

АВН
-
Постов
8 646 -
Зарегистрирован
-
Посещение
-
Победитель дней
243
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные АВН
-
-
"Силовые кабеля от электрощита до потребителя не должны превышать 15 метров". Ну хоть на будкой поставьте "мачту" и табличку "380 В" ... д. Феди на вас нет!
-
 1
1
-
-
вся эта тема в том числе и мой пост полностью отражает положение вещей в нашем народном хозяйстве в целом и в строительной отрасли в частности
Слава Богу, что хоть "советчиков" не оказалось!..
-
@Spider2, начните грамотно использовать кнопку "Ответить".
Вы в гараже на практике собираетесь использовать пар в качестве защитного газа или интересуетесь в научных целях?

Что-то стал плохо видеть, где здесь написано: "сварочная" или "пищевая"?
-
- Популярный пост
- Популярный пост
Привет УВЗ от ЛАО:

Между прочим - водяное охлаждение, но без вентиля газа (источник с клапаном).
-
10
-
Допускается механическое вмешательство в околошовную зону ?
Это достойно отдельной темы... У каждого Заказчика и СТП свои требования; кто-то где-то требует чтоб всё блестело, а для кого-то и 10% зачистки - брак. Образцы "на механику" иногда вообще обрабатывают до "как чисто", включая осн. металл.
-
1
-
-
Разрабатывать не значить аттестовать и внедрить. Отсутствие воды не является полезной добавкой для св. газа, а вот присутствие воды - вредный фактор. Если Вы читали ГОСТ, то там написано "для сварки используется CO2 высшего" и т.д. Как правило при использовании углекислоты из баллонов сначала устанавливается подогреватель/осушитель,а уже потом редуктор. На фотографии выше смеситель поставлен сразу на баллон - варим без проблем под РГК.в одном институте разрабатывали технологию наплавки деталей в среде пара -
Если Вы оставляете побежалость на внешнем слое, то может и не является,а если оставляете под сл. проход - является. В любом случае я прохожу "Волной"... или рубщики фрезами.


-
1
-
-
-
Для начала определитесь с маркой стали. Hardox - слишком общее название.так называемый хардокс -
@shhuk, чтобы подробнее про проволоку - нужно знать марку вашей нержавеющей стали.
Надо понимать малоуглеродистую или низколегированную? Ни разу не видел обмеднённую св. пр-ку для 18/10.простую омеднённую
Нержавеющие стали бывают разные, есть среди них и "чёрный аустенит" - все они варятся аустенитными св. материалами для разных марок и способов сварки.или же для нержавейки? -
@supoplex, учитесь не только глазеть, но и собирать/анализировать информацию.
p.s В чём-то Вы правы, частично...
-
2
-
-
3D?
Если старикан в понедельник не перестанет капризничать, то возьму у слесарей чистую белую ветошь, зашью фотоаппарат в мешок и под траурные звуки сигнала "Захождение", по обычаю, с доски отправлю его в Неву.
-
3
-
-
Этюд в чернильных тонах:

-
1
-
-
Первая охота.Первый проход РАДС:


-
7
-
-
@cimon, Вы наверное таки не нажали кнопочки "Вставить изображение" и ресурс расценивает это как короткое сообщение. А сервер и на самом деле шалит...
Всё, ушёл - дымно тут у вас, хоть топор вешай.
-
Иногда лучше просто один раз признать ошибку, чем придумывать десятки оправданий.
Вполне вроде понятно написано, первый проход - он же корневой не зависимо от того где этот корень расположен. Строгать приходится от того что 100% провар не гарантирован корневым проходом так как корневой проход может не достать обратной стороны пластины и от этого строгают до корня (а чтоб не думалось вместе с корнем ибо он лег на холодный металл) ну примерно так.Об Этом было сказано Васо 29 задолго до Вас. Какой может быть корень у одностороннего однопроходного шва? Мальчик заварил пластинку (s=6) с острого угла на бешеном токе с огромной ЗТВ, этот шов с большой долей вероятности не пройдёт РГК и всё это выдаётся за большое достижение... Лучше бы он сделал проход с тупого угла и показал провар с острого.
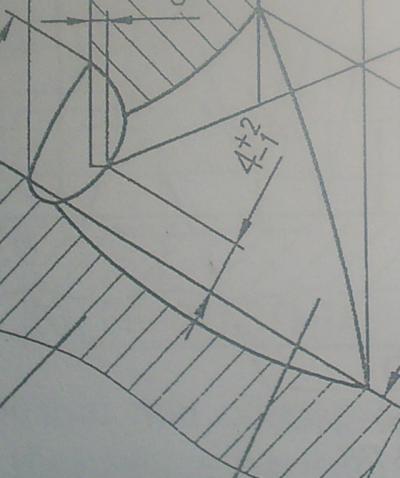
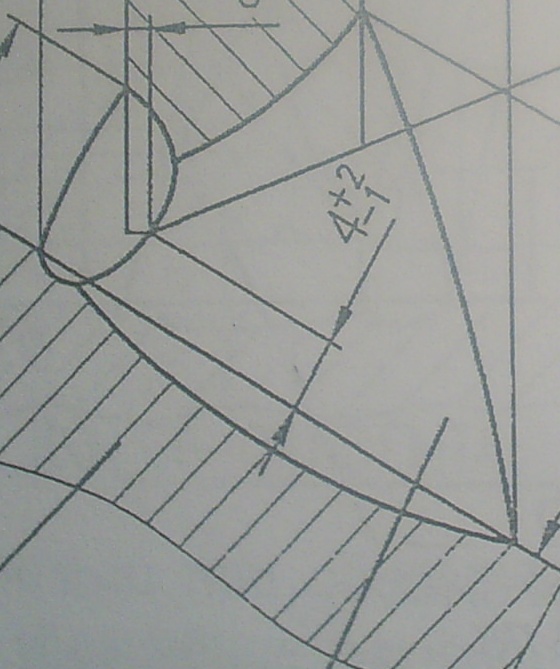
Я Вам показал фрагмент эскиза, Вы мне на нём показали "корень" . Хоть зеркально, хоть параллельно - эскиз он и есть эскиз. На нём показана фаска, у "Меркле-видео" скорее всего естественное раскрытие ( ] / ) торца привариваемой пластины. Кстати о масштабе; на эскизе указан зазор - можете пропорционально посчитать толщину металла. На видео толком не показано вообще ничего - просто свет дуги, искры и результат на дистанции в 1 метр. Просто рекламный шедевр и ничего более.
-
http://websvarka.ru/talk/uploads/monthly_01_2014/post-11140-0-27896100-1390591709_thumb.jpg
"корень на стыке лицевых поверхностей пластин"
Лиц видимо показан красным.Какие уж тут вопросы...
-
2) Зелёные - ЭА 395, коричневые ЭА 981, серые могут быть ЭА 400 . На каком источнике жестковато варят?
-
А теперь давайте вместе перечитаем Ваш (не отредактированный) пост под номером #18... и у меня больше вопросов нет.
-
Добавил рисунок (эскиз св.соединения), отметьте нужное стрелочкой, кружочком или др. доступным способом.
-
Это уже не смешно, столько выстрагивать:
корень на стыке лицевых поверхностей пластинТочнее покажите пожалуйста:
-
Как так?
Ну так: зашли на форум, прочитали, удивились, написали 3 сообщения под профилем "Гость". Напишете ещё пару, станете "Новичок" и Вы уже на форуме. В некоторых, вполне приличных НИИ и даже в их документах тоже называют АрДС, но тема не об этом.
Правильнее и практичнее варить РАДС на ~ токе с осциллятором, ПДГ на = токе с импульсом, а РДС в случаях когда все другие способы недоступны.
-
У нас в ОСТе вполне понятно; первый проход и является корневым. Подлежит удалению по ряду причин, а вот где мне выстрагивать-вычищать Вашу "версию корневого прохода" я понять не могу:
сам угол (на стыке лицевых поверхностей пластин), а не обратная сторона этих пластин. -
Расшифровать сумеете?условно тавровое следовательно корень на стыке лицевых поверхностей пластин т.е. сам угол, а не обратная сторона этих пластин.В некоторых технологиях, применяемых к Васо29 или мне, этот "обратный валик" подлежит удалению и последующей заварке. Причём в документе написано прямо: "Корневой проход в соединениях под тупыми и острыми углами подлежит строжке или мех.расчистке с обратной стороны сварки". Как в этом случае мне по Вашему следует поступать?








Сварка (ремонт) алюминиевой лодки
в Аргонодуговая сварка — TIG
Опубликовано
, конечно расскажите, неплохо бы и фото к теме сделать. Только желательно писать без орфографических ошибок и соблюдая знаки препинания ...