- Популярный пост

PecToPaH
-
Постов
517 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные PecToPaH
-
-
Скоростиподачные рассуждения.
Я сам по началу немного не понимал как это работает, может и щас не понимаю.
Но смысл такой.
Ставишь к примеру 18 м/мин и аппарат сам подбирает силу ТОКа для того чтобы успевать расплавлять такую подачу. На старых аппаратах это настраивалось раздельно, но принцип тот же.
Из этого выходит что скорость подачи и сила тока одно и тоже. Циферки скорости подачи могут и вообще исчезнуть из П/А - просто за ненадобностью.
-
Не будет воздух подсасываться? Как должно быть, без болтанки?
Не будет.
-
Снабженцы купили кабель кг25 с непонятной изоляцией, кабелю около месяца. Пользуются мужики на армировании плит бетонных, в основном режут арматуру. Я поработав с таким кабелем 1 день, порвал его в 3х местах. По мимо изоляции еще очень жесткие жилы которые пружинят.
Хороший кабель, еще походит.
-
- Популярный пост
-
- Популярный пост
- Популярный пост
Поставьте токосъёмник на 0,1-0,2мм. больше диаметра проволоки, и залипать не будет.
На самом деле это не особо действенный вариант при наличии разбрызгивания, капли металла забивают отверстие токосъемника из-за чего проволока и залипает.
Хотя некоторые так и делают+ еще и сопло двигают чуть вперед.
Еще по опыту могу сказать что не следует токосъемник обчищать напильником , так как в этом случает залипание будет происходить постоянно.
Да , шкварчит как сковородка. Но проволока -дерьмо, ругаются и те, кто давно работает .
@AMBIVERT42,на счет податчика-так и есть . КНР, однороликовый, малейший изгиб рукава создаёт проблемы... Вчера в конце смены-вообще началось .... Два метра шва и вдруг-бац, проволока наглухо залипла в наконечнике. Выдрал её плоскими , еще 15 см шва и снова-мертвый залип в сопле. И так-5 раз подряд из-за гнутого рукава . Да и рукав-я бы не сказал, что критичный изгиб имел.
Проблема как уже написали раньше в подающем механизме. Но так же следует и самому следить за оборудованием, периодически следует продувать канал в шланг-пакете и место соединения горелки и подающего(там может скапливаться стружка от проволоки), а так же стараться не скручивать его, видел как один специалист все внутренности по спирали скрутил, так там проволока еле шла.
Пару фото.
Не помню выкладывал или нет.
Межтрубка. 28V 260A , 1.2мм проволока



Панель водоохлаждаемая . Гениально конструкторское решение по расположения стыков для сварки.


Точно названия не помню... Какая то камера, то что на фото это часть двери.
По какой то сложившейся традиции зачистку зоны сварки на данных изделиях из труб почти не производят.
Тавровое соединение 27V 240A (синергитика) 1.2мм проволока , треугольнички сваривал на 21V 190A.



Станина.
31-32V 290-300A, 1.2мм проволока, подогрев 200 градусов

А это сейчас пойдет в работу. Траверса. Части от нее.
Заготовители конечно молодцы,скосы кромок словно топором рубили.

-
 20
20
-
@BelaZZ,@Вад11,http://websvarka.ru/talk/public/style_images/master/attachicon.gif60E731B5-1EF6-4929-B0D9-CCE3AF849409.jpeghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifDA042282-A601-45E3-831B-83A189A40AC9.jpeghttp://websvarka.ru/talk/public/style_images/master/attachicon.gif448BD82C-2A34-478C-8247-E9A409F008F1.jpeghttp://websvarka.ru/talk/public/style_images/master/attachicon.gif26187016-7CBB-4115-89D5-1E05B336EA99.jpeg
Встречал такое. Может быть множество вариантов.
1. Металл. Бывало что на участке протяженностью мм 20-50 поры идут, приходится хорошо прогребать пока не пройдут.
2. Завышенная подача, как проволоки так и газа.
3. Плохой газ.
4. Завышенная скорость перемещения горелки(не хватает защиты).
Попробуйте с этого баллона и проволоки какую нибудь железяку поварить . Если есть поры значит дело в расходниках. Если нет , то значит в настройках самой орбиталки.
-
9
-
-
Пришел и "ахренел"
НУ а что взять с бичей, сам видел работничков которые выпучивали глаза при словах "Сопло то чистить надо,токосъеник поменять, массу нормально зацепи у тебя уже провод горит" Ну типа много людей которые просто ходят на работу и ждут денег, в развитии не заинтересованы. Но это их дело как мне кажется. "Я не обязан следить за оборудованием фирмы,конторы,предприятия", видимо так они и думают/ Я прихожу выполнять работу на нем.
Но это все так.

Я вот на таком работал.Внешне конечно беда, но сам процесс сварки идет очень хорошо.
Понравилось фото с фоксвелдом который пожар пережил, ну и последнее фото megmeet heavy duty - тяжелые условия
-
8
-
-
Кстати, есть и с цифрами на подающем

-
2
-
-
Вот хоть убей, а в век смартфонов,
Люди просто не хотят разбираться в этом.
К тому же что может сравнится в быстроте и удобстве настройки с этим ?

-
3
-
-
Заехали соседи из Волгодонска (Veldix).
А я думал у нас его уже закрыли, как то заходил и там было пусто совсем.
На работе такие закупили, но только обычные П\А. Из плюсов это надежная конструкция и стабильная и четкая работа самого аппарата. Минус это то что на подающем нет экрана с цифрами.
Видел на выставке 2017
А там такой дивиз "Разработано в США, сделано в Китае для России"
-
2
-
-
Компания Евоспарк своими глазами.
Допилили двойной пульс и холодный процесс, типа STT.
Процессы сняты на высокоскоростную камеру, изучаются, корректируются и устанавливаются в машины.
Не плохо.
Могу насчет тележек добавить.
Колесики должны быть широкими и действительно хорошо закреплены(не тот китай который из металла 0.2мм сделан) На большинстве китайцев они просто ломаются при поворотах. Ну и задние колеса должны быть больше.
В принципе на фото все норм
Ну и петли для перемещения кран-балкой или чем то еще.
На фото так же видны.
По фото так и не смог понять.
Колесики на подающем ? По опыту скажу что они не нужны и от них только вред, потому что если есть наклон его не поставишь нигде
-
3
-
-
жижами для сопел не пользуетесь?
Нет
-
Верно подмечено, но это справедливо для гаражных мастерских.
А для заводского контингента... это к сожалению тоже справедливо, но там есть нюансы -- большинство ленивые, тупые, и их вечно торопят ещё более ленивые и ещё более тупые. Так что синергетика там рулит безраздельно.
Большинство заводского контингента даже слова такого не знает.
Сегодня кстати как раз решил чисто на синергетике денек отработать. Нормально, но и на ручном можно получить те же самые результаты и даже лучше.
Синергетика - SYN


Соглашусь что на синергетике шов лучше(проще) формируется,но разбрызгивание на некоторых режимах просто ужасное .
Но тут и аппарат не самый топовый. Просто выбираешь программу под проволоку и газ , а дальше вперед крути крутилки
Ручное - Manual


-
5
-
-
Варю стык .толщина 30.мм. v -образная разделка.под плоскую керамику.нижнее положение. Порошковой проволкой СО. защита.почему первый проход .корень после сварки дает трещину.Причина? Подскажите.
Подогрев, после корня еще 3-4 прохода сверху . Желательно ниточными валиками, с перекрытием предыдущего на 1\3
-
2
-
-
- Популярный пост
- Популярный пост
Сегодня пробывал пройти многопроходным швом( получилось не айс(((
Подскажите что не так делаю???
Параметры на последнем фото,сваривал в смеси 80/20Как уже писали, много тока и мало напряжения.
Если захлебывает это значит идет черезмерная подача проволоки(она же сила тока). Все как бы просто.
Выставили к примеру напряжение 24V , зажгли дугу на железяке и добавляете подачи пока не получите стабильное горение дуги и формирование шва, он не должен быть горбом(колбасой)
Попробуйте от 22-23V 190-210А

Это к примеру.
-
10
-
Вот фото,если я ваc правильно понял
Левый зажим криво стоит. Не то чтобы это очень критично. За одно посмотрите на какой диаметр ролики установлены, если с лицевой стороны 1.0мм значит это под 1.0мм ну а дальше понятно.
-
2
-
-
Народ, я абсолютно уверен, что у кого-то есть табличка с режимами сварки в смеси (напряжение/скорость подачи) применительно к типу переноса электродного материала для чёрных проволок 0,8;1;1,2 мм. Поделитесь пожалуйста, особенно интересует струйный перенос на 1 и 1,2мм, на 0,8 вроде норм, 1-ку не прочувствовал, а для 1,2 мне кажется у гроверса 250T напряжения в 26В не хватает.
Добавлю. Как настройка индукции влияет на процесс струйного переноса металла, и нужна ли её регулировка в этом режиме? Тут скорее интересно ваше мнение, но и теоретические изыскания тоже буду рад слышать.
На 27В и 240А (1.2мм) можно некий аналог струйного получить. Для горизонта на толстом металле самое то.
-
1
-
-
Да нет, с мозгами все нормально у меня.Предпочитаю наличные,деньги храню дома в банке, а нужную мне информацию на флешке.
И это я знаю.Просто на многих форумах истерика по этому поводу.Вот и тут паникер появился.Пристрелить его надо.
Хе-хе-хе.
Мои родители тоже хранили деньги дома,в банке. Только в один момент эти деньги стали никому не нужны.
Ну насчет истерики это вы громко сказали. Ну да, ничего такого не произошло. Но это пока.
Молчаливое согласие это конечно самое страшное преступление.
-
1
-
-
@PecToPaH, в Турцию?)))
Честно не знаю. Я по соседству работаю.
-
1
-
-
- Популярный пост
- Популярный пост
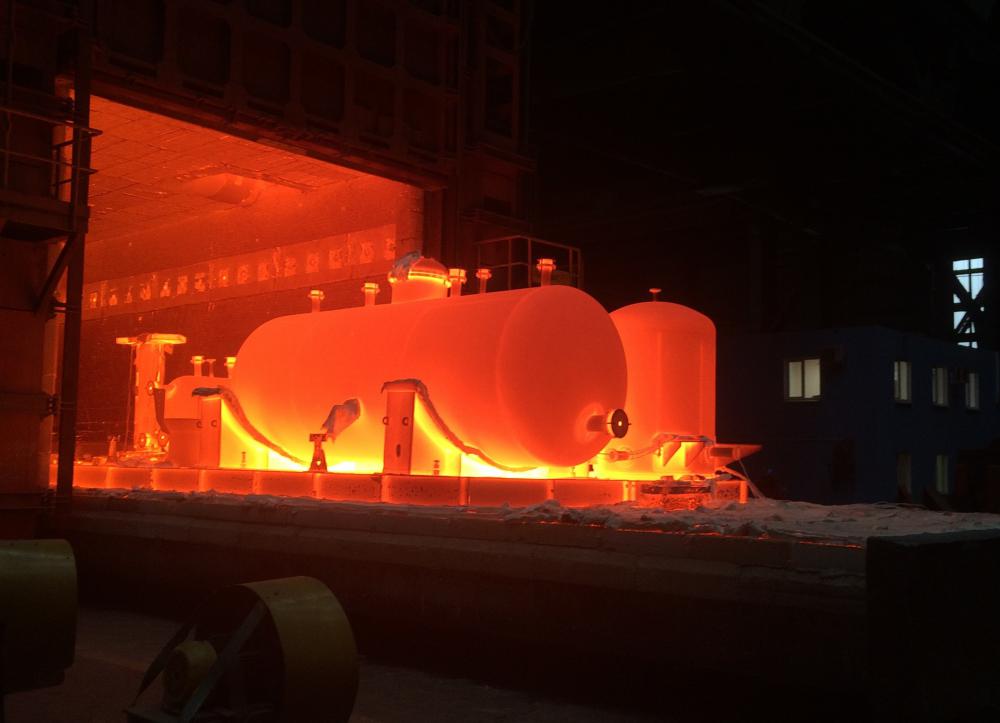
Фото не мои. Просили выложить.
Завод Атоммаш.



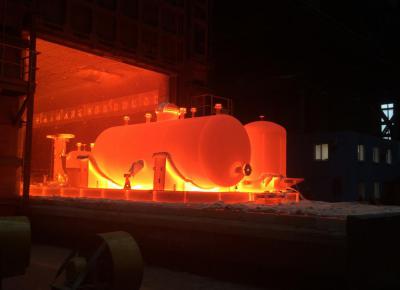



Ссылка на другой ресурс
-
12
-
Да уж... удобно...
Вить, сделай мне примерно вот такой шов:
Всмысле гладкий, и без всякой чешуи, и я от тебя отстану.
Там порядка 120 - 140 ампер, пульс, 1мм, смесь 82/18.
140А ? Выглядит хорошо. А толщина какая ?
На вид где то 10-15 мм. Там ампер 270 и напряжение 30-31 было бы не плохо. Но это на мой взгляд.
-
Ага. И каждый раз после некоторого времени сердечник проволоки становится плохим.
Тут факторов море. Вплоть до того, что теплоотвод больше в этом месте, т.к. кондуктор прижимает.
Тут недавно клещи Тесna 3322Е запускал, так на ровной поверхности чётко сваривали, а на детале не хотели.
Оказалось, что изгиб на детали даёт микрозазор на плоскости в доли миллиметра, а изогнутая часть работает как усилитель. Прижим полностью невозможен. Провара нет.
Вам нужно проверять не один раз все факторы, следить, что и как влияет и вычислять проблему. Только так она будет решена. Никто тут Вам не поможет. Такие проблемы сугубо индивидуальны чаще всего.
Очень редко ,но бывает проволока у которой разный диаметр в катушке.
-
К вечеру только получилось забрать с ТК, успел только включить-выключить...
Хороший аппаратик.
А гроверсы это китай ? Просто на работе купили новые П\А китайские. Панель управления точно такая же. Работают хорошо.
-
Влияет ли качество омеднения сварочной проволоки на форму шва.
Ставлю новую 15 килограммову бабину. В начале шов ровный выходит и Сварка без остановок. После шов заужается, приходится делать подваривание и сварка с прерыванием.
А что за аппарат ?
Причин может быть масса.
Вот основные
1.В начале вы ведете горелку медленно, а затем через чур ускоряетесь.
2.Меняются настройки во время сварки(возможно что-то внутри глючит)
Я при работе на фрониусе встречался со второй проблемой. Решением оказалась чистка всего что есть в горелке(спираль,токосъеник и.т.д) + еще звал наладчика который в подающем что-то делал с платой и крутилкой подачи проволоки,видимо он и решил эту проблему.
Ну про подготовку свариваемых кромок надо говорить ? Если у вас в начале металл чистый,а затем грязь и краска то тут даже и говорить не о чем. По такой поверхности шов будет ложиться '"колбасой'"
@Helmsman, "дело было не в бабине"=) а если серьезно, ответ в вопросе. у вас в начале проволока без омеднения?
Врядли дело в омеднении, я когда учеником был там варили всякой отбраковкой и процесс шел нормально.
-
1
-
























Будни сварщика с иллюстрациями
в Фотогалерея
Опубликовано · Изменено пользователем PecToPaH
Сварка прямых участков для вальцовки обечаек.
Толщина 75мм, Х-образная разделка кромок, УЗК 100% , подогрев 100-200 градусов
Проволока 1.2мм , газ 82/18% смесь
Корневой проход 21-22V и 210A
Остальные проходы 35V и 350А
Ну и еще, эти же листы можно сваривать как П/А так и Автоматической под флюсом.
Чем я и воспользовался когда подвезли автомат.