

Учусь
-
Постов
1 230 -
Зарегистрирован
-
Посещение
-
Победитель дней
6
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Учусь
-
-
а если условия те же, глаза тоже, и в каждой маске разные ощущения . в дешевых масках если долго поработать, всегда появлялся песочек в глазах, а были и такие, что уже после часа работы начинало щипать глаза. не думаю, что это будет полезно для зрения. в текмене и спидгласе такого не заметил, так же с простым стеклом проблем нет.
Приветствую земляка. А вы интересно из какого города, может соседи?)
На ваш взгляд на сколько хуже тэкмен спидгласа и хуже ли? Тут с выбором морочусь. Как бы на тэкмен с турбоблоком уйдёт порядка 40-45 тысяч, а на спидгласс 9100х, все 60-70. И если как бы 45к, наскрести за месяца 2 реально, то 70 уже жаба начинает подавать сигнал

-
Приветствую, собираюсь в скором времени пойти учиться на сварщика, но проблемы с военкоматом. Суть заключается в том, что служить я не могу, потому что с утра нужно где-то час в толчке проводить. С такой "мелкой" проблемой я конечно же годен. Так что последний вариант ПНД. Естественно не собираюсь корчить шизофреника или что-то вроде такого. Так вот вопрос, будут ли проблемы с устройством по специальности сварщик, если лежал в пнд? Оч важно, господа. В армейке и рад бы отслужить, но не могу, а сварщиком работать хочется.
Ей богу, щас в армии как в детском саду. Болеешь, подлечат бесплатно. Будешь косить, а потом если вдруг всё равно забирать станут, в самую-самую жопу попадёшь.
Можно найти небольшую контору, не официально, желательно где придётся овладевать всеми видами сварки, сейчас, мне кажется, упор надо делать на РАДС и ПА, если конечно нет планов растрачивать здоровье на северах.
Либо ждать 27 лет
-
-
 2
2
-
-
Не раз уже писал, в стране дикий непрофессионализм управленцев, дичайший!
Только ли управленцев? Нормальных работяг тоже дефицит как бы.
Да и тут дело такое. Нужен ли адекватному самостоятельному работяге начальник?...А вот такой управленец без работников...
-
5
-
-
Это уже к офтальмологу.
Видео сравнения смотрел, с одной и той-же камеры и ракурса, быть может конечно просто плохая фокуссировка была в случае 2,5. Один фиг маски +-за одну цену купить можно и всё они не плохие. Тут бы в работе все посмотреть, но это не в Миассе и даже не Екб и не Че.
-
Чем именно "не очень", конструкцией шлема?
Как по мне, так картинка в ней просто сказка: https://www.youtube.com/watch?v=jM2MPV2WLek
(и еще нужно скидку сделать на цветопередачу камеры)
Чёткостью картинки.
-
-
@Учусь, среди корейских Otos тоже гляньте.
Глянул, к сожалению не нашел не одного видео, в котором был бы показан вид из маски в открытом и закрытом состояниях. Светофильтр 1/1/1/2 против 1/1/1/1 у ТЭКМЕНА и Линкольна, в открытом состоянии 4дин, против 3,5. +-цены одинаковые. Про Российскую розницу я не говорю, могу и месяцок подождать
За совет всё равно спасибо
-
Народ, подскажите маску до 15к.
Я, так понимаю, смотреть в сторону ТЭКМЕН 820/815/730, у них есть вообще принципиальны отличия или только размер светофильтра?
Есть ещё какие другие дельные варианты?
Lincoln Electric Viking 3350 тоже подходит
Из хотелок:
затемнённость в открытом состоянии поменьше (на 2,5 дин у меня денег пока не хватит).нравятся стёкла с аквамариновым цветом, хотелось бы такой светофильтр.
со временем хочу купить и установить турбоблок, кстати как вы считаете нужна ли такая фича?
Отсюда кто-нибудь заказывал?
Могу у форумчан чего-нить купить
-
Вот вообщем то, что я обещал сделать, посверкал рутилом.
Если быть объективным, в данном случае, не заметил я особой разницы между монолитом и ОК46. Хотя монолиту было тяжелее, ведь сварка велась фактически на холодную.
В тесте участвовал мой гловерс (форсаж дуги и горячий старт по нулям, т.е. на протяжении сварки теоретически мы имеем тот ток который выставили), 2 пачки 3мм ок46 тюмень (2015 и 2017 г.в.), пачка монолита, УОНИИ и ЛБ52у 2,5мм, а так же труба со стенкой 4мм.
Делались надрезы отрезным кругом 1,6мм, все швы вертикалы, на рутиле с отрывом.
Как и предсказывалось, 70А это не сварка:

85А уже лучше, но всё равно маловато:

91А, заключительный, возможно стоило поднять еще на 4А, тут правда уже разогретая труба и на холодную ампер 8-10 можно было накинуть:

55А, УОНИ (можно было бы еще 3-4А накинуть) и ЛБ вне конкуренции и зачёта
:
Общий вывод.
Кратер идёт практически на протяжении всего шва, что на монолите что на ЭСАБе. Кратера не будет если не будет зазора и сквозного прожога металла. Рутиловые электроды не моё. УОНИИ от ЭСАБ, норм.-
2
-
-
Конец истории, хватило герметика между соплом и переходником.
-
1
-
-
Для доселе невиданного есть Universal Virus Sniffer. А авэзэшкой можно эффективно почистить вручную.
Я о таком даже не знал. Всё по старинке
А в 90% быстрее всего через процессэксплорер (по удалять и по отключать всё левое, высвободив мизерные мощности) с последующим запуском антивируса ибо компы в 90% случаев, мягко говоря, попадаются тормознутые. Был у меня недавно такой, винда грузилась из-за вирусни минут 20, при том что на своём я привык ожидать с момента включения до работы секунд 10. А при запуске антивируса сей экспонат бы в 99% ушел в себя.Вообще не вижу смысла сравнивать гору антивирусов, все хороши и справятся со своей задачей.
Можно конечно забить какой-нибудь хард вируснёи, создать его резервную копию и начать прогонять антивирусами, выясняя кто эффективней, но кому это надо?
Важен конечный результат - чистый комп, а чем это достигается личное дело каждого.
Пойду поработаю
-
@Учусь, а что там наш любимый AdwCleaner? Не испоганился ешо?
И это... былаж где-то в тырнете прямая ссыль на свежий файл курейта, я обычно её давал.
Можно ещё вот так лечиться: http://websvarka.ru/talk/blog/61-globul-enikej/
Но я потерял контакты со спецом которому отсылал анализы. Могу конечно и сам посмотреть, но в себе я не уверен.
Там и есть ссыль на свежий файл. 2 клика и он у вас.
Если меня просят почистить комп, то сначала я убиваю и удаляю всё подозрительное процессэксплолером, потом др.вэб очищает остатки.Ну это если комп не совсем засран. В противном случае формат диск, с изначальным создании резервной копии важный файлов.
АВЗ тоже хорош, но не для среднестатистического юзера, опять же он хороших для тех кто считает что его комп заразился доселе не виданным

-
Поговорил на выходных с несколькими сварщиками, с достаточно хорошими навыками в РД, которые подрабатывают на сварке газопроводов/отопления и т.п. Посмотрел швы - красивые. Спросил про ок46, кратер при сварке в отрыве считают нормой, точнее не помнят когда было иначе.
-
2
-
-
https://free.drweb.ru/cureit/ на 99% вылечит комп. Остальное это процессэксплолер от майкрософт.
Ко всем, если помощь или какая-либо консультация по абсолютно любым компьютерным вопросам кому из форумчан нужна, пишите в лс или скайп и при наличии свободного времени обязательно помогу.
-
Игорь прав , смените сопло и сеточка не к чему в Агни , или у вас мал поток газа и сетка доп. тормоз.
Как верно заметил Игорь выше, звук как у реактивного истребителя.
Было же всё ок, потом резко стало не ок. Так не бывает. Говорю же, изначально были бело-голубые и золотистые швы в 90%, на протяжении 2-х недель практически каждодневной сварки нержавейки. Причём во всех положениях, кроме потолка (не работал в нём).
Увеличьте пост газ и на нерж минимум 7-10сек у вас толстая и я бы сек 15 ставил.На гроверсе моём максимум 10 секунд. Я на 2-ке ставил 5 сек. А когда на импульсе 190А сваривал - 10 и только для того чтобы вольфрам остыл.
и моей старушке ОЙ ..оЙ сколь летГерметик мертвому припарка , пару раз голову крутанете и он в кучу соберется.Герметик только между соплом и переходником. По новой теории, виновато именно это соединение - сдувает аргон из зоны защиты уже сформированнного и не остывшего шва.
А вот по вылету электрода из этого сопла у Вас с Игорем есть общее, 3 максимум 5 мм. Хотя в этой ветке, мне давали совет, что можно его выдвигать до полутора диаметров сопла. Я просто привык сваривать на короткой дуге, в районе 1мм, и мне удобней если электрод подальше выдвинуть, а тут 16мм сопло в самый раз. Надо тесты провести
Нет у меня нержи, на которой можно поиграться, заеду на металлобазу возьму кусок.-
1
-
-
Увеличивать подачу газа надо соразмерно диаметру сопла , на мой взгляд .
Сварочный ток тоже очень важен.
В вашем случае , определить давление на выходе горелки и от этого уже подбирать оптимальный режим
Я так понимаю купить колбочку-ротаметр?
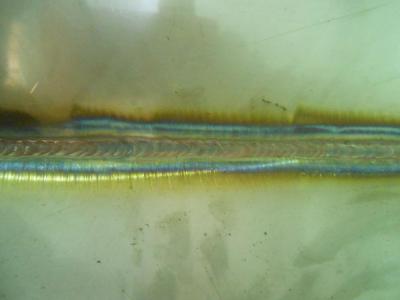
Опять же родилась теория. Поскольку сифонит горелка, то в некоторых положениях, поток аргона из выходя из щелей перемешивается с воздухом и начинает обдувать остывающую нержу, ну и возникает внешний вид как при грязном аргоне. На пятно проверял всегда серебро с с некоторым золотым оттенком, может правда из за освещения, да и сопло в таком случае находится перпендикулярно шву...
Отступая не много от диалога.
Я конечно понимаю, что мой стаж аргонщика месяцев 6 и вызывает скепсис. Но грязный газ по внешнему вида шва я отлечать уже научился, и так не бывает, что вот ты свариваешь всё норм, потом прерываешься, для удобства меняешь угол наклона сопла и положение тела и всё становится несколько печально. Нет, не пережигаешь металл,к тому же его потом обработают в добавок пастой и немного полернут, так что цвет шва станет как у основного металла, важен лишь внешний вид шва. Меня просто это напрягает.
В любом случае я сегодня съездил на работу, высокотемпературным герметиком сделал прослойку-прокладку между соплом и переходником. С вилкой - подожду ответ агни, но с болтиком тоже что-то сделаю, и увидем результат.


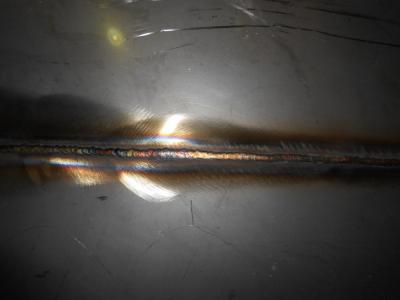
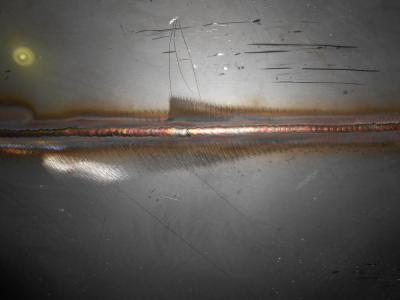
По дороге взял фотик, видно как менятся цвет.
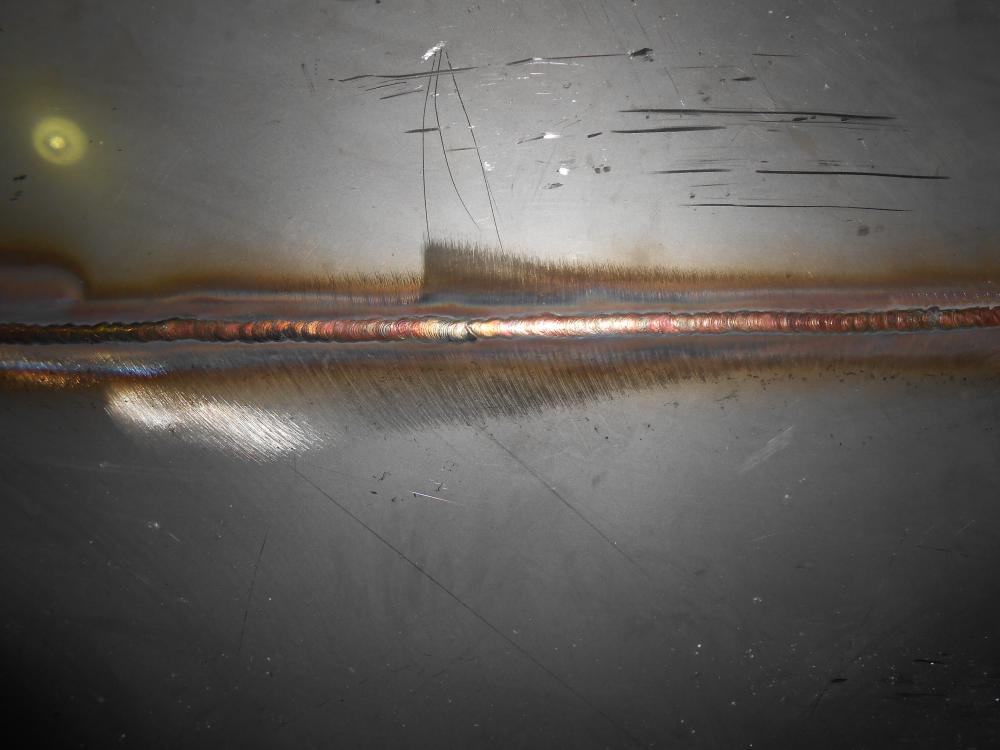
Лепестки 2мм, труба 1мм. Сначала сваривалось изнутри, потом снаружи. В обоиз случаях ширина шва около 4-5мм. Присадок внутри 2,4, снаружи 1,2. Режим импульный. 190/25А, скважность 30, частота тоже в районе 30Гц, вроде 34. Тавровые соединения (с трубой) Линейный 75А (присадок 2,4), внешний угол 60А (присадок 1,2).
Тавр.





Вн. Угол



Стык. внутр.




Стык. внешн.

Вот ответ АГНИ:
Возможно посадочные конуса головки не притерты.
Попробуйте притереть.
Для этого необходимо снять заглушку на вилке и подтянуть винт,
после чего головку покрутить, потом опять подтянуть винт и снова покрутить и так несколько раз.
До тех пор пока конуса не сядут, вы поймете (головка начнет поворачиваться с заметным усилием
и может появиться характерный металлический скрежет).
Так как узел подвижный, полностью исключить утечку не получиться, но должно стать лучше.
-
4
-
-
А если не зажимать ?
Видно как черная заглушка слегка приподнимается вверх.
Вообщем я примерно понял ваше решение - увеличить расход газа с 8 литров (текущий расход), скажем до 12. Еще раз повторю это сопло 16мм, с сеткой внутри.
ЗЫ. Я просто высказал своё негодование и не большое разочарование что-ли, как тогда в ситуации с ОК46. Форум всё-таки. Посмотрю что АГНИ еще ответят. Горелка безусловно хороша, на 100А гонял я её как-то часа 4, была тёплой. Проверять начал с редуктора, заменой, потом шланги продувал/проспиртовывал, чистил аппарат, кидал в обход клапана, далее разобрал полностью шланг-пакет, проверил шланчик на герметичность, тоже проспиртовал, опосля уже саму горелку...Спишу всё на полосу невезения
-
1
-
-
А через малую щель в уплотнении - сомнительно .
Дует так, что щекой чувствуется
 Правда это если пальцем сопло зажать.
Правда это если пальцем сопло зажать. -
Дополню . Для более полного понимания картины . Реализация защиты и поддува от одного редуктора . Где подсос ???
Я без поддува свариваю, просто с двух сторон. Понятно что, если цвет шва, с той стороны, где использован поддув отличный от серебристого, то это либо плохой газ, либо плохая защита.
Правда еще не совсем понятен вопрос.
-
@Учусь, На фото , вылет очень большой . Если это обусловлено труднодоступностью , то сопло меньше , иначе - расход газа больше , но тогда куча побочных всплывает .
У меня сопло 16мм, сейчас телефон с фотиком сломан и условно на старой фотографии показал. Я уже 500 кг нержи изварил и всё ок было. До этого Четверга....Даже на тавровом соединние мутота. То белый шов, то фиолетовый...Я всё перекопал уже
Довольно часто всплывает тема за "подсос воздуха" в тракт горелки . Поясните , как ??? Какие такие условия этому способствуют ? Там что , инжектор стоит или другое смесительное в тракте ? Как при избыточном давлении в магистрали попадёт воздух в тракт и это при давлении 8 - 12 л/мин ? Может быть всё это время я заблуждался ? , но поясните . Были случаи , когда гайка была закручена на редукторе ( на выходе ротаметра ) от руки (чисто наживлена) и с неё подтравливало , но ни каких косяков не было ( "нержа" в том числе ) . Или физика не для всего ?
Тут такое, я на вп-17 старой, пока не устранил утечку через колпачок, сваривая не мог получить соломенный цвет на нерже, устанил, дело пошло.
Ps почему в четрверг не написал. Ну что зря наговаривать. Вот, периодически между субботне-воскресной работой, я проверил все соединения на герметичность методом окунания в бак с водой, на всякий случай, чистым спиртом почистил все шланги. Произвёл полную продувку сварочника, разобрал всё до винтиков и собрал, в бубен только не стучал
Тут еще отступая от темы. Мне сломали моё любимое 16-и мм сопло и пошли в магазин покупать, а его цена там 500р !

-
Народ подскажите.
На месте сочленения вилки и головы горелки значительно подтравливает, особенно из под чёрной заглушки.Обостряется, если сопло перпендикулярно ручке, чем более развёрнутый угол между соплом и ручкой тем меньше проявляется. Цвет шва от золотистого (когда всё норм) до фиолетового (при перпендикулярном расположении сопла). В основном свариваю нержавейку, доставляет дискомфорт.Как побороть? Проявилось резко, во время сварки 2мм нержи на токе 70А, ставил прихватки, которые неожиданно стали тёмными. Газ чистый 100%. Проверил абсолютно всю систему на подсос воздуха, начиная редуктором, а заканчивая горелкой. Нашел два места, оба в горелки. Одно между соплом и переходником (совсем не много и поправимо очень тонким слоем высокотемпературного герметика) и второе, о котором рассказал выше.Естественно винт затягивал.
-
Думается мне , что бурю возмущений могла поднять одна-другая косячная партия
Ну у меня 2 пачки, одна декабря 15-го, другая середины этого, старая чуть лучше, но пора/кратер тоже есть.
-
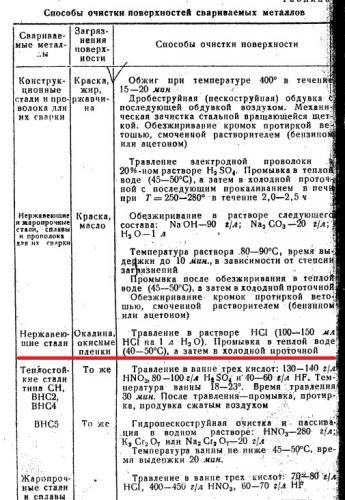
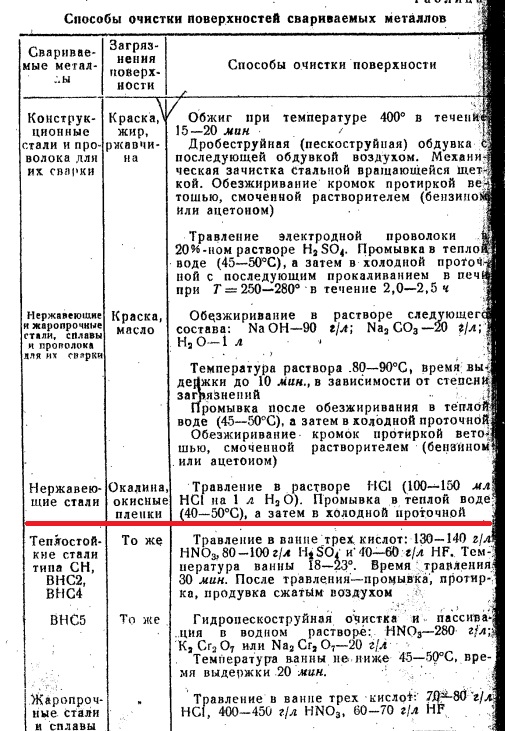
Есть ли какое средство для облегчения сварки с другой стороны? Я хоть не много и подчищаю болгаркой, но смачиваемость металла ванной гораздо хуже, чем при сварке чистого металла (необходимо дольше прогревать металл, что вносит больше погонной энергии, что в данном случае критично). Химическая обработка или ещё какой способ?
Вообщем сам спросил, сам ответил. Может кому пригодится:
-
3
-


















Выбираем маску хамелеон #1
в Советы в выборе
Опубликовано
Вот я в очередной раз убеждаюсь, Георгий, вам надо в министры экономического развития податься
P.s.
Наэкономьте мне, пожалуйста, примерно так же, за вознаграждение