

serga01net
-
Постов
1 231 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные serga01net
-
-
Совершенно верно. Я тоже считаю так же. Такой аппарат фактически запрещает сварку в отрыв. И вот пока я с этим разобралсяогромный хотстарт-это недостаток,а не преммущество - прошло время. Первый инвертор был с таким недостатком.
- прошло время. Первый инвертор был с таким недостатком.
++++Любая фишка по моему мнению должна быть регулируемая
А ИМХО, все то же самое. Бывает работяга думающий, и менеджер тупой. Я склонен во всех неудачах винить тех, кто командует. От качества управления ЗАВИСИТ ВСЕ! Негодный менеджмент дает убытки и провалы. От работяг зависит гораздо меньше, и вред от их косяков тоже- меньше.Менеджер и работяга, это действительно две противоложности.-
 3
3
-
-
А при чем тут сварщики? Ваш инвертор (или ПА) стоит 60-80 миллионов?А с чего Вы взяли, что все сварщики - обезьяны? "Обезьянами" у нас называют бестолковых девочек(мальчиков)-"операторов", сидящих на приборе (QQTof, NMR 400-600 MHz), реальной стоимостью 80 миллионов и ничерта на нем не умеющих. У нас манагемент такой и вообще все управление. Опыт в ЯМР или хроматографии, так же, как и в сварке, накапливается десятилетиями. Кто варить умеет, он и трансом сварит, и простым инвертором, без всяких прибамбасов типа "пульса" и горячего старта. Об этом речь. Добавки "фич" только расхолаживают. А кто не умеет, ему и пульс не поможет. Возможно, С ПУЛЬСОМ будет что-то проще. Если умеешь без него.
-
3
-
-
сваривает без отрыва инвертором позволяющим гибко подобрать ток!
Как это- "гибко подобрать ток"?
А "негибко"? У меня есть инвертор, который запрещает сварку в отрыв. У него хотстарт огромный. А насчет продвинутости приборов...
Майкл Фарадей впервые выделил бензол из маслянистого остатка от светильного газа (1825 год) и установил (!) что тот имеет соотношение (СН)6. Практически голыми руками. Он имел мастерство экспериментатора, которому могут позавидовать многие нынешние исследователи, избалованные оборудованием, которое "все делает за них". Сейчас на прибор стоимостью 60-80 млн рублей можно посадить обезьяну, которая ловко жмет на кнопки, не понимая при этом сути происходящего. В 95% случаев оборудование так и эксплуатируется. Нынешние магистры не найдут тебе бензол даже в банке с бензолом, на которой будет написано С6Н6 (и не будет написано "бензол").
Правда, и возможности обезьяны на приборе за 60-80 лямов- никакие. В конце концов, она его просто сломает. Так и с инвертором будет. -
1
-
-
Сегодня 1 апреля. Это- глупая шутка и грубое редактирование фото.ни чего тут не попутали? -
@Виталий С 31, Я извиняюсь, но там ничего не видно - чем варят, как и зачем.
-
Да как бы не так. Одно и то же, реализованное через электронику. Вам больше не надо самому обрывать-поджигать, за вас это сделает прибор. ПотомуСварка в отрыв и пульс- это всё-таки две большие разницы..мой Санёк (огромный стаж) сказал так: - Сварка для ленивых, ничего делать не надо.Сварка в отрыв делается не ради красивого шва или еще чего, а чтоб не перегреть и не прожечь деталь. В том же и смысл пульса. Даже Виталик это признал:

Хотя я не согласен с ним, что сварка в отрыв- это халтура. Скорее, сварка ненастроенным пульсом- халтура.Да, конечно можно обойтись без пульса и в крайнем случае сваривать в отрыв!
Интересно, как это вам удается разжечь УОНИ 3 мм на токе 10-15 ампер "в обычном режиме"? Но еще интересней, как вы разглядели "прозрачную дугу" и отсутствие переноса металла?Если взять уони 3мм и в обычном режиме зажечь на токе 10-15 ампер, то дуга горит, а сварки нет. Видно, что дуга прозрачная и переноса металла нет. Через пару секунд на кончике электрода образуется капля металла - тока недостаточно, чтобы преодолеть силу поверхностного натяжения и осуществить перенос металла.
-
1
-
-
Огромная разница в энергии удара и способах его генерации- первое отличие. Главная функция дрели- сверление, а перфоратора - бурение. Остальное они делают плохо - это их второе отличие. При чем тут вообще "укладка полусухого бетона"? Да, пульс и есть в первом приближении сварка в отрыв. Никакого другого таинственного смысла он не имеет.Пульс в ударной дрели и пульс в перфораторе. То и другое пульс, а отличия в работе существенные-
2
-
-
С технической точки зрения "пульс" есть на любом инверторе. Просто "пульс" этот - на высокой частоте.
Накладываемый на него пульс на малой частоте почти ничем отличаться не должен. "Пульс" на 90А дает "средний" ток 60А (примерно). Но на 60А вы бы в ряде случаев маялись, а тут - прокатит. Если бы эта опция стояла хотя бы на каждом втором инверторе, народ уже давно разобрался, нужен пульс или нет. Пульс- это очень быстрая сварка "в отрыв", не отрывая при этом электрода.
-
2
-
-
а вот за утерю качества достижений Советского наследия
Да не было в "советском наследии" никакого качества. То, что понастроили при сталине, рушится и валится. У нас вынуждены были снести 5-этажное здание сталинской постройки, после того, как у него отвалилось полстены). А сколько этих сталинок разваливается сейчас на глазах? А вот то, что построено при царе, взорвать не могут. Здания стоят скоро уже по 150+ лет. И сноса им нет.
Так что, "качество при сталине" - это большой миф. Не могли неграмотные рабы дать качества. А грамотных почти всех попересадили или выперли из страны. У нас этого совкового говнища- кривых-косых пристроек из кирипича ранней советской деятельности- хоть опой ешь, надо все сносить. С техникой - вся та же история.
-
1
-
 1
1
-
-
Если вы сами не в курсе, что такое сварочная точка (такого термина нет в ГОСТе), то нафига вам расценки по ней? Будете сваривать "точкой"? (Оборудование для нее шибко дорогое- не путайте со споттерами - они не предназначены для контактной сварки).Хочу узнать подробнее что такое сварочная точка и каковы её расценки?Наконец, как бы вы там ни изголялись, скрыть следы ремонта, даже юзая контактную сварку, невозможно. От "завода" все равно сильно отличается.
Раз оборудование дорогое, то и расценки недешевые, надо понимать.
Другое понимание "сварочной точки" - по аналогии с "пивной точкой" - где
наливаютварят на заказ...блоки и головки-
1
-
-
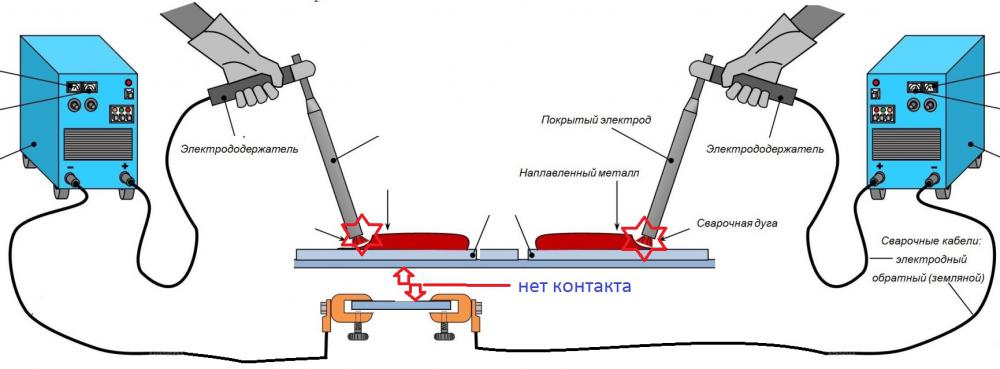
наблюдал один раз,что два источника марки Джасик ( на 380 В) вышли из строя от работы на общей массе.
Так, что ли, работали:
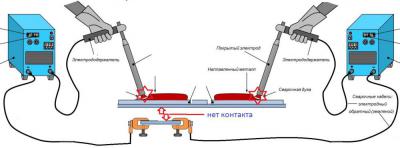
?
-
2
-
-
Нержавсталь ss316 (тонкие трубки и капилляры разных диаметров) мы когда-то паяли или латунью или серебрянным припоем ПСр-40 с бурой в качестве флюса. Не всегда получалось качественно, но ничего не трескалось (толщины там неольшие). Труднее всего запаять платиновую проволоку 0.5 мм в стекло. Пока подберется нужный сорт стекла (чтоб не растрескивалось потом).
-
1
-
-
Можно проще поступить - измерь диаметр кабеля штангенциркулем в нескольких местах.это надо кабель препарироватьЕсли будет около 9.8 мм - это 3*1.5 мм2
Если 11.5 мм , то в кабеле 3 жилы по 2.5 мм2.
Это если кабель настоящий.
А если, как выражается
, то будут другие величины. И нам интересно будет узнать, чего там сунули [возможно] из китайского производства PRYSMIAN GROUP.и так же сечения выполненные по специальным требованиям-
1
-
-
кто спустил?но что интересно ток спустил на 83-85 ампера Мы рады за вас. Съешьте лимон.
Аппарат хороший, это все знают. Едва ли он нуждается еще в каких-то комментариях, тем более, на рутиле, которым все аппараты варят хорошо. 25 мм2 на массу 4 м и держак 6 м - это было лишнее для этого аппарата (а там, где действительно надо такое сечение, вилки 9 мм не дадут подсунуть). Если уж понты крутить до конца, надо было у того русского немца Дмитрия Коха заказать кабели красный и черный 16 мм2. Вот уж точно- все бы рты поразевали.
-
4
-
-
Вы чего имеете в виду? Пример можно? (Кому нужны сечения "по специальным требованиям", и не хватает стандартных?)сечения выполненные по специальным требованиям -
8 мм2 сечения в реальности не существует. Бывает только 6, 10 или 16. Потом, редко какой чудак использует 190А с инвертора. Да и для чего? Редко какой однофазный инвертор дает 190А.Как можно брать 8 мм сечение для сварки, при токе инвертора 190 ампер
-
3
-
-
че такое -ПЩ ? о_ОПЩ -
Да, да... Наши с вами кабели КГ - совсем не для сварки. А для техники. Для сварки у нас есть КОГи, а за бугром - H01N2-D. И баста.Извольте пример сварочного кабеля. Там, где написано "сварочный".Надо понимать, что "особая гибкость" там обеспечивается очень тонкими жилами - 0.21 мм в диаметре и особым составом резины изоляции.
Про КОГ вам уже написали, а вот про H01N2-D. Он единственный позиционируется "для сварки".
Application: These cables are used as a connection to welding robots in the automotive industry, shipyards and for manually/automatically operated lines and spot welding. The robust cable structure makes them resistant to low and high temperatures, ozone and radiation, oils, acids, fats and petrols.Ну нам с вами никто не мешают юзать КГ для сварки, потому что раздобыть КОГ, также как и H01N2-D, у нас проблематично даже в большом городе. Да и переплачивать нет желания.
-
2
-
-
@Schlosser, Про европу - все нормальное нам достается по европейским ценам. Это неподъемно для нас. Для них - нормально. А нам сгодится и КГ. Особо требовательные ищут кабель КГО.
Эмнэ, а чем сварочный кабель отличается от обычного? Купил КГХЛ-16КГ=ХЛ- скорее для подвижных механизмов, не для сварки.
КГ-ХЛ 1х16 - кабель силовой холодостойкий медный гибкий с 1 многопроволочными жилами сечением 16 миллиметров квадратных, в холодостойкой резиновой изоляции и оболочке.
Технические характеристики кабеля КГ-ХЛ 1х16Климатическое исполнение кабеля гибкого холодостойкого КГ-ХЛ 1*16 - У и УХЛ, категории размещения 1, 2, 3 по ГОСТ 15150-69.
Минимальная температура эксплуатации силового гибкого кабеля КГ-ХЛ 1х16: -60°С.
Максимальная температура эксплуатации КГ-ХЛ 1*16: +50°С.
Кабель силовой гибкий КГ-ХЛ 1х16 стойкий к воздействию влажности воздуха до 98%.
Монтаж кабеля КГ-ХЛ 1х16 производится при температуре не ниже -40 градусов Цельсия.
Минимальный радиус изгиба при прокладке кабеля КГ-ХЛ 1*16 - 99,2 миллиметров.
Растягивающее усилие при монтаже кабеля гибкого КГ-ХЛ 1х16 не должно превышать 320 Ньютонов.
Длительная допустимая температура нагрева жил кабеля КГ-ХЛ 1*16: не более 75°С.
Наружный диаметр кабеля КГ-ХЛ 1х16: 12,4 миллиметров.
Класс пожарной безопасности по ГОСТ 31565-2012: 02.8.2.5.4.
Расчетная масса кабеля КГ-ХЛ 1х16: 0,31 килограмм в метре.
Срок службы силового холодостойкого гибкого кабеля КГ-ХЛ 1*16 4 года с даты изготовления.
Допустимая токовая нагрузка кабеля КГ-ХЛ 1х16: 95 Ампер.Эмнэ, а чем сварочный кабель отличается от обычного? Купил КГХЛ-16Сварочный кабель должен выдерживать нагрев, толстая изоляция ему без надобности. Проектируется на пробой не более 1000 В. Рабочая напруга мала, ток большой. КГ-ХЛ 16 мм2 толстый (гнется хуже).
-
Ну вы заелись!...У- параша,да и вообще КГ фуфло зачастую....Лучше H07RN-F или что-то подобное Нормальный кабель КГ. Где он вам импорт достанет? Потом, H07RN-F не для сварки совсем. У него изоляция толстая и двойная. Для сварки только H01N2-D. Изоляция 2 мм толщиной, минимальный радиус сгиба равен 6 толщинам (диаметр кабеля 16 мм равен 10 мм, радиус сгиба - 60 мм). Рассчитан на напругу 100В, ток 100% ПН - 135А, 60% ПН - 175А, 35% ПН - 230 А).Работает от -20 до +85, если сгибать. Если фиксированно, то от -40 С.
Бывает красный и черный.
Только где ж эту прелесть взять и почем?
Стоит он от 317 руб/метр. (Да и то- наверняка, китайская подделка).@saper24, Да, понятно. Но ЕВМ все видели.
@Schlosser, Катушка 50 м черного кабеля 16 мм2 стоит 210 евро, красного - 216 евро. (что-то около 350 руб/метр, если не считать розничную наценку. А она у нас достигает 100%
). Конечно, 210 евро в европе- не деньги, 4 раза машину заправить не хватит. (Да и то- дизелем, в германии он дешевле бензина).
Но у нас как-то стремно отдавать за бухту 50 м [среднюю по РФ] месячную зарплату. Да и где ж его взять? Я вот не знаю. В наличии у Farnell.com только более толстый кабель в 35 мм2. То ли дело КГ - иди хоть сейчас и бери, сколько хочешь. И недорого. Хороший кабель.
-
1
-
-
О чем там вообще было речь вести?Речь шла больше о диаметре штекера 9 или 13 Ежу понятно, что 9 мм (16-25) - на малых аппаратах, 13 мм (35-50) - на больше 200А. А про кабель КГ 16 кто в курсе - насколько ТУ хуже ГОСТА?
-
Не может быть на Пико 10-16. К нему должны пподходить вилки 9 мм (16-25 мм2), которые он и купил (на кабель 16-25 мм2). Болеее толстыее кабли (на ток больш 200А) иммееют обозначеение 35-50 ммм2 и диаметр вилки 13 мм.Человек уже купил вставки 16-25кв.мм. А на пико 10-16мм.кв.Я вообщее нее вижу проблемы между его вилками и ПИко. Осталось только куить кабель 16 мм2 КГ и по ГОСТу.
(Задолбала механическая клава, надо промывать контактные груы в клавишах - то не пробивают, то печатают по двее групппы (то по три)
цифр). А стоит она - как самолет. А вы про какиее-то вилки расстраиваетесь. )-
1
-
-
Пошел мерить в мастерскую. 9мм там.
Вилки на ппровода сечением 16-25 мм2 одинаковые, на 35-50 мм2 - уже побольше (и потяжелее). На Pico 162 много не надо. Интересно вот что - @Виталий78 хочет готовый кабель покупать в магазе (китайское гуано из омедненного алюминия - на помойку хотя бы из-за гнусной, вонючей, дубовой на холоду изоляции) или сам нарежет из магазиного кабеля КГ с резиновой оболочкой 16 мм2?
Самое главное - кто знает, насколько отличается ГОСТовский КГ 16 от ТУшного?
И еще вот что. Кабеель из ссылки @saper24а поименован как H01N2 16 мм2, он приводил ссыль на размер вилки. Я ппредставляю, сколько стоит фирменный кабель EWM. ИМХО, гнаться за фирменным кабелем нет смысла, лучше к нашему КГ прикрутить держак и вилку. Потому что сами европейцы покупают всеее китайское, а китайское H01N2 - то еще гуано. И в европпе ниже 0 С на улице никто не работает, сварка в том числе. Кабель едва ли будет отличаться особой гибкостью.
-
1
-
-
@Вад11, А они (эти рязанские ребята) каким боком к вам? Почему не дадут (если уж подарить нельзя
) аппарат на нормальный обзор, например? Он же вроде позиционируется как необычный? Например, @morgmail, знает аппараты Форсаж вдоль и поперек, и многим было бы интересно узнать его мнение. Сами "ребята" смотрят этот форум? А то придумываем название, сами не знаем чему.
Пульс на ММА
в Ручная дуговая сварка — ММA
Опубликовано
@Кот на крыше вынужден сопротивляться вашему "прогрессизму", потому что все дельное и новое (западное) недоступно нам, широким массам.