
PecToPaH
-
Постов
517 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные PecToPaH
-
-
На одних таблицах не вытянуть. Техника тоже важна
-
@PecToPaH,так и разговор за п/а.
Да , я это понял из ваших сообщений.
-
@PecToPaH,ну да и катеты нагонять?
Тут уже присадка потребуется. Но вы то за проплавление говорили. А оно в первую очередь зависит не от диаметра проволоки.
-
Что то вы зациклились на диаметре проволоки, в РАД вообще без нее можно сваривать.
-
 1
1
-
-
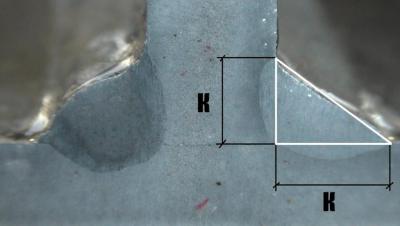
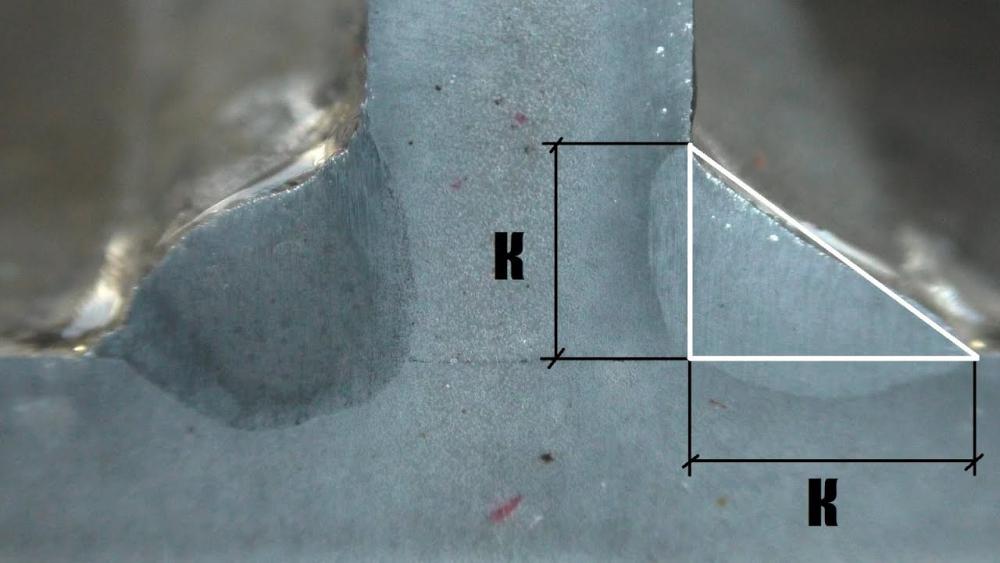
Столько копий сломано на тему проплавления в тавровом соединении, был момент когда хвастались аппаратами которые способны выдавить валик на обратную часть пластины, но такое не везде нужно конечно же. Проплавление корня имеет смысл на одностороннем тавре, надо понимать что нет смысла лезть слишком глубоко, потому что начнутся серьезные деформации. На изображении представлены два варианта как может быть сварен тавр на одной и на другой стороне есть сплавление кромок деталей, справа нет проплавления корня, а слева есть. Мне не приходилось выполнять швы с требованием проплавления корня в тавре, но от того что вы проплавите на 0.2мм корень хуже явно не будет.
-
2
-
-
Ощущаю. Я не за дорого, РАЗНИЦА !!! в чём?
@PecToPaH, Выставил фото горелки и шильдик. Где посмотреть характеристики - не в курсе...
Можно на сайте производителя глянуть или же найти бумажки которые идут в комплекте.
Это то что у вас(примерно)
-
чего?
Горелки
-
Всем доброго! Уважаемые гуру, можно вопрос? А в чём разница между простенькой горелкой, которая идёт в комплекте не дорогого п/а и ХОРОШЕЙ горелкой? У меня была, да и есть такая:http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20201105_164158.jpg
http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20201105_164249.jpg
Характеристики
-
@PecToPaH, здоровья и удачи!

Спасибо !
-
Кто-то способен сделать sql запрос базе форума, сколько зарегистрировано id пользователей на данный момент?
У канала, который тут обсуждается, уже 14 тысяч подписоты, подозреваю что сравнимая величина с количеством пользователей форума.
А скоро он уйдет в отрыв. Это ютуб.
Миллионы пользователей и огромные корпорации не могут ошибаться это общеизвестный факт.
-
Тему полностью не прочитал еще, но из первых постов следует что автор канала TIG TULA продает "уроки".
Сама бизнес-идея и концепция с продажей настроек неплохие, к примеру в авиасимах некоторые покупают уроки виртуальных полетов.
В общем и целом ничего плохого в данном явлении нет, а все потому что тот кто реально желает чему то научится будет самостоятельно развиваться и искать информацию или контент более высокого уровня чем магазин на диване - сервис по продаже настроек за пятихаточку.
Пробежал по видео на канале и могу сказать что автор сваркой владеет неплохо, хотя и с терминологией слабовато конечно.
-
1
-
-
Да
-
Смотрел щас видео с выставки АРМИЯ2020
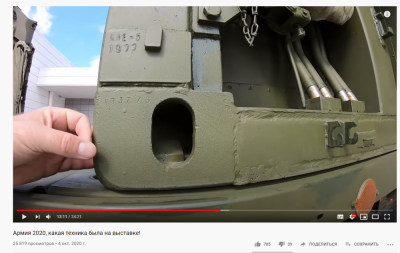
Не то чтобы сильно придираюсь , но для приличия могли бы и поверх пор пройтись разок.
-
4
-
-
Хорошо выполнено.
-
2
-
-
@mixasib,Говорят ещё на войлок такая фигня полезна.Впрочем у производственников, которые по две - три катухи 15 кил в смену палят я подобных заморочек не встречал.Может пылится не успевает проволока )
Обычно его меняют просто или продувают.
-
Судя по тому что пишут, становится ясно что данный аппарат не имеет аналогов.
-
Ааа мне может тоже страшно да? Шо делать,шо делать) .Раньше эти окна делал( тоже сварка по сути) и ставил.Бывают и такие в жизни ужосы)
Старое окно жалко конечно, оно более эстетично выглядело что ли .
-
6
-
-
А стык был под контроль? Прошел?
гидроиспытания
-
1
-
-
- Популярный пост
- Популярный пост
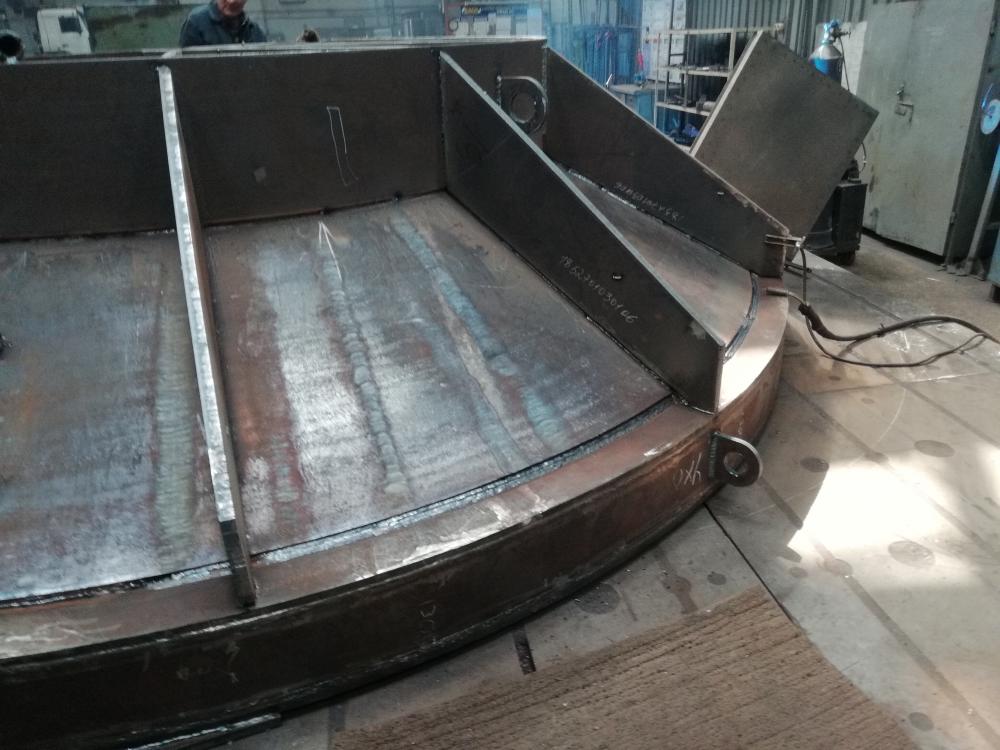
Обожаю подобные приколы, когда не производится зачистка зоны сварки. Много шлака, а так же проблемы с формированием шва.
Зазор 40мм + перепад кромок . На струйном залил все это. Получилось это из за кривой вальцовки.



Само изделие целиком, а точнее одна из двух частей. Называется оно СТВОРКА , куда и для чего не знаю, но выглядит как ковш сталелитейный .
Толщины от 15 до 40 мм, в некоторых местах контроль.
Настройки 32-34V 270-300A , 1.2мм проволока







То же изделие, но в другом положении (потолок) , пока шла сварка внутри другой сварщик решил что можно сваривать и в потолке. На почти струйном переносе .


29-30V 250-270А
Да бывает вот такое грязное и неопрятное, но это не часто.
-
19
-
- Популярный пост
- Популярный пост
@Учусь,Я вот о чем,у меня бывало такое выходило). Изобразил очень схематично.Т.е валик он какбе есть,но нижние кромки не цепляет .Пытаешься проплавить- ванна выпадает .
Есть у меня подобные фото с зазорами.





-
29
-
Ну как результат? Нам тоже хотят поставить их, но что то сомневаюсь...
Хорошие.
Управление простое.
Сам процесс стабильный.
В них нет ничего особенного, просто нормальный аппарат.
-
2
-
-
швы чистить запрещено(евросоюз). основной инструмент пневмофреза. убираются брызги и шлак. замки ровняются только с основным швом. сам шов- ни-ни! варим сразу хорошо.
по такому шву все видно- правильно он заварен, или просто присрали кое-как

Всегда поражают эти приколы про зачистку. Но в каждой школе по своему учат как говорится.
-
1
-
-
Всем добрый!
Подскажите как правильно заварить детали толщиной 25мм под УЗК (шов Т8 двусторонний).
1) Сколько проходов необходимо выполнить с каждой стороны?
2) Давать ли остывать балке после каждого прохода?
3) На каких токах лучше варить?
4) Зачищать ли до чистого металла поверхность после каждого прохода или достаточно убрать стекло да брызги?
5) обязательно ли варить попеременно с двух сторон? (для меньших трудозатрат по переворачиваниям принято варить сначала с одной потом с другой стороны)
1. Сколько удобно столько и делайте. Но по опыту скажу что лучше набирать не высокими слоями. Т8 можно за 3-5 проходов заварить, но лучше сделать 5-7 проходов с одной стороны , один корень, 2-3 заполнение и 1-3 облицовка. Чем больше за 1 проход наплавляешь(наваливаешь) тем выше щанс что где то будет не сплавление или еще что то.
2. Смотря что за изделие, если есть опасность что будут сильные поводки лучше сваривать в разброс по всей длине , в таком случае и не надо ждать пока остынет - потому что нагреться не успеет.
3. Я бы выбрал сварку на струйном переносе металл как для корня так и для заполнения с облицовкой. Это начиная от 30-32V и 240-300А. Для такой толщины я бы поставил где то 32V 275A , а там уже по мелочи подкорректировать.
4.Я пробовал эксперементировать ничего не зачищая и не подрезая заходы и попадались деффекты, хоть и не всегда. А когда зачищал(стекло или место где излишне навалило металла) то без проблем все проходит. Тем более тут толщина то всего 25мм. Короче УШМка с щеткой нужна для зачистки.
5 Ну раз уже принято то зачем спрашивать ? В таком случае нужно подготовится и расхватать деталь прихватками по 50мм, но без лишнего фанатизма. Тогда спокойно с 1 стороны, а потом с другой сваривайте .
Ну и не забывайте про выборку корня.
-
4
-
-
- Популярный пост
- Популярный пост
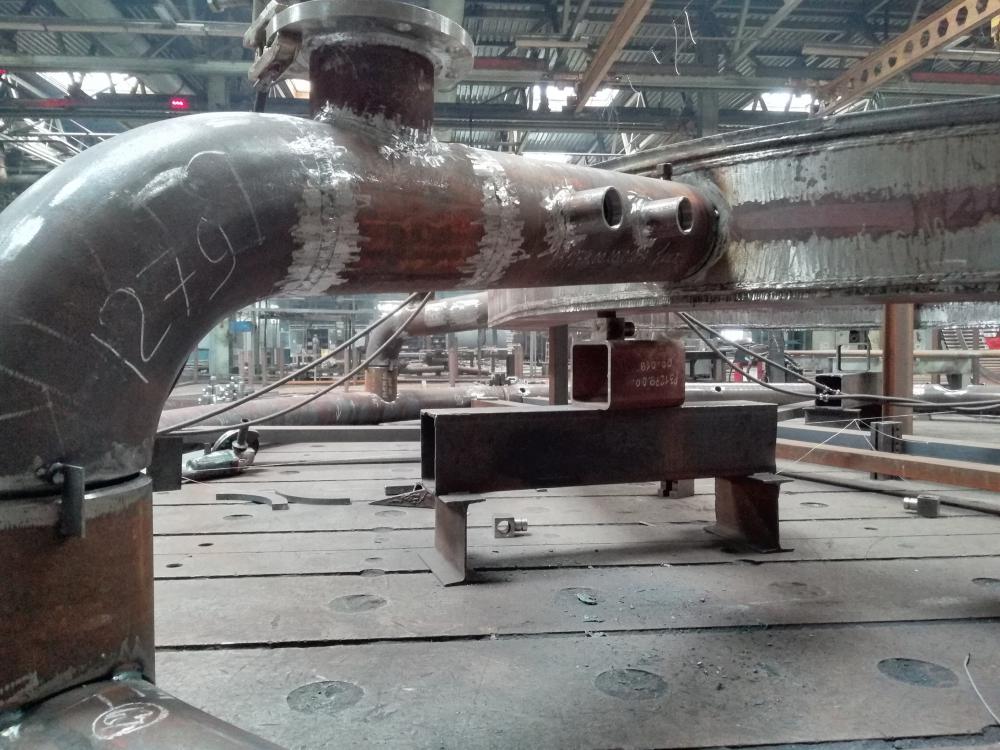
Фланцы.




проволока 1.2мм , настройки 21.1V - 188A , смесь 82/18
Трубы(спицы).









стыковые швы , 1.2мм , 17V 70-90A корень , 19V 160A облицовка , 21V 200A заполнение , газ 82/18
Еще трубы.






Немного кривая сборка + еще разные толщины. Внутрянку постарался не засирать сильно.
1.2мм , 18V 110-120A облицовка, 16-16.5V 60-70A корень , газ 82/18
Какая то мелочь .



Каолин на резьбу чтобы не забрызгать.
18V 120A и корень и облицовка, корень на спуск. Сваривал на вращателе с ручным приводом.
-
26







































Провар-непровар
в Вопросы новичков о сварке
Опубликовано
Хочу подметить что набирать катет 10мм за один раз крайне нежелательно и для этого не обязательно иметь табличные режимы под рукой