

NikOtiN
-
Постов
1 211 -
Зарегистрирован
-
Посещение
-
Победитель дней
8
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные NikOtiN
-
-
И моторчик вроде только до 2500 крутится там +-100-200гр пофигу дисбаланса.
Я когда-то работал на ремонте насосов на ТЭЦ, балансировкой занимался не я, но присутствовал. Запомнилось, что на низких скоростях вращения, вибрации от дисбаланса чувствуются сильнее, чем на высоких.
-
У нас скоро с УОНИИ 13/55/45 проблемы начнутся..... трубные заготовки второй год по нулям.. ситуация с СМ как-то по крутой линии летит в минус..
Я недавно звонил в заочный отдел, просил выслать документ, нужный мне. Ответили что выслать не могут - нет конвертов, когда будут - непонятно. Раньше высылали оперативно, проблем не было.
-
 3
3
-
-
Эльдара каждый день видим, он староста в нашей группе.
-
4
-
-
С вашего позволения выделю тезис
Любые знания полученные в процессе обучения требуют десяток и сотен часов отработки в полевых условиях
-
Такие условия были первые пол года продаж, сейчас гарантия без ограничений, ни куда на ТО возить не надо.
А какие-нибудь нюансы остались? Корпус вскрыть для продувки- не снимает гарантию?
-
Как должно быть и что мы получим от таких различных конфигураций горелки?
Сопло влияет только на газовую защиту, если защита достаточна и нужно куда-то подлезть - сопло пилят плющат укорачивают и натягивают глубже. В случае самозащитной проволоки вообще можно без сопла варить.
-
Таджики платят нашему государству 5к в месяц ща патент
Я недавно столкнулся с информацией - оказывается размер патента зависит от коэффициента принимаемого региональными властями. Самый высокий в Респ. Саха - 10063р, а самый низкий в Чеченской Республике - 2237р. Видимо в последнюю трудовые мигранты не особо рвутся, стараются привлечь. Это я как обычно, чисто поговорить.
-
1
-
-
В наших букварях написано, что предварительный подогрев снижает развитие напряжений, способствуя равномерному расширению и сжатию между сварным швом и основным металлом.
-
3
-
-
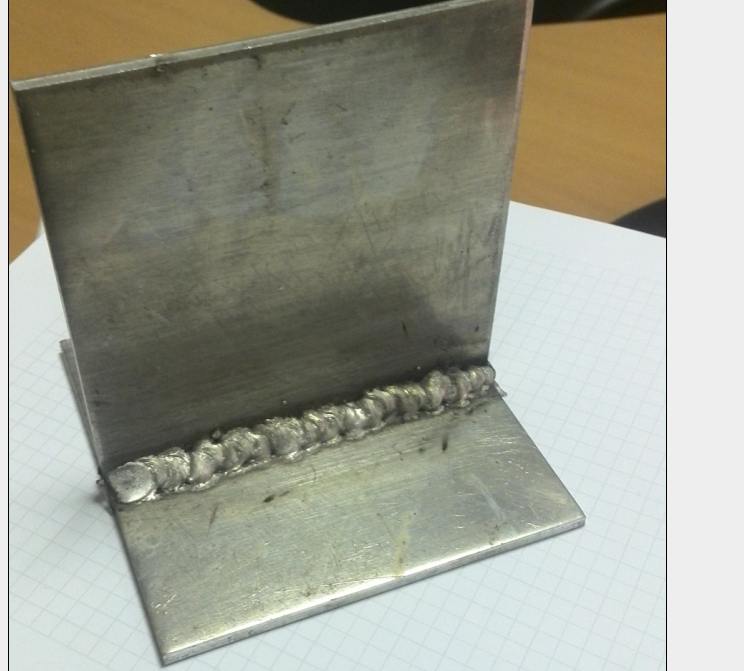
Расскажу историю.
Трактористы на нашем объекте попросили приварить сорванную гайку на корпусе маслофильтра. Гайка эта нужна чтобы скрутить сам корпус фильтра с посадочного места. Кроме гайки ухватиться надежно за сам стакан фильтра у них не получилось, он тонкостенный и мнется.
Варить предлагалось по месту, как на фото, моторный отсек весь засран, внутри масло фильтра непонятно что - заводили последний раз еще при Брежневе. Ну я постарался аккуратно слиться, запуганный различными историями о взрывах емкостей из под ГСМ.
Немного неудобно было перед мужиками, смотревшими на меня как на Спасителя



-
6
-
-
А на чем основываются утверждения:
1. Содержание марганца влияет на разбрызгивание? На мой взгляд причина именно в том что ипсользуется смесь, а не углекислота. Ну и смесь подразумевает использование импульсного режима.
2. ТУ имеет более жесткие ограничение на содержание примесей чем ГОСТ ? На сайте ESAB даже не указан ТУ на эту проволоку как и содержание серы и фосфора. У вас есть доступ к этим ТУ?
-
Никита ,,,, чего
Не, ну мы же на форум приходим чтобы потешить свое эго, померяться болтами, а тут какой-то чудак начинает задвигать про терпимость! Не проканает здесь такое!
-
 1
1
-
-
быть терпимее друг к другу.
Нет.
-
Встретились два трейдера. Один продал другому два вагона повидла. Ударили по рукам. Затем один пошел искать деньги, другой повидло. И никто не подумал о вагонах-
6
-
-
Деталь единичная или серия? Если серия, то как все устроено- не будете же каждую следующую деталь заново выставлять и обкатывать роботом? Никаких меток на столе или кондуктора не видно.
-
1
-
-
Было бы интересно взглянуть, на тот предел качества, который можно достичь в линейном режиме.
-
У вас в линейном режиме получаются красивые швы по алюминию? Выкладывайте, посмотрим.
-
Здравствуйте! Во-первых хочу отметить что видно, в отличие от большинства приходящих с вопросами, вы попытались разобраться в вопросе на своем уровне знаний. Это располагает к вам.
Ну и возможность варить алюминий полуавтоматом - тоже может пригодится.
почему то только C02 на корпусе указан - 100% и смесь. То есть 100% аргоном он не умеет? А важно ли это?
тоже на корпусе есть СO2, MIX, Flux. Может если у меня чистый аргон - то просто выбирать CO2 и не париться?
По поводу сварки алюминия.
В принципе, сварку алюминия можно выполнять любым полуавтоматом. Но в случае простого полуавтомата получается грубый неэстетичный вид шва. Возможно вас такие швы даже устроят.
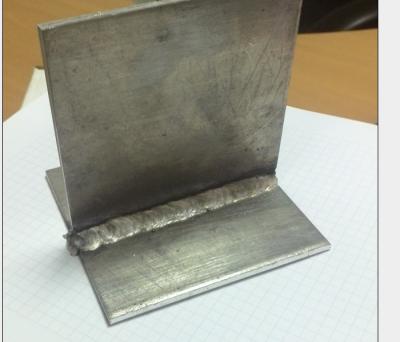
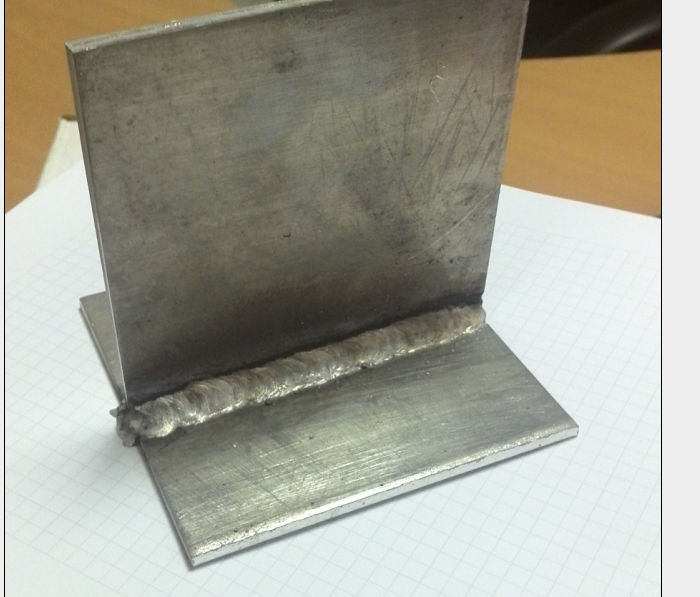
Для более аккуратных гладких требуется наличие импульсного режима в полуавтомате, для сварки тонкого алюминия и сварки вертикальных и потолочных швов требуется режим двойного импульса. Ниже картинки швов, выполненных в линейном режиме и в режиме одинарного импульса.
Так как в ваших аппаратах импульсного режима нет, они не предназначены для качественной сварки алюминия - поэтому среди списка газов нет упоминания про аргон. Именно в аргоне варят алюминий полуавтоматической сваркой. Но никто не мешает вам подключить баллон с аргоном и получать швы примерно как на первом фото.
Линейный
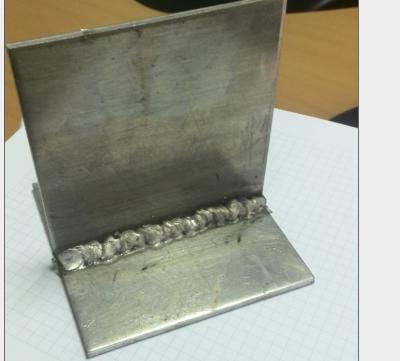
Пульс
-
2
-
-
"Наилучший" это не технические термины, сварка под флюсом для неповоротного стыка не подойдет, так как производится исключительно в нижнем положении, а для поворотного не подойдет так как на трубе диаметром 37мм флюс просто держаться не будет.
Dm=37mm; S=45mmНепонятно, у вас диаметр трубы 37мм, а толщина стенки 45мм. Наверное вы имели ввиду 4.5мм.
-
2
-
-
Вертикалы в первую очередь, они короче, чем горизонталы у вас и при их сварке деформации будут меньше. Иначе после того как вы длинные горизонталы проварите, у вас вертикалы разойдутся, как бы вы не старались минимизировать деформации.
-
1
-
-
Выше фото не мое, когда-то очень давно его выкладывал @BelaZZ, а я сохранил как очень наглядную иллюстрацию минимизации сварочных деформаций.
-
2
-
-
http://websvarka.ru/talk/uploads/monthly_05_2018/post-699-0-41941500-1527102396.jpg
-
7
-
-
Реально достало
Прошло 4 года.
Константин, позвольте поинтересоваться, вы научились не покупать говно?
-
2
-
-
@AlexXXL, Толщина 2-3мм проваривается за один проход. Рекомендации про отдельный корневой валик и отдельный облицовочный для конструкций совершенного другого уровня и толщин свариваемых труб.
-
5
-
-
Шины же из практически чистого алюминия, проволока 4043 - откуда столько черноты? Считается же что чернота - следствие испарения магния
http://websvarka.ru/talk/uploads/monthly_11_2021/post-9592-0-28083800-1636989477.jpg



Сварочная техника Aurora и AuroraPRO; Вопросы производителю
в Aurora и AuroraPRO
Опубликовано
@3comma62,
Вам предложили просто взять и измерить прибором(счетчиком) сколько конкретно ваш аппарат потребляет энергии в режиме холостого хода.