
PecToPaH
-
Постов
517 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные PecToPaH
-
-
Металл 3мм, зазор 2мм, вертикал, 08г2с 0,8мм, ток по крутилке на 1час, подача на 10,5 часа. Сундук nikkey заявлено 250А. Интересует как получить достойный обратный валик? Шов а затем полученный обратный валик
http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20170502_151403.jpg
http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20170502_151413.jpg
http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20170502_151422.jpg
http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20170502_151429.jpg
В нижнем положении обратный валик получается без проблем.
Ну если так размазывать то обратный валик у вас вряд ли получиться.Дугу по середине зазора держите без колебаний,возможно стоит чуть подачи убавить и зазорчик чуть побольше.Но если есть возможно подварить обратную сторону зачем с этим валиком запариваться ?
Не забываем что обратный валик это равномерное формирование шва,без сопель и несплавлений кромок .
Не зря же говорят что сварщик он головой в первую очередь должен работать.
-
 3
3
-
-
Первые подвиги на порошковой проволоке. Марку не помню. Рутил 1.2мм. Режимы все возможные.
Побежалость на шве ? 1 фото. На втулках видно что у замка зашлаковано . Зачисткой действительно не стоит пренебрегать. Ну коль не хочет слесарь потратить полчаса на зачистку - засри так чтобы пол дня чистил.
-
@Mavritanets,... вроде как дела серьезные , режимами туды-сюды , тех.карты-нема ?

Тех.карты. Я уже два года работаю и только один раз видел параметры сварки в тех. карте... Там на плиты толщиной 100мм рекомендовали 120А ставить,вольтаж не указывали кстати (П\а).
Да и нет ничего такого с режимами туды сюды,если понимаешь что делаешь.
Хот я как то видел спеца который пришел на автомате работать,у него один проход около 40-50 мм шириной был,выглядело все по уродски,но контроль прошло без нареканий.
-
А так оно и есть, красивый шов не всегда прочный и правильно сварен и наоборот.
Вот визуально красивый шов, но выполнен он не по правилам. десятка к десятке приварена без зазора и разделки:
Под многопроходными я имел ввиду это.
-
6
-
-
На больших толщинах многопроходные швы ПА, выглядят не очень эстетично
Ну я бы не сказал.
-
1
-
-
вдруг швы кривоватые? Нет, никак не получится.
Для кривых швов есть одна штука !
вот это правильно. Красота в швах это вторично для полной картины теста ещё и в минус 30.
Не всегда,но в большинстве случаев ...
Если шов имеет правильную геометрию(красивый),то по логике он еще и прочный.
Правильно выполнен и все такое.
-
6
-
-
Во-первых, для того чтобы проплавить, нужно использовать электроды 3,0-3,2 мм. И ток никак не меньше 90-100 А. А для того, чтобы "угодить" неразрушающему контролю не грех и болгарочкой попользоваться. Вся сварка под контроль (ручные виды) должна выполняться с болгаркой или фрезой под рукой, для утонения и вышлифовки кратера. Стенке 5 мм при зазоре 2 мм обеспечить полный проплав чрезвычайно затруднительно. Либо меняйте соединение на С 8 или С 17, либо втихую сбивайте фаску с раскрытием более 50 градусов. И тогда 2,6 и 2 прохода.
В общем приблизительно так: собираем стык, проходим по кругу шлифовальным диском (толщиной 4,0-4,5 мм) удаляя прихватки, оставляем притупление до 2 мм, и на месте удалённых прихваток ставим новые с полным проплавом (переплавляемые). Удаляем шлак. Варим корень с минимальным сечением и максимальным (допустимым) проплавом. Удаляем шлак, наплывы.Варим облицовку. Удаляем шлак. Любуемся.
Для немалого количества людей это становится откровением.А потом ходят и руками машут мол " Да не может такого быть ! "А ведь при использовании простой болгарки сварка под контроль перестает быть чем то очень сложным.
-
1
-
-
Разделка трещины проушины ковша экскаватора.
Зачищать лучше до полностью чистого металла.
А чтобы не было полузакрытых замков сварку можно вести слева-направо.
-
3
-
-
Сколько метров

диаметр 3200мм ,толщина 25мм,скос кромок 45 градусов.
-
4
-
-
- Популярный пост
- Популярный пост
Остался 1 шов.


-
14
-
не я так высоко не плаваю
260+/- да и кто муже в основном только порошковая.А наконечники толькоCu-Cr-Zr.
На фото с загаженным соплом как раз таки порошковая+ наконечник после нее,вот так съедает его...Хотя и сплошная тоже самое делает.
-
скорее всего .у меня на полгода хватает.
Сопел мало взял, у меня расход на 3 наконечника - сопло. Может чего не так делаю?
1 Наконечник на 8 часов работы обычно хватает,сопло от 3 до 7 дней живет,а потом уже как фольга становится.
Зависит от производимых работ конечно.У меня уже как два месяца на аппарате только один режим : 36V 360A.(12.7м\мин) Сопло пару раз докрасна нагревалось.



-
7
-
-
Ракурс фото неудачный, зону сплавления не видно, но суть не в этом. Недавно разглядывал ковш у hitachi, так вот там все швы потерты УШМ, то есть на угловых катет сточен до равнобедренного треугольника. На станках такое тоже замечал. Вот стало интересно, привильно ли это? Все же не забор из профиля где все усиления снимаются безжалостно.
Это нормально для заводской продукции. Если стерты значит так надо было.
-
Тем и привлекла категория E7018, что у того-же ESAB'a заявленные характеристики семейства OK-48.xx очень неплохие. Но варить ими сложнее. А если электроды хорошие, но сложные, значит нужно выработать навык
 . Только у нас, заполняющие электроды - редкие и дорогие, дороже чем LB-52U. УОНИ-13/55 и OK-46.00 уже как родные стали, тянет на экзотику, вот бы еще целлюлозу раздобыть где-нибудь, E6010 или E6011. Может ЛБ-шкой себя побалую, посмотрю за что ее хвалят.
. Только у нас, заполняющие электроды - редкие и дорогие, дороже чем LB-52U. УОНИ-13/55 и OK-46.00 уже как родные стали, тянет на экзотику, вот бы еще целлюлозу раздобыть где-нибудь, E6010 или E6011. Может ЛБ-шкой себя побалую, посмотрю за что ее хвалят.Кстати, чтобы не оффтопить, при сварке УОНИ-13/55 (ESAB 3-мм) внутренних угловых швов, в нижнем положении, наткнулся на "грабли". Шлак очень текучий, и норовит затечь вперед при поперечных колебаниях, а если просто прямо идти, то валик слишком выпуклый. Это как-нибудь победить можно?
Если вы просто ведете шов и он сильно выпуклый это говорит о том что режим выбран неправильно.
-
@Вад11, на первой фотке -- то ли спешишь, то ли угол горелки слишком острый. У тебя шов как-бы "разбежался", а должен быть плотнячком. Вот прямо на одном шве видно как я немного поторопился в середине:
Видно что там имели место быть колебательные движения.Предположу что вперед-назад.
Мои будни. Фроня 5000, проволока 1.2, 08Г2С. Накладка усилителя 10мм, за один проход.
http://websvarka.ru/talk/public/style_images/master/attachicon.gifP70403-170051.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifP70403-153817.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifP70403-181923.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifP70401-101928.jpg
В конце рабочего дня еще привезли "малыша" весом в 8 тонн. Неудачно уронили на адаптер. Замена. А он весит 100кг.
http://websvarka.ru/talk/public/style_images/master/attachicon.gifP70403-181909.jpg
А параметры сварки какие ? Видно что зона зачищена,но больно много брызг . И еще если варите слева-направо начинайте следующий шов в начале кратера предыдущего(на фото видно что начало в середине).

-
4
-
-
Секторами только корневой проход.
Заполнение и облицовка от начала и до конца.
-
2
-
-
@PecToPaH,Доброго дня расскажите какая была последовательность наложения сварных швов,при толщине 25 мм делали подогрев и какая сталь применялась?
Обратноступенчатый .
Подогрева не было.
09Г2С-СВ-15.(Вроде,точнее не могу сказать)
-
2
-
-
320 проходов(валиков), сам считал. УЗК.http://websvarka.ru/talk/public/style_images/master/attachicon.gifФото0602.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifФото0604.jpg
Вот это уже другое дело.
-
Как полуавтоматом можно варить с подрезами?!
Да легко.
-
3
-
-
- Популярный пост
- Популярный пост
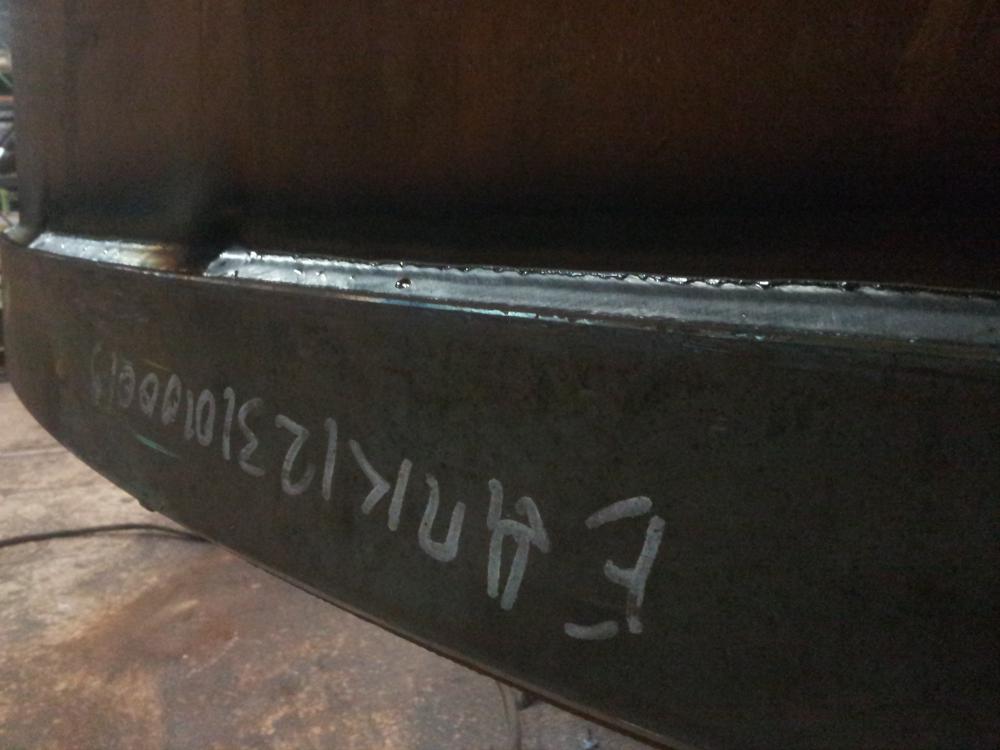
Кольцевой шов. Диаметр 3 м
Металл 25мм.
Зазор 3мм.
Режим: 27-28V 260-280А (корень,заполнение и облицовка).
Начало и конец шва подрезаю болгаркой(контроль будет)
Вроде все норм.









Качество фото какое есть.
https://www.youtube.com/watch?v=xrQuc9BSX2E
-
22
-
@PecToPaH,а мне думается,что да,усиление гарантированно дает большую прочность,нежели основной металл.
Из этого выходит, что металл шва изначально превосходит по своим характеристикам основной металл.
Собственно зачем наваливать сверх необходимой меры.(разве что под мех. обработку)
-
@angelhranytel,"усиление"-чего усиливается то?Если снимается усиление сварного шва,то он наверное ослабляется,не?
Нет.
-
2
-
-
Или глюченый аппарат и магнитогорские УОНИ//
Интересная фактура металла от П\А, как будто порошковой проволокой варили.
-
1
-
-
Ничего не меняется, все суперполуавтоматчики, но понятия не имеют, что, как и чем регулируется.
Поверхностное понятие имеем конечно , но совсем чуть-чуть.















Скорая техническая помощь, вопрос-ответ.
в Скорая техническая помощь
Опубликовано
Не труба конечно,но принцип тот же.
https://youtu.be/DINFIOkJuS0?list=PL52lqKDQaoDgDpKX-2IphutW5GdEailre&t=493