Sakhalin_Cat
-
Постов
2 660 -
Зарегистрирован
-
Посещение
-
Победитель дней
107
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Sakhalin_Cat
-
Прайс лист был бы уместнее.
-
Это газопорошковое напыление. Кроме бронзы есть много разных сплавов которые напыляются, даже керамика есть, правда фоток нет. Фото самой приблуды и еще одна работа ей. У нас есть на форуме есть гораздо лучший профессионал по этой технологии - SpecNL.

-
 Новичку качественно - маловероятно. Другой вопрос зачем 13-55 новичку и зачем они для профильной трубы из ст3? Вы ставите странную задачу для себя, типа "секс стоя в гамаке". Возьмите тонкий рутил и варите, тренируйтесь. Что вы все к основным привязались? Ну а вообще ответ на ваш вопрос: Умелому - легко, причем без отрыва каждую сторону по очереди(поворотку). Или с отрывом без переворота.
Новичку качественно - маловероятно. Другой вопрос зачем 13-55 новичку и зачем они для профильной трубы из ст3? Вы ставите странную задачу для себя, типа "секс стоя в гамаке". Возьмите тонкий рутил и варите, тренируйтесь. Что вы все к основным привязались? Ну а вообще ответ на ваш вопрос: Умелому - легко, причем без отрыва каждую сторону по очереди(поворотку). Или с отрывом без переворота. -
Ну если понравилось, то получится. Самое главное правила работы с смолами, это смолы - минимум. В смысле если ткань пропитываете, то смолу нужно максимально выкатать(выжать), особенно при многослойной навивке\наложении ткани. Слой положили, резиновым валиком прокатали, чтоб излишек выгнать и пузыри. Чем больше смолы тем хрупче получившийся пластик. И стеклоткань всегда отжигайте, чтоб парафин выжечь иначе удачи не видать.
-
Себестоимость не скажу не знаю, это бухгалтерии вопрос. Если делают значит выгодно. У валов стоимость разная, у нас в основном техника импортная на острове поэтому ценники на новые детали довольно высокие. Валы не шлифуем, проточка в центрах.
-
@Рудольф Шнапс, Ты её не торгуешь случайно? А то мне надо пару бочек просроченной.
-
Мы тоже часто наплавляем полуавтоматом, а иногда напыляем бронзой, если шейка по стальной втулке работает.
-
Всем привет, кто из Форумчан Питерцев помочь может? Надо у человека электроды выкупить, я его не знаю а деньги на карту перечислять левому не хочу. Я деньги вам перечислю, вы у него заберете, а у вас заберет курьер в удобное для вас время.
-
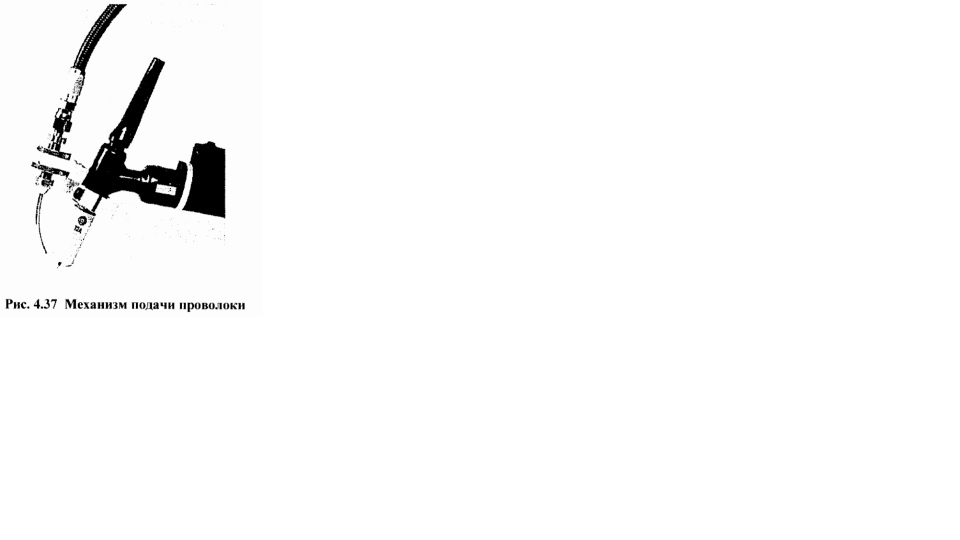
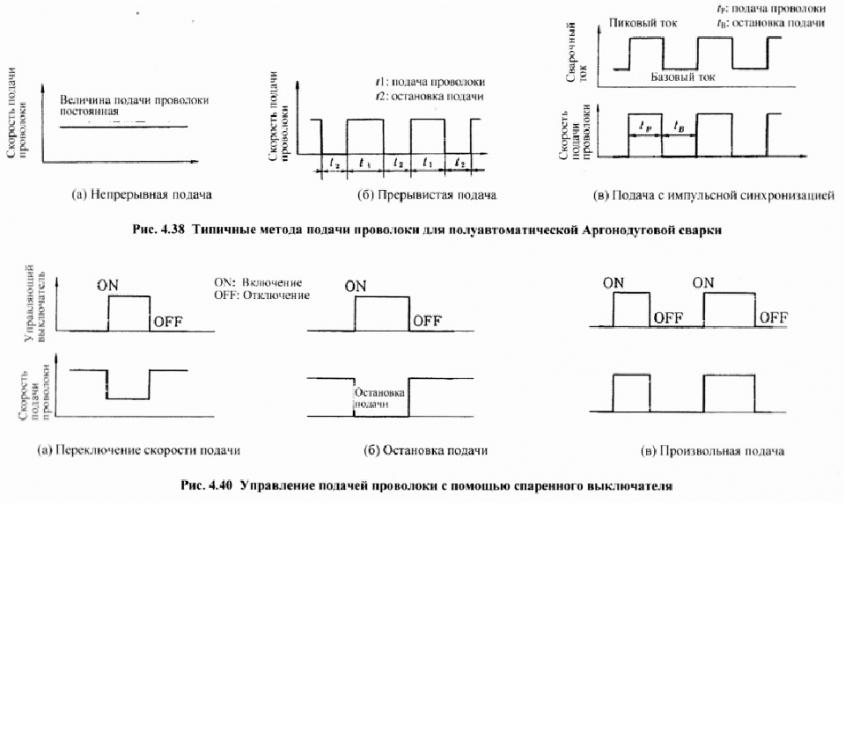
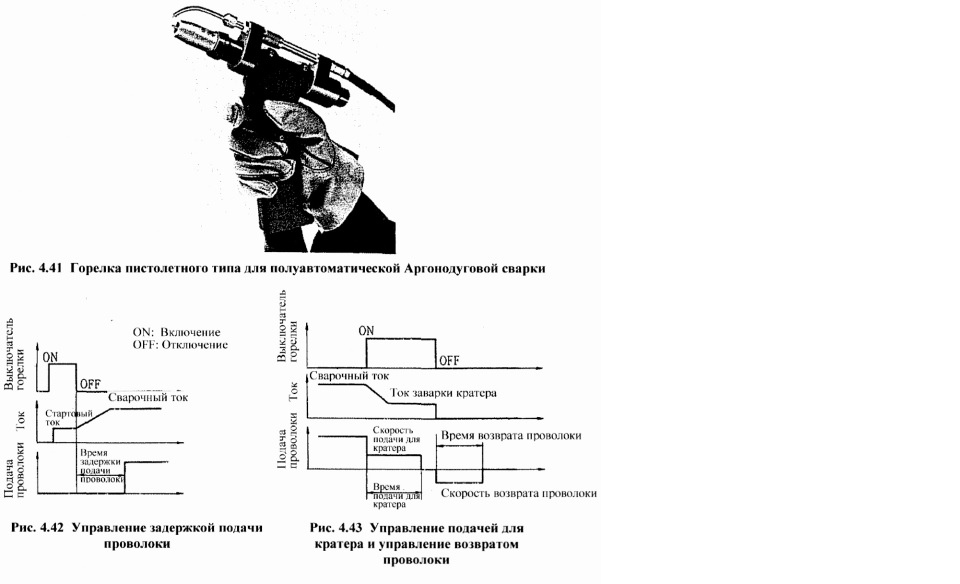
4-5-3 Полуавтоматическая Аргонодуговая сварка В случае ручной сварки одной рукой управляют сварочной горелкой, другой рукой подают присадочный пруток, поэтому работникам требуется достаточно высокий уровень квалификации. И длина оперируемого присадочного прутка ограничена по длине, так что невозможна непрерывная сварка длинномерных деталей. В случае полуавтоматической Аргонодуговой сварки с использованием устройства подачи проволоки, намотанная на барабане проволока подается автоматически, так что можно исключать требование на уровень квалификации по добавлению присадочного металла и ограничение длиной прутка. На горелку для полуавтоматической Аргонодуговой сварки установлен механизм подачи (добавления) проволоки, как показано на рис. 4.37. так что можно подавать присадочный металл в нужное положение. Кроме того, с учетом обрабатываемости можно устанавливать направление подачи присадочного металла в любое положение вокруг горелки в пределах примерно 240°. Количество добавления присадочного металла регулируется блоком управления подачи проволоки, типичный метод добавления на котором представлен на рис. 4.38. На п. (а) представлен метод непрерывной подачи проволоки па постоянной скорости, который применяется, когда требуется сварка на сильном токе или большой объем наплавки. На п. (б) представлен метод прерывистой подачи проволоки, который позволяет устанавливать длительность времени подачи проволоки и длительность времени остановки отдельно и применительно к конкретной работе, и применяется к сварке на слабом токе, сварке алюминия и т.д. На п. (в) представлен метод, который применяется в сочетании с источником питания импульсно-дуговой сварки. Подача проволоки производится синхронно с пиковым током и останавливается при базовом токе. Данный метод применяется к сварочному соединению листов, отличающихся друг от друга толщиной стенки, соединению инородных металлов, вертикальной сварке, поперечной сварке и т.д. Если в качестве выключателя горелки используют спаренный выключатель, представленный на рис. 4.39. можно производить управление подачей проволоки, как представлено на рис. 4.40. На п. (а) представлен метод, по которому скорость подачи проволоки переключается на 2 этапах. Нажатием управляющего выключателя величина подачи уменьшает (или увеличивает) и его опусканием восстанавливают исходное состояние. Каждый из 2 этапов скорости подачи проволоки устанавливают ручкой на устройстве управления. На п. (б) представлен метод, по которому подачу проволоки останавливают нажатием управляющего выключателя, на п. (в) представлен метод, по которому подачу проволоки осуществляют только в течение, когда управляющий выключатель остается нажатым. Все эти методы относится к методу прерывистой подачи проволоки, но их преимущество заключается в том, что в отличие от представленного на рис. 4.38 (б) метода, по которому подача и остановка производятся по постоянному циклу, можно менять длительность времени подачи и длительность времени остановки произвольно. Все эти (а) - (в) относятся к функции тонкой настройки величины подачи проволоки применительно к обстановке сварки. Однако, если использовать полуавтоматическую горелку пистолетного типа, на которой выключателем горелки служит спусковой крючок, как показано на рис. 4.41. величину подачи проволоки можно регулировать без спаренного выключателя степенью нажатия спускового крючка. К функциям, требуемым при начале и окончании сварки, можно перечислить управление задержкой подачи, управление подачи для кратера, управление подачи проволоки, общие черты которых представлены на рис. 4.42 и 4.43. Управление задержкой подачи представляет собой функцию для предотвращения непровара, прожога и т.д.. которые склонны происходить при начале сварки, и применяется, чтобы начинать подачу проволоки через определенное время после начала основной сварки. Управление подачей для кратера представляет собой функцию установки скорости подачи проволоки и длительности времени подачи при заварке кратера на подходящие значения. Управление подачи проволоки представляет собой функцию отвода проволоки для того, чтобы при окончании сварки предотвратить наплавку проволоки на основной металл.
- 26 ответов
-
- 13
-

-
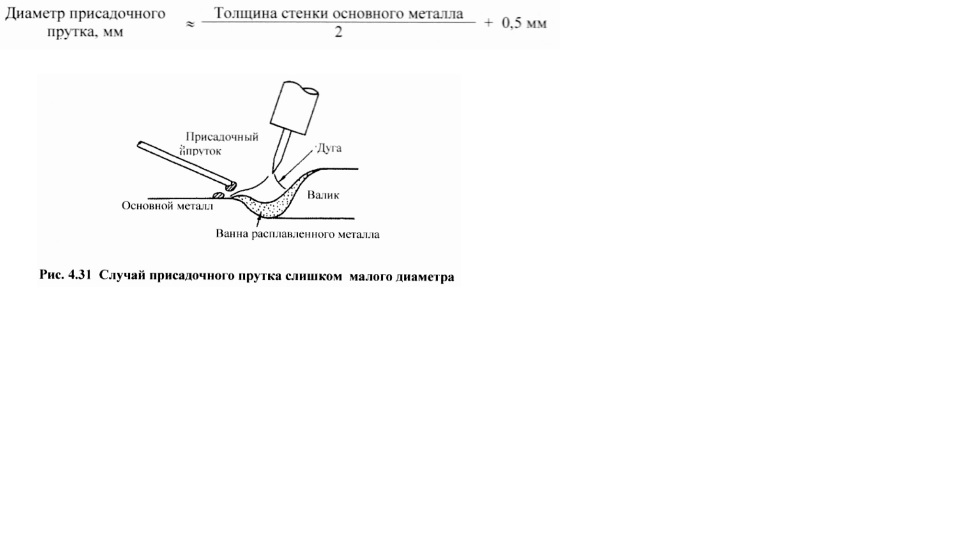
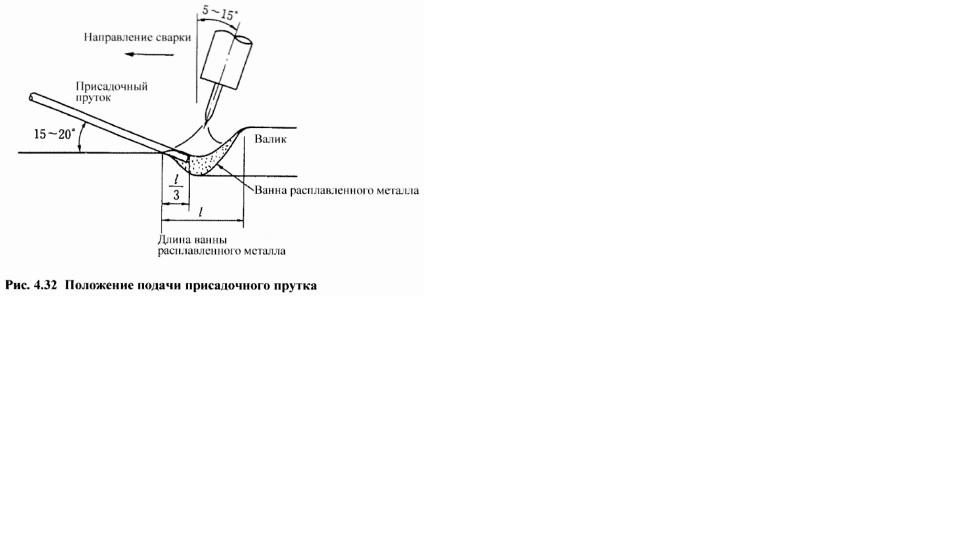
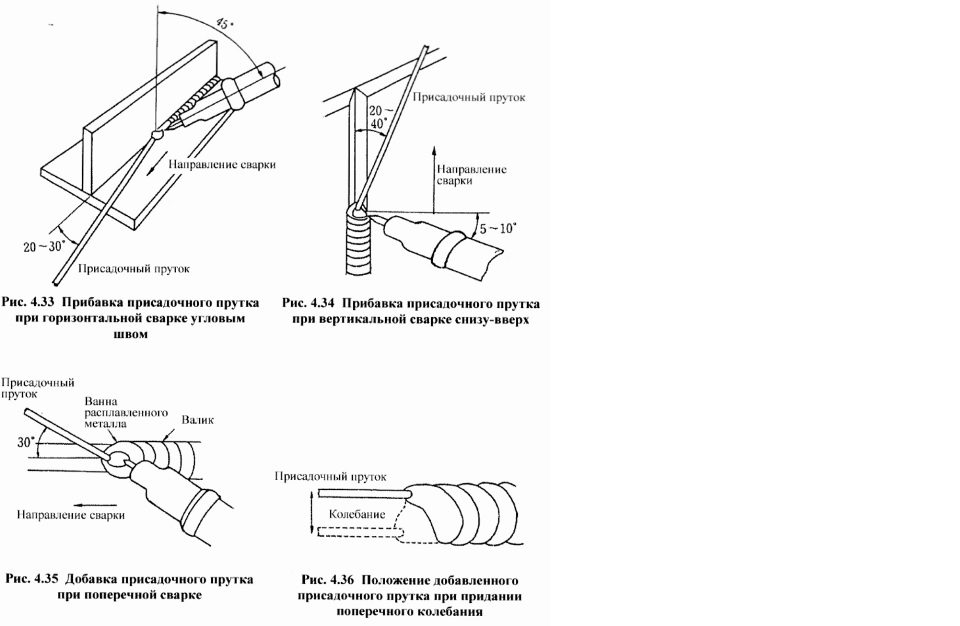
4-5 ПРИБАВКА ПРИСАДОЧНОГО МЕТАЛЛА 4-5-1 Выбор присадочного прутка Присадочный материал, используемый при ручной сварке, называется присадочным прутком и представляет собой пруток наружным диаметром 0,8 - 5 мм и длиной 1 м. Диаметр определяется силой сварочного тока, полярности и т.п.. материал определяется маркой основного металла. Обычно используют присадочный пруток из того же материала, что и основной металл. Если диаметр присадочного прутка слишком мал, как представлено на рис. 4,31, до достижения ванны расплавленного металла присадочный пруток будет подвергаться расплавлению в силу тепла дуги и кататься круглой каплей по поверхности основного металла. Наоборот, если диаметр присадочного прутка слишком велик, расплавление будет неустойчивым, так как температура ванны расплавленного металла может резко упасть, что может повлечь за собой дефекты. Диаметр присадочного прутка определяют в зависимости от сварочного тока и других факторов режима сварки, так что нельзя сказать однозначно, но в случае диаметра присадочного прутка для сварки угловым швом можно ориентироваться на следующую формулу. В случае стыковой сварки подходит более тонкий присадочный пруток, чем в случае сварки угловым швом, так что следует использовать пруток диаметром меньше, чем вычисленный по вышеприведенной формуле. 4-5-2 Метод подачи присадочного прутка Лучшие сварные швы получаются, когда расплавляют присадочный пруток косвенно за счет тепла ванны расплавленного металла, а не посредственно за счет тепла дуги. Следовательно, как представлено на рис. 4.32, следует добавлять присадочный пруток, наклоняя его под углом примерно 15 - 20° и ориентируясь на то. чтобы конец прутка находился в ванне расплавленного металла от ее края на расстоянии 1/3 длины ванны. Держат присадочный пруток соприкасающимся с ванной расплавленного металла, так чтобы конец прутка не подвергался расплавлению отдельно от ванны расплавленного металла, В случае ручной сварки, как правило подают конец присадочного прутка на короткое время к ванне расплавленного металла, когда конец прутка расплавляется и одна капля расплавленного металла растворяется в ванне расплавленного металла, немедленно отводят присадочный пруток, и, когда добавленная капля растворилась в ванне расплавленного металла полностью, снова добавляют присадочный пруток. И затем снова повторяют. Однако, при отводе присадочного прутка, если отводят его до атмосферного воздуха, то конец прутка, который еще в расплавленном состоянии, подвергается окислению. Следовательно, следует отводить пруток не больше, чем необходимо, и обращать внимание, на то чтобы конец присадочного прутка не выходил за среду защитного газа . Кроме того, можно подавать присадочный пруток непрерывно, не отводя его, однако при этом нужно обращать внимание на то, чтобы не чрезмерно охлаждать ванну расплавленного металла. В случае горизонтальной сварки угловым швом присадочный пруток подают, как представлено па рис. 4.33. Когда сопло касается основного металла, обрабатываемость будет падать и ванна расплавленного металла будет видна плохо, так что, удлинив вылет электрода немного больше, чем в случае стыковой сварки, держа дугу короткой, проводят сварку, так чтобы тепло дуги распространялось в пропорции 40% на верхний лист и 60% на нижний лист. На рис. 4.34, и 4.35 представлены методы подачи присадочного прутка при вертикальной сварке снизу-вверх и поперечной сварке. Присадочный пруток подают сверху и в зависимости от ширины валика и т.п. придают ему поперечное колебание. Добавку присадочного прутка с колебательным движением производят, как представлено на рис. 4.36. временно приостанавливая перемещение горелки на краях лицевой поверхности шва, а затем, повторно перемещая ее в обратную сторону так, чтобы добавленная капля расплавленного металла рассеялась полностью. Если начинают сварку с края основного металла, подают присадочный пруток в момент, когда край основного металла расплавился теплом дуги, и в момент, когда поверхность ванны расплавленного металла немного поднялась, обрывают дугу, переместив горелку с края вперед на 1 - 2 мм. и снова зажигают дугу и продолжают сварку. В случае, если сварку производят до края основного металла, в положении за 1 - 2 мм до края, включая и отключая дугу, добавляют присадочный пруток немного больше чем обычно, и, отведя горелку к себе, обрывают дугу.
- 26 ответов
-
- 14
-
-
растачиваете огрызки, снимаете фаски, точите кольца, собираете на проставке (технологический палец), обвариваете, потом разворачиваете разверткой. Технологический палец должен быть с резьбой и позволить зажать(заневолить) уши при сварке на нужном расстоянии.
-
титан это
-
Это все у нас есть, называется "инструмент искробезопасный". Я о том, что в магазе обычно стальные щетки покрытые желтым. Латунных по магазам не встретить.
-
Ни разу не видал. Видел стальные покрытые желтой гальваникой. Да и какой смысл латунью шкрябать люминь?
-
Одна из ошибок. Зачищайте металлической щеткой, включая торец листа. У вас зачищенно погано.
-
Судя по напору он вам не помощник. Сходите в Рембыттехнику к ремонтникам, у них с кофеварок и прочей техники можно поискать.
-
Слабая через горелку? Если от среза шланга ПОСЛЕ горелки на сантиметр бьет, то достаточно.
-
Не хочу Холивар начинать, опять налетят "любители сварки спиц и ступиц"
-
За видео плюс. Работа выполнена неудовлетворительно в общем брак. Претензии те же, что и в посте выше. Разделка отсутствует, провар поверхностный. Чисто поверху замазали. Сваркой назвать это нельзя.
-
у нас красные обычно. по нерже 316 корейские
-
Ребята, вы меня простите, но писать надо много букаф. Я их уже писал когда то на чипмакере , если не трудно сходите почитайте тему "наливной пол" или "эпоксидный пол". Пока мешаешь нет, оставишь на 5 минут пойдет реакция.
-
Вот например - Немецкий аналог ЭД-20 Мешали в ведрах по 25 литров сразу. Главное сразу вылить и не оставить в ведре. Наполнитель АЛ-пудра.
-
Я же говорю забей. разница воды на входе и на выходе больше 5градуссов у тебя не будет. а вообще выход-красный. Логика как и с водопроводными кранами. вход - синий, выход красный.
-
Разницы нет. На таких токах вы её все равно больше 30 градусов не нагреете.
-
Любой сварочный стол заводской конструкции будет на порядок (в 10раз) дороже чем точно такой-же самодельный. Если брать материалы на базе, то с услугами сварщика самодельный стол вам встанет в 10-15 тысяч. Умножать умеете? А сделать стол??? Что может быть лучше чем подобная тренировка для начинающего?