
PecToPaH
-
Постов
517 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные PecToPaH
-
-
-
@PecToPaH, а flama попала на фотку, это кто п/а или тиг?
П/А, а точнее это универсальный. Там еще ММА и ТИГ без наворотов
-
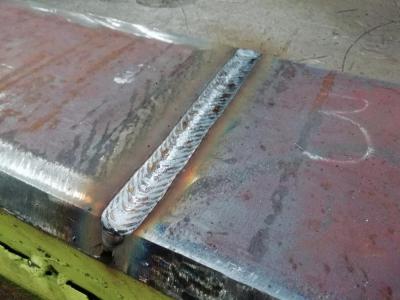
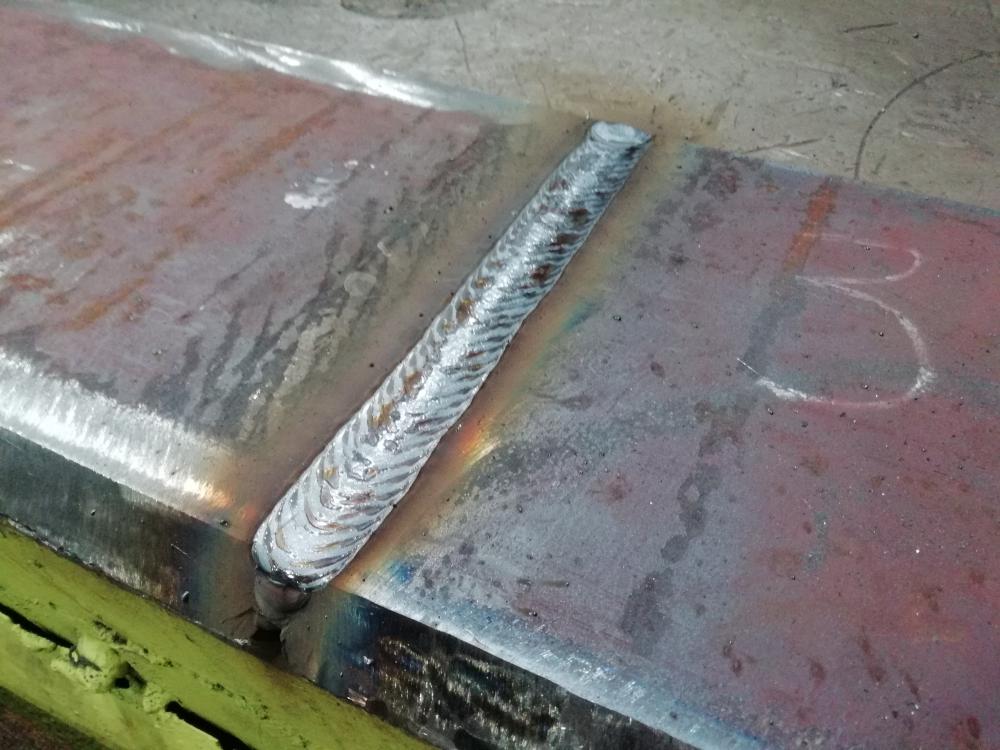
В общем вот такие вот швы получились.
Толщина металла какая ?
На 3 фото ощущается недостаток силы тока и слишком быстрое ведение горелки ,180-190 это как бы на самом пределе,но все же маловато. 220-235А на 26V или же наоборот , надо чутка напряжение снизить 25-25.3V
Вот пример 27V - 240A
С круговыми движениями по часовой.


-
 2
2
-
-
Тут все просто на самом деле. Если есть деньги и необходимость в хорошем оборудовании , то бери БРЕНД.
А если нет то бери что угодно(главное чтобы было куда в ремонт отдать в случае поломки). Ибо делаются они в одном месте.
-
1
-
-
Вот ссыль на родной кабель. 13 там.
http://ewm.svartis.ru/094-005313-00000_EH-16QMM-4M.html
А что конкретно не ладилось? В параметры шва не укладывались, или вообще ничего не получалось?
Неспособность настроить П/А и вообще непонимание что это следует делать. То что в параметры не укладывались это еще ничего.
Из этого выходили швы по типу "колбаса" которые не туда ни сюда.
-
2
-
-
Я бы не сказал что ММА это самый сложный способ сварки.
Везде есть свои нюансы. А по тому опыту что есть могу сказать, что самое сложное для большинства - это тавровое соединение , выполняемое П/А . У нас как стройка кончилась, много народу пошло на предприятия и у многих были очень удручающие результаты.
-
вот что удивило в сем видео , удлиненные наконечники и сопла для ПА
Есть и длинней кстати.
Для сварки в узкую разделку - если очень большая толщина.
Ну или как на видео , для труднодоступных мест
-
1
-
-
MIG 200P, запечатлели на камеру, то самое отгорание кончика проволоки. Делайте на весь экран, будет лучше видно, на днах постараемся побольше поснимать, с телефоном разберемся ))))
Еще мучил крутилку, якобы отвечающую за шарик на конце проволоки, такое ощущение, что она вообще ни на что не влияет, крутил от упора до упора, разницы не заметил.
Так догорание или растяжка дуги (burn back) это то что происходит после отжатия кнопки. Если крутить от упора до упора будет происходить следующие : либо залипание проволоки на шве, либо(редкое явление) в токосъемнике.
А с тем вылетом на вашем видео не удивительно , что проволока стреляет. Она не будет плавно распадаться или расплавляться. Зависит конечно от источника.
Плавный старт (soft start) это замедление проволоки до ее касания с поверхностью металла. Сделано для того чтобы вам руку не отбрасывало если стоит высокая скорость подачи
-
2
-
-
@PecToPaH,Доброго дня,подогрев выполняли?
Доброго , нет.
-
- Популярный пост
- Популярный пост
Лист 25мм
30V 230-250А (ампер можно было и побольше)
С выборкой корня , так как УЗК .
Корневой проход 21V 200-210А



-
23
-
Опохмеляться хоть и не люблю, но попробую перед сваркой
Если серьезно, рука нетвердая сегодня была, после вчерашней смены с большой болгаркой.
Но главное, я не понимаю схему движений, нужных для исправления такой ситуации на облицовке. На корне и заполнении это не так заметно. В нижнем же положении чешуйчатости такой нет совсем, проверил сегодня специально
Е- мае! Я ж ПА кинул,неуглядел.И никто не сказал.Прошу простить.Вот корявый вертикал по корявой разделке ...
Пробуйте для начала под углом пластину ставить, без разделок, проточите небольшую канавку болгаркой и тренируйтесь, а лучше несколько канавок вряд расстояние между ними 20-30мм как пройдете все канавки можно начинать заполнять пространство между валиками, чуть натренировавшись можно переходить на пластинку по 90 градусов. За одно и потренируйтесь ширину и направление выдерживать.
При сварке с разделкой важно правильно выполнять заполнение, на облицовку оставлять не более 1мм, в таком случае можно будет довольно быстро поднимать вертикал не топчась на одном месте стараясь за 1 проход заполнить половину разделки
-
7
-
-
Не могу избавиться от крупночешуйчетости на вертикале!
Пробовал мегять угол электрода, ток в широких пределах, ничего не помогает!
http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20190105_184546_1.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20190105_184554.jpg
На самом деле в чещуйчатости нет ничего плохого. Но это я так считаю.
Второе, если после многократных попыток вы не можете достичь требуемого результата при помощи техники сварки, то это значит что стоит поменять настройки.
Вообще достаточно выполнять сварной шов одинаковым по всей протяженности, тогда он будет выглядеть красиво и тут уже не важно какие чешуйки, ибо если пройтись сверху УШМкой или мех.обработку провести становится ясно что вся эта история с чешуйкамии полная фигня.
-
3
-
-
Это карусель типа качалка для четверых
Ясно, я так и подумал
Я не знаю чем они обшиты, но дерева под задницу явно не хватает
-
2
-
-
Годно, но я так и не понял что это за балки такое? Для чего ?
-
Только что наткнулся на такое видео.
Интересно мнение тех кто хорошо владеет данным способом сварки.
Есть ли смысл ?
И да я понимаю что водичка просто бежит без всякого давления.
-
Вот такая проблема возникает, никак не могу исправить. В начале ванна идёт ровно, потом начинает сужаться и нестабильная
220А
2
Деталь сваривается на каком то вращателе или вручную ?
На первый взгляд явно видно что в определенный момент начинает не хватать подачи, видимо проволока начинает где то тормозится. От этого и копоть повышенная идет.
Еще вполне вероятно что у вас стоит какой нибудь хот старт который вначале накидывает току и его вполне хватает, а затем идет спад до тех настроек что вы выставили, потому шов и меняется.
-
2
-
-
-
Не надо сварога, был у меня этот уродец. Врагу не посоветую... Вот этой балалайки вам хватит с избытком и на далекое будущее. Зачем вам 500А!???!! Типа запас? Я постоянно свариваю металл 40-25-18-16мм , максимальные токи на проволоке 1.2мм - 260А.
Да ладно вам на счет сварога, это конечно не брендовое оборудование, но тоже ничего так.
-
С горем пополам сделали какой то стакан который никому не нужен и тем гордятся. Но петуха из навоза так просто не победить !
-
1
-
-
Да 500 была и выше отписал что тест прекращен по моей инициативе и может возобновится только весной .
Ясно.
Валера, а чего сопло так забито? И еще вопрос, для проволоки 1.0мм ток не маловат?
Это разве забито ?
Вот это я понимаю чуть подзабилось

А больше не у кого нет евоспарков П/А сделанных в России ? Реально интересно взглянуть как они на больших токах работают. Если у кого то есть возможность выложите пожалуйста фото или видео с настройками 26V 300A ,
27V 260-280A , 30V 280A 31V 310A , 32-33V 280-300A , 34-35V 340-350A.
И еще такие 22-23V 210-230A , 24-25V 220-250A .
Не посчитайте это за наглость с мой стороны. Просто если кого есть возможно и самому интересно по тестировать, то попробуйте, а если нет, то ничего страшного.
-
1
-
-
А на сколько ампер аппарат ? Если есть возможность покажите работу с настройками 31V 310-320A
-
Частенько Е42 выскакивает, дело всегда где то в районе подающего и горелки,изредка обрыв чего то на пакете который идет от источника к подающему. Ремонтируется наладчиком прямо на участке минут за 5.
Аппарат работает.
Ко всем перечисленным мероприятиям добавилась операция отмывки стиральным порошком пластикового кронштейна, на котором собирается узел подачи проволоки и евроразъем.
Надо полагать данный узел был забит абразивом, мет. стружкой и прочими подобными вещами ?
-
Давай объясню пападробнее.
Первое.
Берём нульсовый лист железа. С завода. Два на шесть. Он покрыт после проката тонким слоем чего-то. Это что-то можно содрать только шлифовальным диском, и то не сразу, и не быстро. Слой невероятно твёрдый. Такой я не встречал ни разу на профильном прокате, и возможно что и ты не встречал. Ни на трубах, ни на швеллерах такого нет. А вот на толстом листовом прокате особо прочных сталей -- пожалуйста.
Второе.
Если всё же заморочиться, и попробовать докопаться до чистого железа, то... ты наверное не поверишь, но уйдёт сил и времени раза в четыре больше чем для такой же процедуры на трубе. Зачастую шлифовальный диск скользит по этому слою и берёт его с большим трудом. Приходиться давить, приходится уже работать ребром диска, (как при резке) и в итоге мы теряем ровную поверхность, и презентабельный вид, помимо кучи времени и сил.
Железо после раскроя и сверления у нас чистится обязательно, и с него уже слетело всё что мог содрать фибровый круг с крупным зерном. То что осталось -- блестит и абразивному воздействию поддаётся с очень большим трудом.
Да был бы он мой...Видел подобный тип окалины от проката и не раз.
И действительно очень плохо счищается .
Говорят надо резаком греть и она отлетает.
-
2
-
-
- Популярный пост
- Популярный пост
Продолжение вчерашнего.
настройки : 750А 36-38V заполнение 600А 34V облицовка



Фото целиком.

Видно что в начале был косяк( не хватило заполнения на облицовке), сделал еще проход и все .
-
11











Режимы сварки п\а
в Полуавтоматическая сварка — MIG/MAG
Опубликовано · Изменено пользователем PecToPaH
Вертикал можно, но только на заполнение разделки на толстом металле, да в принципе и облицевать можно будет , в целом не рекомендую.
Потолок на струйном можно, но только угловое соединение - если толщина позволяет.
Попробуйте еще такое 29-30V 260-270A или так 32V 250-275 , если источник позволяет. Это для 12мм, но осторожней с деформациями.
У меня смесь 82/18, 1.2мм проволока .