brat_h
-
Постов
790 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент brat_h
-
И поэтому его используют в качестве люминофора в ЭЛТ-трубках, ламах дневного света и в белых свето-диодах? Что опять "инжереры-сварщики" домашнее задание не выполнили? Прикольно, давайте купим какой нибудь дешевый китай/корею "за $76", потом к нему еще "крыло от Боинга" докупим... и все это ради того чтобы рассказать всем как же шь "не умно покупать дорогие хамелеоны, которые изначально работают и защищают как положено, но на которых продаваны наживаются, спекулянты, вай, вай!". А весит это стеклышко сколько? А бликов добавляет сколько? А дополнительной пыли собирает сколько? И заказать его в розницу где можно, так чтоб не покупать оптом на заводе оптических стекол/светофильтров? Ну конечно можно и когда солнце в зените - сквозь облака, сварочные стекла, через экраны мониторов, сквозь закрытые веки и т.п. И про инфракрасное излучение: Это к чему тут все эти советы? Будем изобретать "велосипед"? Весом в пару килограмм? Да, да, зайцы тоже причина усталости, если часто сверкать. А если не часто? Смотреть на сварку сквозь сертификат? Если вы где-то там и "крутой специалист" в своей сфере, то в той сфере и советы давайте. Здесь сфера защиты зрения и кожи от излучений, от раскаленных брызг, от отравляющих газов, от "вывиха шеи" даже, представляете. Вот я сейчас возьму и обломаюсь... или пойду смотреть на солнце... или когда у меня заболят глазки от голимого хамелеона, пойду как все и набухаюсь... ага, то не я побежал? Вас так сильно задело, что я предостерег своего коллегу не портить зрение опасными экспериментами? Или вас удивило что судя по "надписям на заборах" нельзя сравнивать качество тех или иных хамелеонов? Добрый советчик, может вы пройдете мимо, куда нибудь в сферу своей специализации? PS: по поводу "света в конце туннеля" - это форум не изотерики, или наркоманов, ну или реанимированных "смертников". Если вы по поводу религиозных взглядов - то "свет" слепит скорее тех кто никогда правды не хотел ни знать, ни говорить, скажем так.
-
@Krazzt, Вы любитель бумажных сертификатов. И что такое "сертификат"? - Проверка, если просто, вернее "бумажка о проверке". Ну вот и я что "проверил" на себе, о том и могу рассказывать, а вот всякие "бумажки о проверке" это конечно интересно, но напрямую сравнивать качество светофильтров они ж не позволяют - просто прошел набор тестов или не прошел. Последний тест всегда происходит уже у конечного пользователя... у того у которого когда что-то начинает болеть, то ему уже до одного места "всякие бумажки". Из моего "набора" проверок: Speedglas 9100 защищает хорошо везде и даже очень долго Tecmen новый защищает долго, но не совсем "везде", так как синеватый, со временем раздражала яркость дуги. так же не помешает прочитать о вреде синего света для зрения в долгосрочной перспективе. Tecmen старый хорошо защищает при сварке в аргоновой смеси, но недостаточно при сварке в углекислоте (глаза ныли немного). Welhel защищает, но только если недолго (глаза ныли постоянно) Artotic тоже самое что и Welhel, но электроника лучше была. Если варить не долго, то видны только "зайцы" и "моргания после открытия", то есть дешевая электроника, а если работать долго, то "видны" уже и последствия для здоровья. Личное мнение, да и не только мое - сертификаты может означают что в хамелеоне можно работать, по крайней мере недолго, а вот качество означает - что можешь целый день варить и варить, а твои глаза ВООБЩЕ не устают и не страдают. Здравствуйте, вот такой я фанат Speedglas-а, приятно познакомиться. И вообще этот форум для сварщиков, а не для демагогий. Если есть полезный опыт, опыт, опыт использования тех или иных хамелеонов, то пожалуйста рассказывайте, описывайте, делитесь впечатлениями, плюсами/минусами, где/как/что варите, что хорошо было, что плохо, то есть по делу. Если есть полезная информация - научная, финансовая, медицинская, которая относится к делу, то пожалуйста делитесь, просвещайте народ. А читать там всякие надписи и сертификаты я и сам умею. А то тут последний "научный" совет был "пользуйтесь тербиевыми стеклами" - от хорошей жизни что ли? Вставлять стекло с люминофором чтоб он поглощал ультрафиолет... и заодно чтоб фонил "зеленым светом"... вроде в Miller такую приблуду вставляли... видать очень хорошее качество защиты у маски "за $76". А как насчет ближнего инфракрасного излучения? Что вставлять от него? Оно тоже опасное, и сразу до сетчатки проникает. Вот и вся информация за несколько последних страниц, хоть сколько нибудь полезная для размышления, среди кучи всяких "сражений с ветряными мельницами".
-
Ага, рано утром или поздно вечером, когда яркость не такая, чтобы сильно слепить, и ультрафиолета намного меньше, не говоря уже об инфракрасном излучении... А козырьки от солнца, тоже бред? Или на севере от снежной болезни чем "лечатся"? Все хорошо в меру. А если человек начал заниматься откровенно опасными экспериментами, то наверное надо было как-то переубедить если не его, так других, не заниматься подобным. Вообще-то дело ж не в надписях, а в качестве - это так для начала. И у этих всех надписей есть, скажем так, рейтинг уровня контроля качества - это надписи типа "CE", "Din", "Din plus" Это типа если я принесу одну маску, собственноручно отобранную из сотни других, или даже специально сделанную очень качественно, на испытания, и ее проверят и подтвердят, что она хоть более-менее соответствует заявленным и требуемым характеристикам - ну позволят налепить "CE", типа торговать в Европе можно. А если я приглашу спецов к себе на производство, покажу свое оборудование, систему контроля качества, в общем покажу откуда еще мое качество берется, то например мне позволят написать "DIN" на своем светофильтре. А если я еще и буду делать это регулярно, в два раза чаще, то есть вообще докажу что моя фирма "веников не вяжет", а занимается делом очень серъезно, ну тогда позволят нарисовать и "Din plus", и будет это стоить денежку и регулярную денежку, и побольше чем просто ничего никому не платить и ничего не "рисовать" по поводу сертификации. В свою очередь надо смотреть и на то, что за контора сертификат выдала, а то может этот сертификат выдали где-то на автозаправке или в какой-то забегаловке общественного питания, типа как у Artotic сделали. Европейские производители это Speedglas и Optrel и все, Balder уже "по рукам пошел" и не совсем удачным, сейчас в собстенности SureWerx USA Inc. Он хоть и с "Din plus"-ами, а глаза от него болят у людей, если долго работать, были такие жалобы. А у Speedglas и Optrel ни одного "Din plus"-а, просто "CE"-шки, что ж это может значить?... ну наверное не нужны они им эти Din plus"-ы, да и все, а "CE"-шки по минимуму нужны просто как разрешение для торговли, прям как китайцы какие-то... а может просто не хотят, чтобы всякие шпионы совали свой нос куда не положено? Некоторые фирмы даже не патентуют свои секретные технологии, чтоб конкуренты ничего не знали, Никогда не слышали о таком? Tecmen даже названия сдирает с электронных компонентов, если что. На бумажке можно что угодно нарисовать, если соображать, и даже у ширпотребного китая единично проскакивали даже "Din plus"-ы, и что это значит? "Поматросили и бросили"... строить из себя крутых.
-
Да, все логично... гоняйтесь за надписями, у китайцев они вообще бесподобные Начитаетесь, закупитесь китаем, потом будете фантазировать о том какое бы волшебное стеклышко вставить в свой китай, чтоб глазки перестали болеть, матюкать Speedglas и продолжать учавствовать в холиварах, о том какой Speedglas плохой, дорогой и т.п., - он же судя по "надписям на заборах" хуже чем китай. Заодно придумай как отдирать брызги налипшие прямо на светофильтр. Вы тут нашли собеседника, оно что-то вам рассказал... и вы решили попробовать что? У какой маски какая защита от УФ/ИК излучения? В выключенном состоянии? Ну и как, белые пятна долго перед глазами стояли? А если б часа 3 подряд смотреть на дугу с выключенной маской? Ну чтоб хоть какую-то дозировку УФ/ИК получить? Да, не, ребята, нельзя на дугу или на солнце смотреть даже СИЛЬНО прищурившись. Ни разу не слышали страшилок про то как люди слепнут, при попытке посмотреть прямо на Солнце, во время всяких затмений, там? Для того чтобы "на глаз" определить качество защиты от УФ/ИК не обязательно выключать маску и слепить себя разглядываю дугу, достаточно просто поработать в ней полноценную рабочую смену и потом, дома, уже будете ощущать все что нужно или не ощущать если защита была качественной, скажем так. Ну здесь как бы форум не для того чтоб люди занимались членовредительством, что ли... Давным давно все уже было разжевано на предыдущих страницах/частях, если что...
-
У Speedglas защита будет "помаксимальнее" чем у тех же Tecmen (по крайней мере чем у предыдущего поколения) или Balder, и по скорости срабатывания побыстрее. Что Speedglas, что Optrel указывают "достаточные" по гостам цифры своих характеристик, да и Tecmen указывает об уровне защиты "до 16 DIN", как бы намекая... короче, эти фиолетовые/голубые интерференционные светофильтры требуют "нано-точности" при нанесении нескольких слоев с различной плотностью/преломлением для подавления того или иного спектра плюс фильтрующие качества самого стекла. Кто из производителей сколько слоев делает и с какой точностью и степенью эффективности - это вот такие "секреты фирмы" которые только на спецоборудовании можно проверить, ну или на своих глазах
-
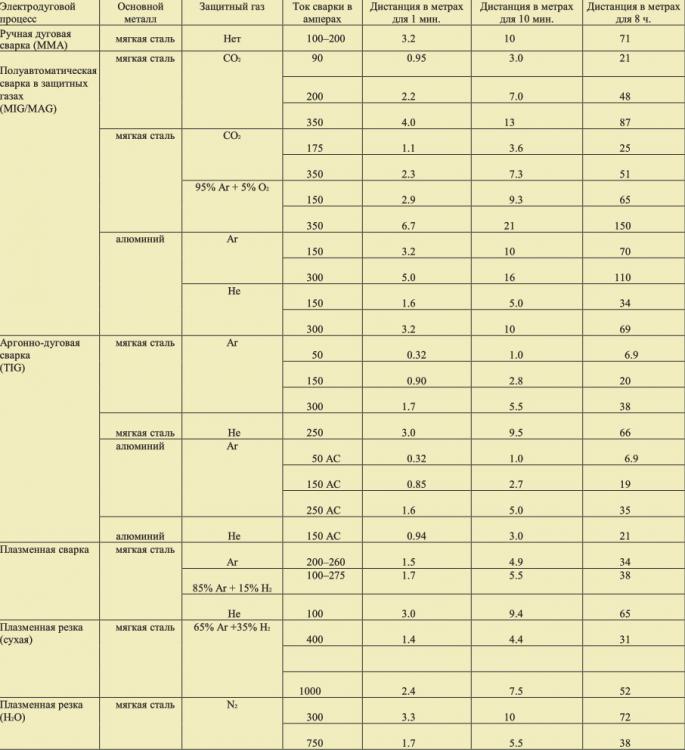
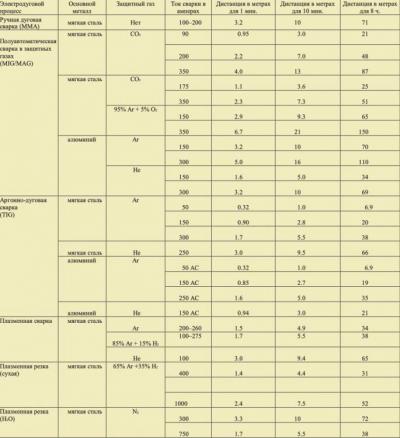
Нет, все как в источнике: https://app.aws.org/safety/safety/FACTbundle_fabricators.pdf с сайта AWS: Safety & Health Чтоб сильно не пугаться кислорода - по технологии, для проволоки Св08Г2С есть смеси с 20-30% O2 и с 80-70% CO2 - на повышенных мощностях, свыше 300 А, кислород в углекислоту добавляют для уменьшения разбрызгивания и уменьшения размера капли. Аналогичный эффект добавления кислорода и в аргоновую смесь - уменьшается размер капли и облегчается выход на режим струйного переноса.
-
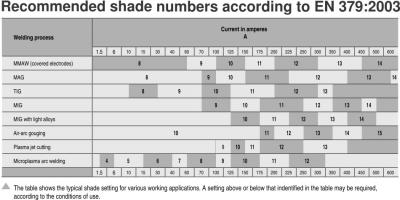
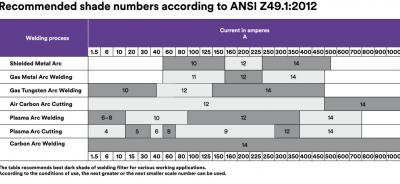
Ну, вообще по своим глазам приходится ориентироваться - комфортно или нет. Если интересует именно "невидимая" защита - так же по своим глазам придется тоже ориентироваться, будут ли ныть, "сыпаться" и т.п. после работы. Если ориентироваться по рекомендациям/стандартам безопасности: вот Европейская таблица вот Американская Есть еще одна интересная таблица - таблица расстояния до сварки и времени допустимого облучения за "рабочий день", "минуту", "перекур": FACTbundle_fabricators,pdf.pdf Можно отойти от места сварки на 90-150 м. и спокойно себе "работать" целый день даже без сварочной маски
-
Был такой вариант однажды - термостойкий тип защитного стекла, растрескалось после двух полировок и сроков службы и легко поломалось в руках... Самым лучшим типом стекла было фирменное стекло идущее в комплекте с маской - это было стойкое к царапинам стекло, такое же как обычное формованное, но с "гранитным" поверхностным слоем, не такое как сейчас уже идут вырезанные из плоского поликарбоната. Обычный литой поликарбонат тоже бывало покрывался трещинами... то ли от следов клея изоленты, то ли от ацетона/уайтспирита, которым вытирал этот клей, скорее всего последнее. Хотя возможно то термостойкое стекло, которое потрескалось, тоже было до этого в контакте с ацетоном... с рук брал, скажем так. В общем, такого рода химия противопоказана поликарбонату и приводит к растрескиванию.
-
Изготовят, вырежут, даже сложной формы... но, как засрется светофильтр микробрызгами... да и фиг, с ним, а то структура пластика вдруг изменится, года через три, и что потом делать? Лет восемь назад, когда в окресностях никто никогда и не слышал о Speedglas-е, я такой из Кореи стекла заказал пачку и потом из Америки "стартовый набор" и думаю, насколько ж их мне хватит... ой-ой-ой... до сих пор десяток стекол лежит нулевый. А, и да, их сейчас купить можно даже по своей цене на интернет-барахолке.
-
Правильно, стекло запылилось - в мусорку, зачем руки марать, протирать. Да и вообще - фирменная маска должна стоять в серванте, за стеклом, и радовать глаза, ноющие после работы. Сварщику положено полировать только нержавейку, и то по большим праздникам, а про окалину и отбивание шлака - та вы шо, сдурели?
-
Да я дофига "колхоза" наделал, турбоблоков несколько вариантов, вентиляцию для маски, держаки и горелки "колхозил" чтоб они работали как мне надо, даже тиг-горелку почти Бинзелевскую себе сделал, редуктора-расходомеры делал не пшикающие, вихревые трубки охлаждающие и нагревающие не хуже фирменного ширпотреба. Но вот сделать так чтобы китайский хамелеон работал как надо и не мучил мне глаза не придумал... вот я колхозник...
-
Полируются они, и дальше работают. Дрель, плоские насадки с меховыми кругами штуки 3, и одна насадка с поролоновой насадкой малого диаметра. Алмазные пасты от 14 микрон, до нулевки, полировать так чтобы не перегревать стекло. За 30-40 мин можно отполировать 3-4 стела. Предпочтительно брать пасты на водорастворимой основе, чтоб быстрее смывать остатки пасты. Грубые проходы на меховых кругах, самый грубый можно даже на войлочном делать, финишный на поролоновом. Перпендикулярными проходами несколько раз пройтись по стеклу и т.д. и т.п. Через пару лет стекла может придется менять из-за искажений. При хорошей полировке стекло будет почти как новое, и почти без "бликов-лучей". Регулярно добалять как саму пасту, так и масло или воду в зависимости от пасты, чтоб не полировать на сухую и не перегревать стекло, от этого пластик помутнеет и придется начинать сначала. При работе на полуавтомате надо использовать фирменные фигурные литые стекла они лучше защищают от микробрызг, на аргоне можно использовать и вырезанные из плоского поликарбоната.
-
@Goodwin 359, Speedglas™ G5-02 (621120) $735 без НДС для желающих крутизны а вообще народ американский просил вот эту маску: Speedglas™ 9002NC но сделали ее назло всем не "круто" - обрезали чувствительность до минимального TIG-рейтинга в 20А (потом правда шепотом рассказывали что и до 10А нормально работает), и режим "зачистки" не сделали, да и внешних признаков что маска включена нету, бывает выключается и люди зайцев ловят. Что одна, что другая маска компактного исполнения, типа облегченные, типа для аргонщиков, но вот своими руками делать конкурента за $200 своей будущей топовой маске не захотели, видать


-
Я не знаю откуда вы взяли такую цену. У американцев конечно есть такая мода как сравнение своей цены с "Рекомендованной производителем розничной ценой" (MSRP) и потом говорить что "вот вам экономия/скидка аж $100-200". Но это все как бы "финт ушами", бывает конечно, что кто-то такую цену и просит, но в основном в самых известных магазинах специализирующихся на сварке и масках цена заметно ниже: Miller Digital Elite - их классическая модель $257.00 ====== Miller Digital Infinity - их модель с самым большим светофильтром в мире... была до выхода Speedglas G5-02 $299 ====== Miller T94i - их топовая модель с забралом: $458 Они все на современном уровне, с полноцветными фильтрами, и со своей фирменной фичей как "X-mode" или Электромагнитный Датчик... звучит конечно круто в рекламе, но они его внедрили скорее от того, что по другому не могли тягаться со Speedglas-ом - то ли быстро закрываться не могли, то ли открывался в ситуации со скрытой дугой, когда при сварке свет от дуги перекрывается каким нибудь препятствием и датчики дугу не видели, ну и при работе на солнце светофильтр закрывался и... нервировал сварщиков. А при включении "X-mode" все работает, но правда в радиусе трех метров и от соседа тоже будет срабатывать. а $575 - вот что у них стоит 575 баксов: MILLER T94I-R PAPR HELMET UPGRADE KIT (279871) То есть это топовый вентилируемый шлем с забралом... конкурент Speedglas-овскому G5-01.Кто-то жаловался что Speedglas собирают в Польше - возможно, цены там зато самые дешевые сейчас:3M™ 611130 Speedglas G5-01VC Air $650 без НДС. Что за магазин не знаю, не пробовал но он давненько присутствует.


-
@schkaliki, ну, новичек, говорит - по идее учится варить, снимать обзоры... с видеообзорами сварки нужен специальный навык тоже, чтоб снимать дугу, чтоб она была в фокусе даже когда камера снимает сквозь светофильтр, плюс еще защита от брызг и дыма. По сварке - тренировка нужна, как и любому желающему и даже умеющему. По видео - информативность и наглядность нужны, - рассказ и текстовое сопровождение технологии - тип и размер электродов, проволок, защитных газов, настройки аппарата, сила тока/напряжение, ну и самое сложное - качественно заснять видео самого сварочного процесса, - нужны штативы, светофильтры или хамелеоны, камеры с возможностью макросъемки, навык сварки "в обнимку" с камерой. Бывает кто-то стоя издалека с профессиональной камерой просто делает "zoom", а кто-то с камерой попроще - саму камеру рядом с сваркой ставит. В общем это целая специализация в области видео .
-
Это какая-то одна антиреклама Рутил-целлюлозные электроды без вертикала сверху-вниз... и что за сакральный смысл? Просто уменьшить количество шлака? Много брызг налипших... может аппарат, может техника сварки, ну или сами электроды. Длину дуги может покороче надо держать -> меньше напряжение на дуге -> меньше разбрызгивание. Силу тока наверное даже уменьшить, напряжение тоже слега уменьшится. Сверху-вниз варил с отрывом что ли? Сверху-вниз надо сразу, проход без отрыва, и лучше в виде внутренних угловых швов чтоб не заморачиватся с разделкой и зазорами - ну, и стыковые швы вообще-то должны быть со сквозным проплавлением А чтоб не заниматься "рукоблудием" в виде "отгонять шлак" - рутиловыми электродами более положено варить слегка на подъем углом назад, Для сквозного проплавления стыковых швов, но чтоб избежать соплей и прожогов, варить с большей мощностью под наклоном сверху вниз. Ну или развивать навык работы с "замочной скважиной", но этом случае все равно желательно немного на подъем чтобы эта "скважина" не была заполнена шлаком. Короче если без отрыва, то или чтобы шлак сам стекал назад, или чтобы сила тока и скорость сварки были такие, чтоб шлак оттеснялся назад дугой без особых проблем... Ну и вообще - может испытывать электроды не просто "на глаз" на то как они горят или брызгают или зашлаковывают, а делать швы по полноценной технологии, когда надо со сквозным проплавлением, когда надо без отрыва, когда с разделкой кромок и правильными зазорами - чтоб уже с профессиональной точки зрения оценивать на что они годятся Глядишь, уже может не только заборостроителям будет интересно.
-
Это ж капитализм, деньги вложенные в товар должны приносить прибыль, а не лежать мертвым грузом - то что продается быстро будет иметь меньшую наценку, чем то что продается медленно и долго "связывает" оборотные деньги. И вот каждый нормальный продавец имеет в запасах и сами маски, и турбоблоки, и кучу различных запчастей и обслуживает клиентов по первому требованию. Жадные - это когда ничего кроме фотографии в интернет-магазине нет, цена в два раза выше чем в Америке, и ждать доставку нужно как будто из Америки пароходом "Интелектуалы" имелись в виду, те которые "экономисты" которые умеют только прибавлять и вычитать - прибавлять к своему доходу, и вычитать из дохода рабочих... Ну вот у этих дорогих производителей где-то ж такая логика тоже - качество, сертификация, научные исследования... но самое главное, наверное, что все хорошо запатентовано... а если еще и представить, что наиболее эффективный дизайн так или иначе сходится только к одному или двум вариантам, то патент на хорошо продуманный дизайн сделает твой товар и уникальным на некоторое время, а дальше максимизация прибыли - тянем резину до окончания действия патентов, разрабатываем конечно следующую "вундервафлю", но все таки ждем... и когда конкуренты, которым самим думать, разрабатывать и испытывать очень лень, но которым не лень копировать и продавать подешевле, вот когда они уже вложат бабло в производство копий, вот тогда нужно выпускать новое, навороченное, дорогое и опять быть на коне, лидером отрасли, легендой, и смотреть на весь круглый мир свысока... или даже из космоса через свой округлый светофильтр :

-
Немного фоток с корпусом G5-01 для ознакомления с тем что не видно во всяких там рекламах:






-
Ну, вот об чем речь и идет. Вам хватает с головой и может за $50, правильно? Просто может если еще какой нибудь "интеллектуал" поначитается таких счастливых отзывов о счастье "нахаляву", а потом например снабдит рабочих последними новинками дешевого китайпрома? И что ему потом говорить, напрмер? Или например самая обычная история - хочет человек что-то хорошее, а цена кусается, и он покупает, то одно дешевое, то другое, а потом все равно приходит к мысли что дешевле было бы сразу купить качественное. Продаваны, 90-е, ага... конечно... знаем только как "впаривать" наивным всякую ерунду, то да сё.
-
@Lunar, А-а, я так и понял - любой взявший в руки электрод или научившийся нажимать кнопку на горелке уже считает себя сварщиком ...и в данном случае рассказывает про то как хорошо работать в классном дешевом китае, потому что "если разницы нет, то зачем платить больше?" ...и потом они сидят даже на этих форумах и "думают вслух" какую бы еще неведомую "ерунду" прилепить к своей маске чтобы в ней работать можно было хоть более-менее нормально. Вы когда на свои китайские маски смотрите - вы смотрите на "сладкую" цену, и не прочь похвастаться - типа какой я умный-экономный и т.п.... и таких сотни и все умные, потому что экономные. А потом когда разговор за работу заходит - то практически все "домашние мастера, любители", которым маска нужна раз в пол-года, и глазки у них не болят, потому что они никогда не варят столько чтобы получить достаточную дозу облучения, то есть просто посверкают раз месяц по домашнему и все... По поводу этих китайских Artotiic-ов Я на своем примере, и на примере тех кто ими пользовался и кого я успел "разговорить" просто могу сказать - что это маски не для работы, ну в них работать можно, долго и нудно, но будут по вечерам ныть глазки, и все... ничего страшного По поводу продаванов - им проще 10 китайцев вам "впихнуть и забыть", чем связыватсья с фирменными масками, обязательствами, гарантиями и т.п., да и продажи - их там кот наплакал, по сравнению с "бойкими и дешевыми китайцами". ====== В итоге мораль я так понял такова: "имейте выгодных друзей в Америке, которых можно развести на подарки, и будет вам счастье"
-
Что, хочется чтоб все было дешево как в совдепии, но качество как в Америке? За $76 - это только БУ-шный Miller, с бесплатной доставкой "через друзей", да? Н-да, а если 10 часов "не подымая маски"... как там будет? Каким слоем "пылинок" маска покроется, вперемешку с потом, дымом, брызгами металла? Когда она бывает нагревается настолько, что если за "морду" маски взяться голой рукой, то придется потом лечить ожоги? Ну и самое такое еще тут "философское" - это вот эта вот невидимая защита от невидимого излучения, - как ощущать будут себя глазки после рабочей смены + несколько часов задержки? "Посыпятся" ли от передозы ультрафиолета, будут ли болеть и ныть от инфракрасного излучения? Или если надо работать, а маска тебе уже за день вагон "зайчиков" пропустила, или когда после открытия опять сразу закрывается секунд на 5, потому что не может отличить остывающий шов от сварки? Или когда на улице в солнечный день просто берет и закрывается от солнца - руки все заняты, ты должен все видеть, а она тебе - не-а! Или сколько вы уже будете рады заплатить за маску которая четко срабатывает и в темноте, и на том же солнце, которая и закрывается, и открывается когда надо, которая выдерживает сварку в сотни ампер, но при этом не открывается и не слепит во время ТИГ-сварки всякой мелочи, которая не пытается "свихнуть тебе шею" из-за невдалого центра тяжести? Ах да, которая еще выдерживает даже струю из строительного фена в упор в светофильтр, когда у него даже закипают жидкие кристаллы от нагрева чуть ли не в 300°C... а потом он продолжает себе работать как ни в чем не бывало... За $76 ? Сейчас даже "второсортные", но типа "догоняющие" китайцы рвутся в "за $200" ... начиная с 50 Хотя за обзор или отзыв с деталями, конечно спасибо А не просто как "Вот, маска класс!!!" - а что "Класс!", и на какой сварке и при какой нагрузке - догадывайтесь сами
-
Хотите Tecmen тогда в сторону самого Tecmen-а и "ройте". Будет более современный и удобный корпус, оголовье, да и светофильтр я думаю в свои маски ставят полноценного качества, а не такой какой закажет продавец, который уже "сэкономил" на корпусе и оголовье.
-
Это не дистплеи - опять ЖК-мониторы "путают карты" с ЖК-светофильтрами... В сварочных ЖК-светофильтрах на жидкие кристаллы подается переменный ток для того чтобы сами жидкие кристаллы не "деградировали" (в принцимпе может даже и в плане химии или электромагнитной ориентации кристаллов, но основной смысл в другом). Сами кристаллы, насколько я понял (но может и не совсем правильно понял ), не открываются и закрываются с той частотой переменного тока, а как бы вибритуют, и из-за этого не "слипаются" в отдельные кучки или полосы. А полосы (царапины) там есть на внутренних поверхностях тех стекол между которыми и находятся жидкие кристаллы, нужно это для их физической ориентации. У меня когда был светофильтр со сгоревшей электроникой, то, скажем так, он работал немного наоборот, и видать подавал постоянный ток вместо переменного - светофильтр затемнялся, а потом через несколько секунд просветлялся, но необычно просветлялся - картинка просветлялась но оставались видны горизонтальные и вертикальные черточки (разные слои ЖК по разному ориентированы, перепендикулярно друг другу). На Speedglas 9100 в открытом состоянии действительно изредка было еле заметное мерцание - например в яркий день при ясном небе (которое тоже поляризовано местами), при обычных рабочих условиях и в состоянии затемнения этот эффект был не заметен. В других хамелеонах этого эффекта нет, потому что только у Speedglas есть дополнительный слой ЖК, который при включении маски просветляется и затемнение с 5 DIN становится 3 DIN, так как этот слой только один, то его мерцание скажем так не компенсировалось "обратным мерцанием" другого слоя ЖК, что-то в этом роде. Если у обычного светофильтра есть заметное мерцание при срабатывании, то это уже дефект. "Гнаться" надо как обычно - за отличной защитой от вредных излучений, хорошо и четко работающей электроникой (скорость срабатывания, открытие без морганий, для аргонщиков - работа на малом ампераже, и не подверженность "Солнечному" влиянию), то есть раньше это все умел делать только Speedglas, и наверное Optrel, а сейчас в последних моделях должен уметь и Tecmen и Lincoln Viking...Интересно как дела у Sentinel A50 с ярким Солнцем?... ладно посмотрел в фирменный мануал... плохи дела, похоже
-
Есть видео и хорошие, только их бывает надо переводить на русский Сварка потолочных швов с полным проплавлением по американски: https://www.youtube.com/watch?v=pFb_kJ8mpLY Корневой проход: Целлюлозные электроды 6010 для корня, ∅ 3,2 мм. (какой-то более качественный подтип 5P+) Притупление кромок 2,4 мм. Зазор 2,4 мм., чуть меньше диаметра электрода. Сила тока 90-95 А. Корень варит без колебаний, упираясь электродом в разделку/замочную скважину, чтоб не было "утяжки". После смены электрода, следующим электродом начинает варить отступив на пару сантиметров назад до конца шва, прогревая металл, при входе в "старую" замочную скважину делает короткую дугу и небольшую паузу пока дуга не пройдет сквозь замочную скважину, чтобы уверенно сплавиться с предыдущим швом. Горячий проход: Те же электроды и сила тока. Небольшие "рывки", я бы сказал неспешные, сварка на короткой дуге, "треугольными" движениями, проваривает обе кромки, касаясь электродом обеих скошенных кромок, во время колебательных движений и возвращается назад. Заполняющий проход: Основные электроды 7018 для заполнения, также ∅ 3,2 мм., сила тока 120-125 А, сварка короткой дугой, ниточными швами. При сварке заполняющими проходами не выходит за разделку, чтоб оставить видимыми грани разделки, чтобы впоследствии визуально ориентироваться по ним при сварке финальных завершающих "перекрывающих" швов. Перекрывающие швы: Предварительно зачистил и "подготовил" начало и конец шва - убрал предыдущие наплывы болгаркой. Подождал минутку-другую, чтобы металл остыл, чтобы было меньше риска появления "соплей" и подрезов. Сварка опять же короткой дугой, ничтоными швами, и благодаря оставшимся внешним граням разделки ложил ровно и аккуратно "денежные швы" Чтоб не было соплей надо поддерживать достаточную скорость, ну и еще надо следить чтобы не было подрезов. Усиление шва должно быть в пределах 3,2 мм. ла-ла-ла Короче, хорошие электроды нужны... хотя бы для корневого прохода и для перекывающих Это был типа аналог "экзаменационных заданий", которые впоследствии могут резать/ломать/испытывать. По правилам, участки на 1 дюйм (25 мм) от начала и конца шва для испытаний не берутся.
-
Стальные пластинки надо брать хотя бы 3 мм для начального обучения. Зачищать металл сразу надо учиться - варить будет заметно проще. Основными электродами (УОНИИ) хорошо учиться для того чтобы лучше видеть глазами как формируется сварочная ванна, каких она размеров, как себя ведет металл, в общем чтоб уже была зрительная память плюс навык формирования шва (которые пригодятся при сварке зашлаковывающими рутиловыми электродами). Электроды УОНИИ, или основной тип электродов требуют дополнительного "разогрева" во время сварки, так как обмазка горит хуже чем на рутиловых или целлюлозных - для этого варят на обратной полярности (+ на электроде), да и сварочный ток желательно не занижать. Длина дуги - короткая, не больше диаметра электрода, и ими вообще может лучше варить с опиранием обмазки на свариваемый металл, в "козырьке", который получается из обмазки при сварке, расстояния хватает. Из за плохой газовой защиты в начале шва, пока обмазка плохо горит, и из-за недостаточного количества шлака и длинной дуги в конце шва - начало и конец шва бывает вырезают, если нужно высокое качество, герметичность. Для повторного розжига электрода надо аккуратно отбить или сточить козырек и слой шлака на самом электроде, далее может натереть кончик графитом или все таки учиться зажигать электрод - долбить "дятлом" может помочь, или если металла много, то можно размашистыми "чирками" разогреть электрод и ловить "счастье" дальше, ну или учиться разжигать дугу даже после залипания электрода на металл - вращающим движением его "откручивать" и пытаться ловить короткую дугу после отрыва. Рутил-целлюлозные - зажигаются и горят легко, шлака побольше чем у основных, может даже затекать вперед сварочной ванны и ... закрывать сварщику видимость сварочной ванны, а самому металлу перекрывать возможность "залиться" туда где уже сам шлак залился и остыл, что приводит к обычному непровару. Решается эта проблема более правильными "настройками": - достаточная сила тока чтоб дуга отталкивала шлак назад; - длина дуги чтоб была не слишком большая, дуга должна быть сконцентрирована и оттеснять шлак хотя бы с переднего края ванны; - при сварке внутренних углов обязательно проходить сначала нижнюю полку, а потом заливать верхнюю (когда нижняя полка "опорная", а вертикальная полка примыкающая), - если примыкает нижняя полка и есть риск прожога, то придется делать наоборот сначала "врезаться" в вертикальную полку, потом расширять сварочную ванну вниз и немного назад по ходу шва на примыкающую горизонтальную полку, некоторый зазор в этом случае может быть даже желателен; - если походу сварки шлак все таки залил всю сварочную ванну, то лучше остановиться, отбить шлак и продолжить по чистому, ну или практиковать сварку вслепую, навыки на основных электродах здесь как раз и пригодятся, чтобы принудительно формировать шов по памяти, плюс еще может придется практиковать "отодвигательные" манипуляции электродом , но если шлак залил слишком далеко и успел остыть, то ничего уже не получится) Хотя есть "волшебное" средство от всех этих проблем со шлаком - варить под наклоном на подъем. Рутил-целлюлозными электродами можно варить вертикалы сверху-вниз... Хорошо подогнать кромки, чтоб не было зазоров больше диаметра электрода, подобрать правильную силу тока, чтобы дуга был достаточно мощная, чтобы удерживать сварочную ванну и шлак от стекания, передний край сварочной ванны должен быть виден. Вести электрод достаточно быстро, без колебаний, "углом вверх". Чисто рутиловые электроды - разрабытвали их для сварки тонкого металла... на обратной полярности наверное, на более длинной дуге, может... Я в основном варил "рутил-основными" - хорошо подходят для герметичной сварки во влажной среде, по мокрому металлу. Со шлаком рутиловых электродов лучше сразу бороться так чтобы он не затекал вперед ванны - варить немного на подъем, формировать шов чтоб провар был обязательно, без всяких "авосей" и т.п. Если шлак останется в шве, то его придется вырезать, выковыривать, высверливать - короче избавляться от него по любому, прежде чем переваривать место. Целлюлозные электроды - у нас они редкость, специфика у них такая что они могут глубоко проваривать, дают хороший напор газов в дуге, дают очень мало шлака, но качество металла не очень... Используются для сварки корневых вертикальных швов особенно сверху-вниз - получается очень быстро. При сварке вертикалов снизу-вверх, или тонкого металла ими варят с "рывками" - то есть создал сварочную ванну нужных размеров, сделал рывок вперед по ходу шва с удлинением дуги, чтоб дуга не погасла, но и металл не наплавлялся, потом обратно возврат на уже подзастывшую сварочную ванну, и повтор... грубо говоря как сварка с отрывом, но без обрыва дуги. Используется этот прием также для сварки потолочных швов и на "обычных" рутиловых электродах, и т.д. Зазоры - на тонком металле их быть не должно, надо делать частые прихватки, ровнять/рихтовать, потом варить по быстрому. Можно "по-медленному", с отрывом, рутиловыми элктродами, углом назад если в нижнем положении. На металле потолще (от 3 мм) зазоры нужны - если есть требование к сквозному провару, то правильный размер зазора становится очень важной "настройкой". При сквозном проваре в положениях отличных от "нижнего" должна получаться "замочная скважина" - это гарантированный сквозной провар (в нижнем может получиться и без замочной скважины, там еще важно чтобы не было "соплей" с обратной стороны). В вертикалах зазор должен позволять варить хоть с небольшой "замочной скважиной", в потолках - зазор должен быть побольше, чтоб, можно было конец электрода загнать аж вовнутрь и заливать так чтобы не было провисаний "утяжек" на обратной стороне шва. Подбор настроек - по толщине металла и типу соединения оценивается сила тока и толщина электрода. Обычная практика - на 1 мм толщины металла нужно около 40 А тока. Например металл толщиной 2 мм нужно варить ∅ 2 мм, металл 3 мм, можно варить ∅ 2-3 мм. Остальное можно варить ∅ 3+ мм. Фирменные сварочные аппараты отличаются от всякого фуфла, скажем так, погоней не за "мифическими китайскими амперами", а за более правильными характеристиками. Для сварки электродами делают более высоковольтные трансформаторы (в инверторах), они дают более высокое напряжение "холостого хода", более крутопадающую ВАХ, плюс к этому более мощный дроссель, плюс настраиваемый форсаж... и вуаля, можно хорошо варить даже УОНИИ - чтоб и зажигался лучше и дуга чтоб не обрывалась.