

NikOtiN
-
Постов
1 211 -
Зарегистрирован
-
Посещение
-
Победитель дней
8
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные NikOtiN
-
-
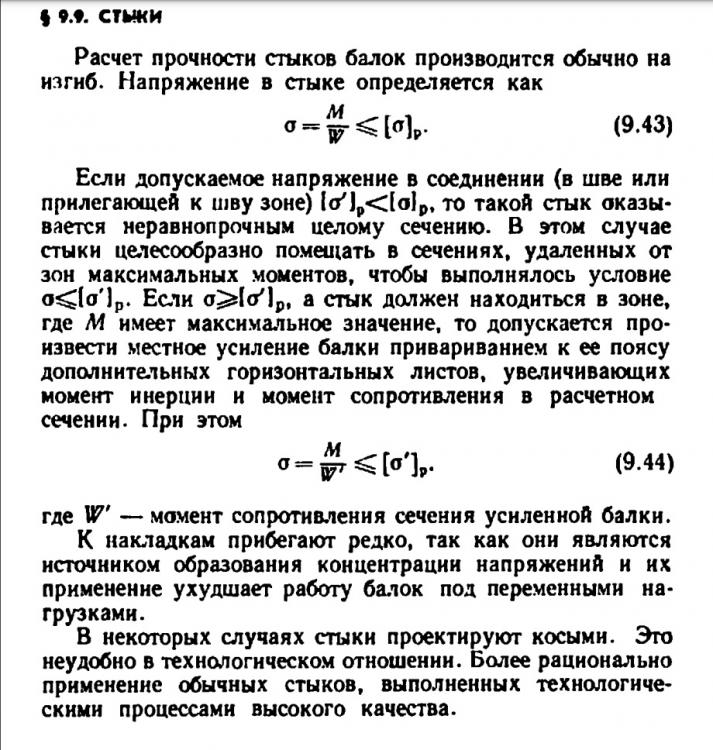
делая диагональный шов вы просто закладываете в соединение коэффициент запаса прочности
В случае двутавровой балки, наиболее нагруженными являются верхний и нижний пояса, и менее нагруженной - вертикальная стенка. Мне кажется странным, когда усиливают стенку диагональным швом, а самые нагруженные пояса сваривают просто прямым стыковым швом, как на фото. Я думаю что люди которые так делают, выполняют не осмысленные действия, а просто повторяют отдельные элементы где-то увиденного.
http://websvarka.ru/talk/uploads/monthly_06_2019/post-8607-0-95278900-1559698507_thumb.jpg
-
 1
1
-
-
Вот что увидел, на pikabu. Видимо тоже "исследователь"

Школа сварщиков. Помощь советомГраждане сварщиики, необходима консультация по открытию "школы сварщиков". Для контрольной работы выпала тема открытие школы обучения сварщиков. Необходим скелет обучающей школы: какие службы необходимы (безопасность, охрана труда и пр), склады и кладовщик для материалов, бухгалтерия, кадры и прочее. Стандарты и прочие регламенты. Спасите помогите кто чем может.
Если есть чем поделиться прошу написать на почту [email protected] выйду на связь в удобное для вас время.
Заранее спасибо-
2
-
-
Натолкнулся на нормативный документ, который позволяет сварку течи трансформатора, прямо на заполненном маслом трансформаторе. Документ РД 16 363-87 "ТРАНСФОРМАТОРЫ СИЛОВЫЕ. Транспортирование, разгрузка, хранение, монтаж и ввод в эксплуатацию"
4) производить сварочные работы на баке трансформатора только после заливки его маслом до уровня выше места сварки на 200— 250 мм во избежание воспламенения паров масла.
При производстве сварочных работ по устранению течи масла необходимо в трансформаторе создать вакуум, обеспечивающий прекращение течи масла и безопасное производство сварочных работ.
-
5
-
-
https://www.youtube.com/watch?v=sHy5WpuCZ-c&t=30s
Если кто не знает, в штатах в частном секторе по улице проходит высоковольтная линия и напротив каждого дома на столбе висит свой трансформатор. Иногда они горят, как на видео.
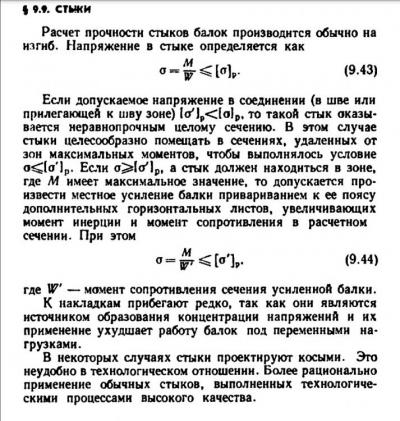
-
2
-
-
Я не против накладок в принципе, они безусловно повышают устойчивость поясов, просто не всегда они оправданы и необходимы. Рассматривать же их в качестве "монтажного приспособления" мне кажется не совсем верно, в таком случае их нужно удалять после монтажа.
Листая пожелтевшие страницы форума натолкнулся на эту тему...
Я не сталкивался с нормативной документаций на тему производства балок, никогда не работал в этой сфере. Но в наших букварях так этот вопрос озвучивается (кому лень читать резюмирую - если шов равнопрочен основному металлу, то не нужны ни накладки ни криволинейный шов, балка просто тупо удлиняется встык)
Книга - "Сварные конструкции. Расчет и конструирование. Николаев"
-
Я глянул по карте соотношения полов - в штате Махараштра на 1000 мужчин приходится от 800 до 900 женщин. Плохо конечно, но не настолько что на варанов кидаться


-
То есть при обработки металла машинку не должно отбрасывать?
Прямошлифовальная машина весит 2.5кг, а пневматическая бормашинка весит 0.5кг.
Соответственно, когда зуб фрезы вгрызается в металл, сила реакции отбрасывал легкую бормашинку значительнее, чем тяжелую прямошлифовальную.-
1
-
-
Я про то, что СахалинКот предлагал выточить вкладыши из цельного кругляка, если не найдете именно трубы.
-
Как-то нетехнологично, но за
от 560 до 710 евро
можно много болванок прикупить. )
-
А оригиналы из какой марки стали?
-
@kukushka, Из 40ХН трубы делают. Так-то сталей много разных и хороших но трубы из них найти это вопрос.
-
1
-
-
Комментарии огонь!
-
-
Оцинкованные трубы используют для неответственных конструкций обычно. Значит никакого смысла использовать лб52у нет.
-
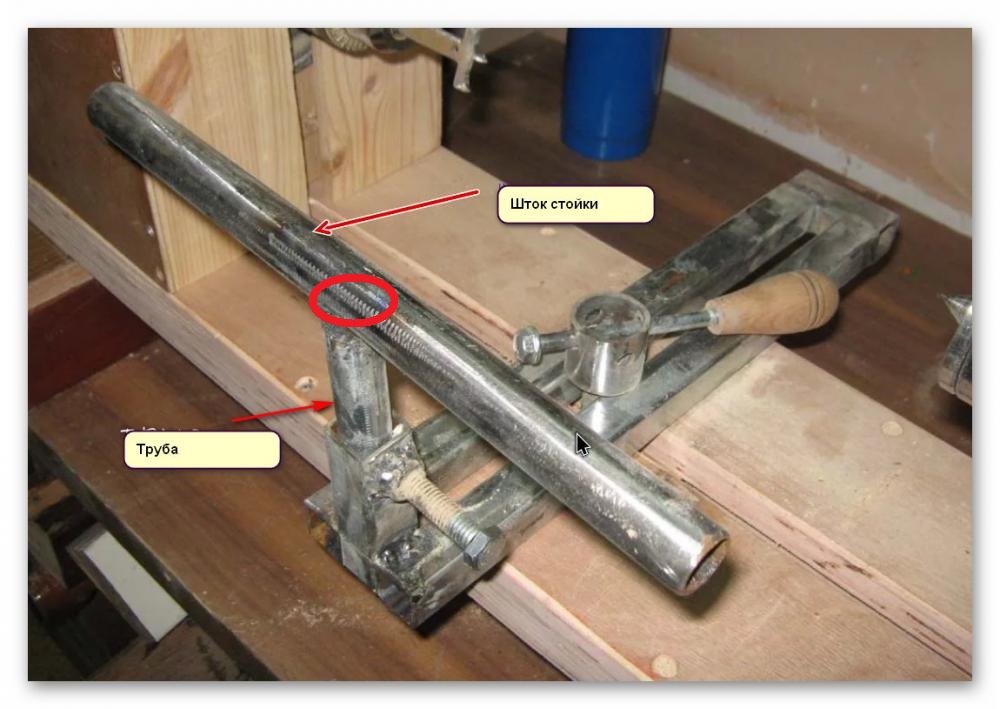
Мы же говорим про кольцевой шов в месте "Т"- образного соединения вертикального и горизонтального стержня? Я на рисунке отметил красным этот кольцевой шов.
У вас допуск на прямолинейность и перпендикулярность большой к конечному соединению?
На станках по металлу допуски для направляющих на прямолинейность и перпендикулярность могут быть 0.02мм на 1м. Для станка по дереву я просто не знаю, там резец просто держут руками с опорой на подручник.
Если допустимо +-5мм, то можно просто не заморачиваться и варить как получится.
-
2
-
-
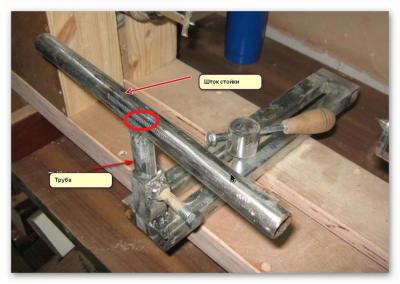
А какую конструкцию вы хотите сварить, что-то вроде такого?

У вас шток деформирует от сварки, если он во втулке будет плотно посажен, то будет подклинивать.
-
1
-
-
А что за амортизатор? Толщина стенки какая? Если меньше 1мм, как на легковых, то п/а.
-
Сварка черного металла 4-16мм
Вам 500А нужны чтобы гарантированно проварить 16мм встык без зазора и разделки? Но без зазора и разделки ГОСТ14771 регламентирует швы с толщиной свариваемых деталей до 6мм. А если делать зазор и разделку, то за глаза хватит и 300А аппарата.
Так как других особых требований у вас нет, то вполне подойдет и б/у СЭЛМА ПДГ351 с авито за 30 тыс.руб. Может работать круглосуточно в три смены, ремонтируется кувалдой.
-
1
-
-
Кхм, не думал что цемент возят кораблями за девять морей, практически в каждом областном центре есть свой цементный завод.
-
Судя по фирменному значку "O" на оправе очков - это "Oakley".
Что-то из их спортивной серии, для меня они все одинаковые ))

-
1
-
-
Проверили на нагрузку примерно 2 центнера - никаких нареканий.
Это мужик на фото - два центнера?
На вид меньше одного даже.
-
-
9
-
-
-
2
-
-
на сегодня 110-120руб
А было? Курс на али вообще связан с курсом центробанка?
Стыковая сварка двутавровых профилей (Колонны и ригеля)
в Технологии и документации
Опубликовано
@ilnursvarka,
Вот как распределены напряжения в балке, видно что максиумы напряжений приходятся на верхний и нижний пояса
С увеличением размера двутавра растет и ширина полок "b" , видно по сортаменту
ГОСТ 26020-83.pdf