланс 50% частота 126 Гц. Столкнулся с такой проблемой: при сварке деталь нагревается (что удивительно да))))) и возникает переизбыток тока или недостаточная скорость вращения, в процессе сварки изменить эти параметры не представляется возможным, приходится останавливаться и подкручивать параметры. Надумал два варианта решения проблемы, либо предподогрев детали, либо переключение между двумя ячейками памяти с разным током прям в процессе сварки с кнопки горелки, на моем так можно. что скажете? PS: @selco, Валерий, ну когда же уже порошок нюхать будем? )))))))
- 2 393 ответа
-
- 18
-

-
@МассаТом, может просто консервант, а там кто его знает, почистите и свое средство нанесите, чтоб уж наверняка
-
Пастой не пользовался, знаю что используют для травления шва, желтизну/синеву убирают, а спреи и эмульсии от налипания брызг как на сопло так и на деталь, они как бы "висят" но очень легко отлетают, может и паста аналогично используется, не знаю
-
А что тут удивляться? Не верите, Ваше право. Если бы я варил детали где тока за 300, тогда да, но для больших токов у меня есть PSF 505, а это 305-тая. Цех мелких узлов и деталей, корабельных швов не бывает. Использую отдельную 3-х метровую для алюминия с тефлоновым каналом, так тоже уже и забыл когда сопло менял, тряпочкой протер и нет брызг (с условием использования спрея) 6 сварщиков за 60 дней угрохали 300 сопел??? это один сварщик каждый день меняет сопло на новое? и там не одна коробка? да нууу... такой завод на одни только сопла работать должен, что-то мастер участка, мягко говоря приукрасил))))
-
это такие, где сопло на конусной текстолитовой пробке держится? помню, помню такие))))
-
@Кустарь, думал у нас жлобы, а тут... я бы за свои кровные тогда купил, но не паронит мотать, вообще не в какие ворота...
-
А чего, так можно было??? Жесть какая, зачем такие ужасы то рассказывать, яж теперь спать не буду, ....сопло паронитовое....
-
Если это мне адресовано, то - снимаю и чищу и даже правлю, но - не всегда. И могу себе это позволить. При использовании антипригарных спреев достаточно легонько стукнуть и брызги сами осыпаются, даже пассатижами не надо его ковырять, как было лет 15 назад когда работали без эмульсий и спреев. И повторюсь, соплу больше года, 5 дней в неделю по 8 часов. И еще, не хочу показаться хвастуном, но у меня самая живучая расходка по сварке в цехе, начиная с краг и заканчивая железом, все дело в бережном обращении, потому и накопилось столько добра и это еще не все))) И вот этим красавцам по 13 лет, жаль нет фоток не моих аппаратов, которые на 9 лет младше, Вы бы ужаснулись
-
Кого-то оскорбить у меня и в мыслях не было, наоборот, азиаты всегда удивляли и не перестают удивлять, а это была лишь метафора и если pavel83 принял это на свой счет, то приношу свои извинения В точку!
-
@Makar56rus, можно попробовать так: https://youtu.be/oKnXVVQkRZo
-
не, не так, стучать соплом о край стола, чтоб брызги отлетели, или по соплу пассатижами. Сам болею таой фигней))). Но на ЭСАБовских горелках сопло/резьба/держак очень надежно и не так-то просто его раздолбить. Этому соплу уже больше года
-
Вот ведь черти ускоглазые... pavel83 че минусим то, ч/ю не завезли что ли?
-
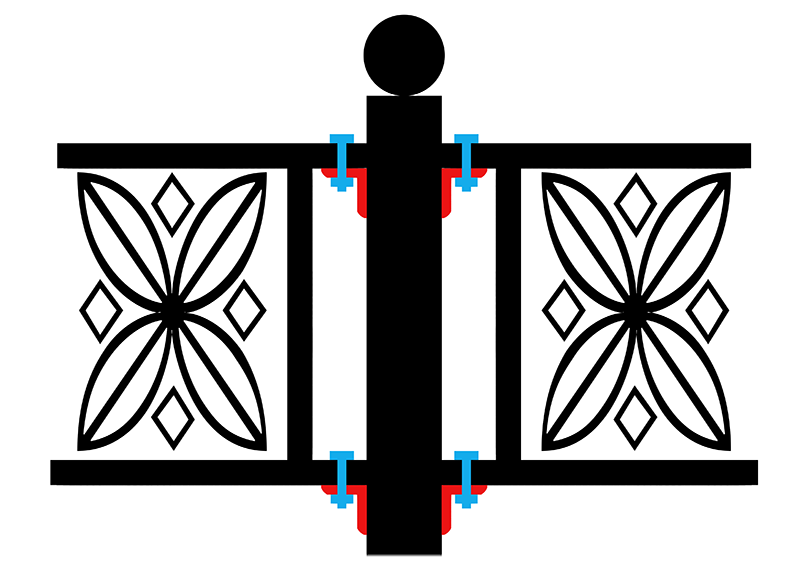
Вот я делал на таком креплении
-
@RWS87, 25-й уголок, отпиливается по 20 мм. 2шт. сверлится отверстие ∅9 мм. и приваривается на столб по размеру секции. В съемной секции в краях профиля тоже сверлятся ∅9 мм. Кол-во уголков зависит от кол-ва съемных секций. Если не понятно, то нарисую чуть позже.
-
Тоже об этом думал, надо реализовать.
-
@selco,
-
Уже не приедет , генеральный сказал - не рентабельно, во так-то, а точнее зажали бабло, самим видать мало).