Sakhalin_Cat
-
Постов
2 660 -
Зарегистрирован
-
Посещение
-
Победитель дней
107
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Sakhalin_Cat
-
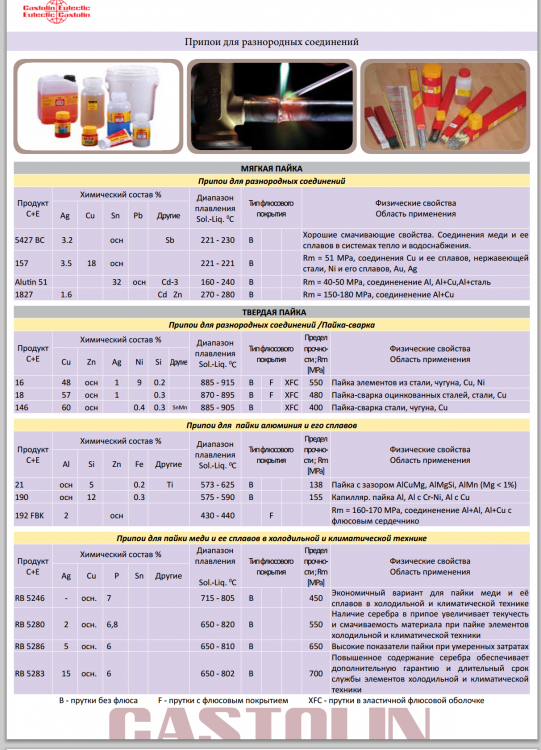
Всё просто мы не используем мягкие припои в своей работе ввиду их малой вибрационной прочности и повышенной требовательности к физической подготовке стыка, так называемые отбортовки, напуски для создания равнопрочного соединения.
-
Просто ваши возможности удивляют, поэтому бы хотелось увидеть не только слова, а и фотографии. Вы будете наверное первым человеком в РФ который приварил аргоновой горелкой, умудрившись протиснуться между сотами, трубную доску радиатора к соте. Я вот например так не могу и не знаю ни одного случая подобной сварки. Поэтому прошу показать в натуре данную работу выполненную вами.
-
Покажите фотографию подобного ремонта. И очень хочу на сопло L №3 поглядеть c внешним диаметром 5мм, ни разу не видел в своей жизни. И что такое горелка №9 ? и как вы этим соплом Ф5мм в щели 4мм да еще и под углом работаете?
-
 Ну... Я же говорю, для аппаратов переменного тока (AC\DC), но никак не для полуавтоматов. Тут еще и HF есть, можно при отсутствии массы на детали второй аппарат прострелить. Речь то идет про п\а постоянка.
Ну... Я же говорю, для аппаратов переменного тока (AC\DC), но никак не для полуавтоматов. Тут еще и HF есть, можно при отсутствии массы на детали второй аппарат прострелить. Речь то идет про п\а постоянка. -
Вы Ролли неправильно формулируете свои выводы. Тут абсолютно ВСЕ уверенны в том, что для сварки любыми электродами никаких наворотов не требуется, просто нужен нормальный аппарат и нормальный сварщик, и только один человек пытается с этим спорить и требует доказательств.
-
Это для аппаратов переменного тока. На постоянке это возможно только в случае если один аппарат имеет держак на плюсе а второй на минусе. К данной ситуации это не применимо.
-
Особенно если учесть, что эти трубки впаиваются в трубную доску на заводе методом капилярного заполнения выполняемым либо окунанием в расплавленный припой, либо пайке в печи при помощи пасты флюс\припой.
-
Какое-то безграмотное заявление\определение. Смешались кони люди... Вы путаете 2 совершенно различных способа соединения металлов. Если вы вспомните "школьный" курс, то единственным основным различием у этих процессов является то, что пайка- разьемное соединение, а сварка неразьемное. Преимущества и недостатки есть у обоих способов. Так-же оба способа не могут полностью заменить друг друга. Ваше заявление равнозначно заявлению - "вилка удел лохов, ей нельзя есть суп, поэтому всё надо кушать ложкой". Многие вещи просто невозможно сделать методом сварки, например напаять напайку на сверло или резец, собрать магистраль высокого давления где трубка - медь а хвосты нержа, сварить электронную печатную плату тоже не получится и таких примеров сотни и тысячи. И то что температура плавления припоя меньше чем температура плавления основного материала это тоже огромный плюс, в особенности когда надо спаять две тонких латунных трубки твердым припоем например... Серебром это делается на "раз", а со сваркой вы туда даже близко не подойдете. И оно-же незаменимо когда собранное изделие нужно разобрать без разрушения онного. Всё, что есть общего у этих методов - это словосочетание "соединение деталей", а в остальном это два незаменимых и уникальных процесса которые никак не взаимоисключают друг друга, а при правильном применении еще и прекрасно друг друга дополняют. Примером будет та-же фотография которая была в предыдущей теме. Надо было срочно сдавать радиатор с самодельным бачком, а токарей не было на работе, решение элементарно - "паяем латунную горловину к алюминиевой пластине, а пластину ввариваем в бачек"... Без пайки данная манипуляция была бы просто невозможна и изделие не было бы сдано в срок. Поэтому не нужно мешать методы и способы соединения деталей в кучу если вы в них не совсем разбираетесь, путь будут "мухи и котлеты отдельно". Паянные соединения при соблюдении всех норм и правил применяемых к данному типу соединения имеют обычно прочность выше, чем прочность деталей которые они соединяют. За исключением случаев когда меньшая прочность допускается нормативной документацией.... Может быть вы просто не умеете правильно паять?

-
Прям любопытно, что же может послужить причиной выхода из строя при таком подключении? Единственный вариант который можно придумать, это когда деталь с массой не контачит, а вы её с двух сторон варить пытаетесь, но и при этом раскладе ничего не будет, так как разницы потенциалов нет, так как оба источника выдают одинаковые потенциалы ХХ. У нас например всё предприятие на одной единой сварочной шине (массе) висит и ничего из строя почему-то не выходит.
-
Не вводите людей в заблуждение. 192 прекрасно паяет ал+медь и ал+ал.
-
если свароги однофазные, то разбрасывайте их парами по фазам для балансировки нагрузки на сеть. То есть фаза - А +0=2 апарата, фаза - B+0= 2 апарата, фаза C+0=2апарата. Массы в один пучок в случае если цепляются на кондуктор или разнесенно каждую в район горелки если цепляетесь на деталь.
-
Теоретически если контроля фаз до моста ларионова нет, то можете включить плазму в сеть на одну фазу 220в через повышающий трансформатор 220-380 а 380 подать на плазму на любые входные два фазных провода. Если мостик стоит с троекратным запасом по току на фазу, то сможете получить полную мощность. Или у вас 3 фазы 220В? А Вы кстати представляете толщину проводов для 220В чтобы снять с одной фазы 18Квт и габариты трансформатора? Если вы можете снять 100А с фазы на 220в, то почему не использовать 3*380В. Логически у вас по любому не может быть только 220В для тока в 100А, с такими токами у вас однозначно- 3х фазный ввод минимум 40кВт если вы можете себе позволить воткнуть 18Квт на одну фазу. Вы явно чего-то недоговариваете.
- 4 ответа
-
- 2
-

-
Частоту на самый минимум, току побольше добавить и не задерживаясь на одном месте тонкими слоями.
-
вот
-
http://www.manualsdir.ru/manuals/235084/lincoln-electric-invertec-v350-pro.html?page=10 Вас что в гугле забанили? https://www.google.ru/search?q=manual+linkoln+v350&oq=manual+linkoln+v350&aqs=chrome..69i57.9983j0j7&sourceid=chrome&es_sm=122&ie=UTF-8
-
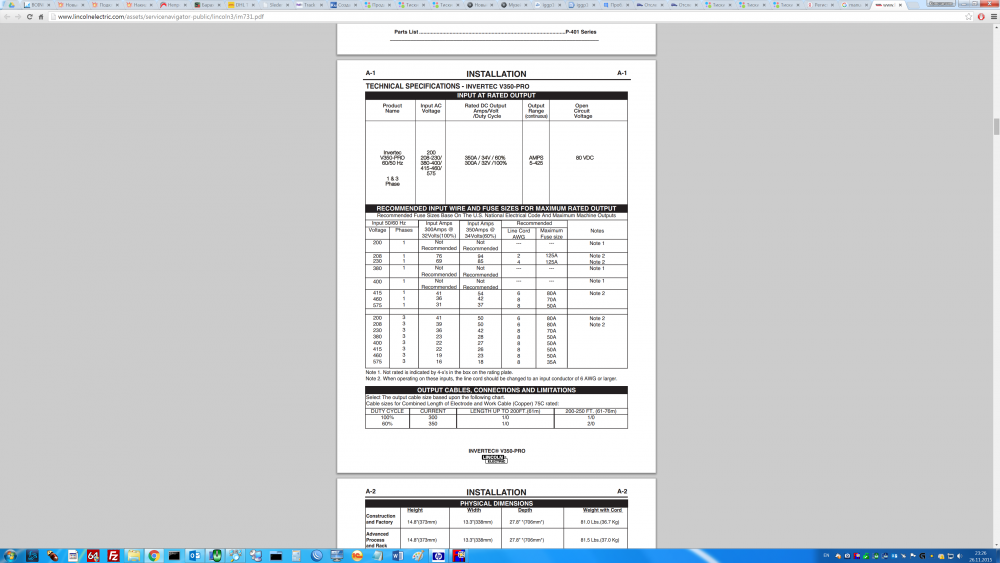
http://argon.pw/CDR/im731.pdf
-
Там нет индексов по питанию, а если и есть то это индекс предустановленных с завода перемычек. Аппараты универсальные от 220 1 фаза до 560В 3 фазы, все напряжения выставляются перемычками под крышкой сбоку или сзади не помню точно.
-
Больше похоже на некачественное литьё.выгрызите поглубже борфрезой и варите снова.
-
Дык там всего 4 провода, 3 фазы и земля. Земля - желтая или зеленая может быть желто\зеленая. Перемычки выставляющие питание - схема на крышке.
-
И правильно делаете. Я даже не обратил на это внимания, привык что это само собой разумеется. Хотя в этом узле может и не быть резинок, а стоять только бронзовая втулка где вал выжимного ходит, тогда можно и не разбирать, а только сдвинуть колпачек-пыльник чтоб не погорел.
-
Блин, а у меня прчти пять утра и я теперь жрать захотел... А блинов и кижуча нету.. Пойду пельмени варить... Эх Шнапс... Не жалеешь ты людей...
-
Не задавайте пожалуйста глупых вопросов. С нормальным осцилятором это можно заварить простой УОНИ.
-
Или городить отдельный контур со своим компрессором надо, а это еще большая заморока, так как места под капотом нет.
-
Я шевроле видел только на картинках. . С ремонтом ни вопросов ни проблем нет, у нас есть всё для этого включая опыт. Мы чиним всё от легковушек до фур. Я имею ввиду где берете данные по програмации компутера и данные для привязки доп датчиков в существующую систему. Например если взять Лексус с встроенным климатом и чувак хочет холодильник в багажник, как решаете подобные замороки? Унего же тачскрин + комп управления салоном. Туды если релюшку врезать он же нафиг пошлет и в сервис направит.
-
На таких здоровых деталях да еще и со стенкой 5мм и более можете смело начинать со 150-180, а как успевать перестанете присадку подавать и деталь прогреется можно и убавить, а то у вас больше времени на прогрев уходит чем на саму сварку. При таких токах. И присадку 3,2-4мм для подобног желательно. Лектродик тож 3,2мм