

gonta
-
Постов
936 -
Зарегистрирован
-
Посещение
-
Победитель дней
10
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные gonta
-
-
Зачетные аппараты!На этом научишься без проблем!У нас правда 180VRD- там функций побольше, но этот тоже весьма хорош!Да тут такое дело.... потом расскажу,
А тренируюсь на pico 162.
Вообще, на хорошем оборудовании приятно работать.
-
 1
1
-
-
Еще забыл спросить: на каком аппарате тренируешься и на каком атестоваться будешь?
Мы например атестуемся на EWM Pico.
Я к тому что на таком аппарате настроить режим сварки более точно: стартовый ток например(горячий старт так называемый) что значительно опять же облегчает заварку основными электродами на малых токах, ну и конечно форсаж дуги.
Вот и желательно тренироваться и варить под просвет на аналогичных аппаратах, или хоть близких по функционалу.Просто проще будет
-
Ген привет!Так как же так?Внутренностей нет, конденсаторов нет, дросселя нет, а варит зачетно!FLAMA MIG 200 Одноразовый обрубок. Я так и не увидел, где там входные конденсаторы фильтра, их вообще нет?
Как же так то?!
Колдуны из поднебесной опять придумали чето иновационное?Ну или сперли...
А может сварщикам нуегонах эти заморочки с конденсаторами?Главное варит, а что там внутри-да хоть гравицапа от пепелаца!)))
-
2
-
-
И это, подкладок никаких не надо, а даже вредно!Подкладки-это на огромных зазорах используются.
Еще один ньюанс: по 20 мм шва с каждого края образца-это твой металл.Он не учитывается на рентгене.
Сделано видимо доля упрощения-чтоб не использовать выводных пластин.
По крайней мере у нас на атестации так в области.
-
Зазор ставь 3 мм.По крайней мере я так делаю, но можно как коллега подсказал-2.6, но не меньше.Притупление около 1 мм делай.Электрод на корень 3.2 -велик.Не продавишь и оперировать в разделке плохо.На корень двоечку бы надо.Зазор поставил мало, 1 мм, использовал подкладку алюминиевую
Варил лб 52 у, 3.2 мм
Толщина железки 10 мм.
А непонятное на последней фотке- это я облицовка одним проходом сделал сначала, слишком широкий шов получается и срезал, потом 4 валика наложил, но тут что то пошло не так)))
Далее, не наклоняй сильно электрод углом вниз как на заполнении и на облицовке.Держи под прямым углом.Ток подбери.Примерно ампер 50 на двойке с основным покрытием.Зажигаешь на левой кромке, уводишь в корень, секундная задержка и на вторую кромку.На кромках тоже задерживайся-чтоб проплавились и шлаковые карманы не образовались.
Когда электрод кончится зажигаешь следующий на кромке, уводишь в корень и делай задержку секунды 2-3(это важно-нужно выдавить шлак и получить сплавление корня с предыдущим корнем!Иначе пора обеспечена!) и далее как с первым электродом.
Не начинай пока играться с заполнением и прочим.Потренируйся на корне.Гаси дугу и имитируй замену электрода пока не получишь корня с хорошим проваром без поры и ровным валиком на обратной стороне образцов.Все последущие проходы-это мелочи, а вот корень-это главное!
Удачи дружище и все у тебя получится!
-
7
-
-
Сколько мм зазор ставил?Чем варил?На последней фоте что-то непонятное: не то многопроходный горизонтал, не то странно выполненый вертикал.Толщина железок какая?Подварочный почему не показал?
Мало инфы чтоб оценить сей титанический труд.
Вообще при позиционировании железок допускается до 10% наклона что немного облегчает проход вертикала.
В Вологде подварочный вообще не проходят на атестации-корень смотрят еще на стадии ВИК, в Череповце обязательно с подварочным.
-
1
-
-
Поживем-увидим!Мне пока Фламы в своей мастерской хватает.
А на работе не мытьем так катаньем закупят то что нужно.Может не сразу, может через год, но все равно закупят.
Я полуавтомат промышленного уровня два года пробивал, но закупили же.Теперь бы расходку для него поставляли регулярно-вообще мечта!Ну а так надо пробивать нормальный плазморез.Под лежачий камень вода не течет!
-
2
-
-
Крым тут нипричем, а то что электронные компоненты поступают в Россию в основном из Китая-это факт!Может слышал эту байку- "я сама дочь офицера, поверьте, в Крыму не так всё однозначно")))
Амеры тоже я думаю не горят желанием снабжать Россию электроникой...
-
Однофазники я думаю станут серьезными конкурентами именитых брендов если будут так же фунциклировать как трехфазные собратья!Вообще, не понимаю какая проблема в наладке их выпуска кроме общего экономического звездеца в России и коронавируса в поднебесной!
-
1
-
-
Увидел эту фотку и навеяло как лет пять назад учился на прораба.
Если бы повели выше и заштробили балку-поверь: было бы хуже!А так ничего особо страшного.
-
Все правильно: листовая нержавейка, причем судя по магниту пищевая.Толщина около 0.9 мм
Но так как варил встык(точнее угловой) то ток на минимуме.На дисплее было примерно следующее: подача около 3, толщина материала-0.7, ток -30А, индуктивность вроде 3, напряжение около 14 помоему.Программу сварки сохранил на всякий.Вдруг еще пригодится)))
Эту нержу по чьему-то мудрому распоряжению выкинули в металлолом после зачистки складов...
Не счесть идиотов среди нынешних манагеров...
А вообще получилось действительно хорошо и быстро т.к. вертикал гнал без отрыва сверху вниз.
-
1
-
-
У нас коллега тайга кругом: все нужно заказывать.И по заказам то не все закупают.Поставил бы 0.9ю и она проходит по роликам как родная 0.8мм
Вообще 0.9мм это американский дюймовый размерчик .
https://mm-to-inches.appspot.com/7/ru/0.9-millimetr-v-dyuym.html
Был бы город-сходил и купил.А из дома надоело таскать на работу всяко разно!
Вот такие дела дружище!
Тем более мужика и так более чем устроило даже с учетом того что швы ржаветь будут.Обещал леща копченого к обеду с выходных!
-
2
-
-
Сегодня время было-поиграл чутка с ЭВО: коптилку мужику из нержи сбахал.Проволокой правда обычной СВ-08г2с диаметром 0.8.Нержа около 0.9
Ну так вот, в режиме обычной проволоки минимум тока 40А.Попробовал в материалах выбрать нержу и получил минимум в 30А.На этом режиме армянскими вертикалами и варил.
Мужик доволен как слон, а вот сфотать нечем было.
Так что аппарат мне все больше и больше нравится!
-
1
-
-
Более-менее путевая мотособака не в каждый легковой прицеп влезет!ребятки явно перевирают и хейтят, не у помянув, что конструкция этого мопэда РАЗБОРНАЯ, поэтому-максимально облегченная.
он изначально задуман,как разборнАя табуретка с мотором, которую можно засунуть в багажник легкового авто.
-
1
-
-
Осторожно!Ненормативная лексика!
-
5
-
-
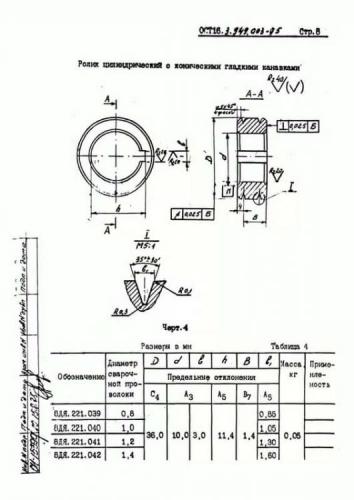
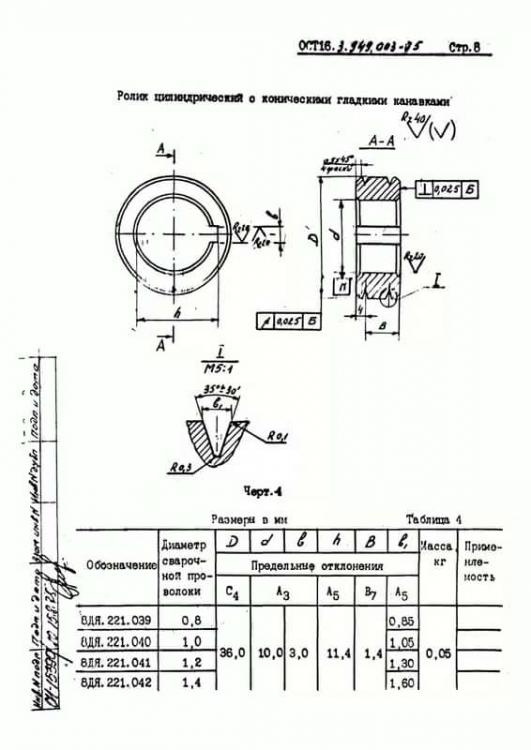
Отчитываюсь по роликам:
взяли сталь 40, выточили заготовки в плюсе на три десятки.Просверлили все отверстия
Закалил в воде по колхозному-магнитом проверял нагрев.Цвет нагрева ярко-красный.
Далее чистовая обработка на оправке.
Твердость проверить нечем, стружка синяя идет.
Обе канавки под проволоку 0.8
Форму канавки прикладываю и фото роликов.
Проверил на проволоке 0.8- все нормально.Проволока идет без рывков-равномерно.
С настройками сварки на ней немного поигрался, но особо времени не было: КДМ нужно было ремонтировать.Снегу сыпануло нехило у нас.После выходных побалуюсь с режимами на этой проволоке если форс-мажора опять не будет.

-
7
-
-
@welderman,Все по полочкам!Зачетно!
Снимай еще!Про п\а сварку-возможно тоже будет кому то полезно!
Удачи!
-
1
-
-
@Luza,Вообще процесс обновления прошивы как выглядит?
-
@Luza,У меня такого режима нет.Хотелось бы чуток ниже 40а.
Прошивкой можно сделать или аппаратно нужно?Я так понял что ты с производителем уже знаком.
Спроси у него если не трудно.
-
А вдруг!..., да легко, но не факт, что у Вас получится так же ...подобные задачи имеют не одно решение...
Вы учитывайте что мы почти профи, а нам еще и людей обучать!А обучающий должен понимать предмет обучения немного больше чем "вон ту херню покрути и будет лучше!"
Верно я понимаю?
-
1
-
-
Полностью согласен и с пульсом и дожигом. Мне тоже не понравился звук, Фроня по другому звучит (можной найти на моих видео). По дожигу тут не так просто. У многих привычка (и я грешен) после отпускания кнопки сразу отрывать горелку... это зло. Если себя контролирую, то Фроня отжигает стабильно, капель нет.
Отжиг у меня даже на маленьком зачетный!Я имею ввиду Flama.А насчет пульса-на евм он как медведь недобитый рычит.
-
Ну друже не скажи!Когда равномерно и без треска лютого -песня.А струйный перенос не всегда и нужен.Мазануть только если где.В каком месте это низкочастотное крупнокапельное отделение, песней, назвать можно?
Бинцелевские рф-ки, к примеру: Abicor Binzel RF 36 grip.
Насчет горелки: точно не бензелвская, ну не помню, но зачетно в работе.Мне вообще понравились на резьбе, я еще для своего хотел поискать такую-ампер на 200.
-
1
-
-
Насчет горелки: может свароговскую заказать?Цена раза в два ниже-больше шансов что закупят.
-
1
-
-
Вы бы видео сняли как настраиваете под уонии и разные швы.Разница есть и ощутимая..Выбирая величину напряжения входа в форсаж +_ 20% от 16В заводской установки-выбираете порог срабатывания функции, величина-амплитуда и есть ток КЗ( отнимаете 100 и получаете прибавку к рабочему току) Скорость срабатывания задаёте на главном экране как виртуальную индуктивность-в +-быстрее, в минус-медленнее... вот и всё.. не знаю как у Вас, у меня всё работает адекватно и в полном объёме..
Ну или фото циклограммы к примеру на нижний шов уонями, на вертикал, на горизонт.
Для осмысления так сказать всего выше изложенного.

Записки начинающего сварщика
в Ручная дуговая сварка — ММA
Опубликовано
На наших еще VRD отключаемая имеется.
Ценнег 162 и 180 в два раза отличается.
Но это те 162-е которые я видел на производстве.
Возможно сейчас есть обновленные.