

konstantinXX
-
Постов
2 099 -
Зарегистрирован
-
Посещение
-
Победитель дней
9
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные konstantinXX
-
-
-
Да, пока не по карману. Хотя, говорят ведь можно жить с одной почкой?
 Эти цены на уровне европейских и американских брендов аппаратов несколько более простого уровня, что похвально. Но, к сожалению, даже такой результат за такие деньги абсолютному большинству из нас не по карману. Оптимальная цена на сварочный аппарат, на мой скромный взгляд 150-180 т.р. Тогда есть шанс, что его сможет закупить не только завод, но и частник. Увы, здесь пока китайцы рулят. Либо ждать б/у. А так, конечно, рад за производителя, достойно сделали.
Эти цены на уровне европейских и американских брендов аппаратов несколько более простого уровня, что похвально. Но, к сожалению, даже такой результат за такие деньги абсолютному большинству из нас не по карману. Оптимальная цена на сварочный аппарат, на мой скромный взгляд 150-180 т.р. Тогда есть шанс, что его сможет закупить не только завод, но и частник. Увы, здесь пока китайцы рулят. Либо ждать б/у. А так, конечно, рад за производителя, достойно сделали.-
 3
3
-
-
-
Значит это то, о чём я говорю. Молодцы, освоили! Боюсь прослыть банальным, но "работайте, братья!..."
-
2
-
-
Сам себя не поздравишь, ни кто не поздравит) Но, Валер, что такое ВЧ? Это микс какой-то? Импульс DC, высокочастотного + импульс АС?
-
1
-
-
Я как то с подобным радиатором столкнулся. Так и не понял, как может течь там трубка? Там ведь усилитель между каждой парой трубок вставлен. Видимо чего-то не домудрили производители.
-
-
-
У меня аналогично, "по приборам" веду сварку иногда, когда глаз видит только край один край сплавляемого металла и не видит ни длины дуги, ни пятна очистки, ни даже подаваемой присадки - сила привычки. А вот проковкой алюминия ни разу не занимался, но можно и попробовать. Спасибо вам за рассказ. Применю во благо. С уважением.
-
4
-
-
Валер, наверное это как на ЕВМ реализовано, когда включаешь функцию актив-арк, ну, типа динамической стабилизации дуги. Так аппарат корректирует не ток, а мощность дуги которая является производным от тока и напряжения. С уменьшением длины дуги уменьшается напряжение и аппарат накидывает амперы дабы выровнять выдаваемую мощность.
-
2
-
-
@krech, на какой признак ориентироваться? На чугуне варю так, что бы длина нового стежка шва не выходила за границы ярко красной зоны нагрева, т.е. примерно 1,5-2см. После чего не снимая маски веду проковку и останавливаю её после потери металлом необходимой пластичности, т.е. при появлении звонкого металлического звука. На але цветность почти не меняется при нагреве, металлический звук на литейных сплавах то же не получить. Получается ориентиры будут умозрительные, по длине шва не более 5-7см, а по продолжительности проковки порядка 20сек. Примерно так?
-
Шов для расковки как на чугуне в пару сантимов делать длиной или подлиньше можно?
-
@krech, про расковку алюминия подробнее, подробнее...

-
1
-
-
Там штатно эта функция забита - смена полярности при поджиге. Я ей никогда не пользовался, т.к. включение не удобное - через внутреннее меню. А электрод экономлю при сварке тонкого просто: потенциометр настройки диаметра электрода скручиваю вниз до предела. Так даже палкой 3,2 мм можно тонкое варить.
-
1
-
-
@selco, а чем поджиг на разной полярности отличается друг от друга? Чем тебе так не по вкуса поджиг на положительной полуволне? Может сподоблюсь и сам перекину поджиг на своём малыше тоже в минус.
-
1
-
-
@Точмаш 23, Отчего образовалась такая "сеточка"?
-
1
-
-
конечно. Дыра под потолком над воротами. В холодное время года затыкаю высокотехнологичной нанотряпкой которую в моём глубоком детстве ласково называли "кофточкой".Вентиляция в гараже есть?-
7
-
-
- Популярный пост
- Популярный пост
Третий день как в отпуске (ещё завтра догуляю и опять на работу). Правда из проведённых трёх дней в отпуске с работы до обеда ушёл только сегодня. Заехал в магазин прикупить чего-нибудь сладенького на обед, купил сладкого беляша с котёнком и бутылочку светленького, слабоалкогольного...
Ну, а далее боевые будни!
Выставляем:

Почти закончили выставлять (из серии: я, конечно, не ханжа, но тебе к лицу паранджа):

Обварили вразбежку, дабы "волну" не словить. Мы же не серферы:

-
15
-
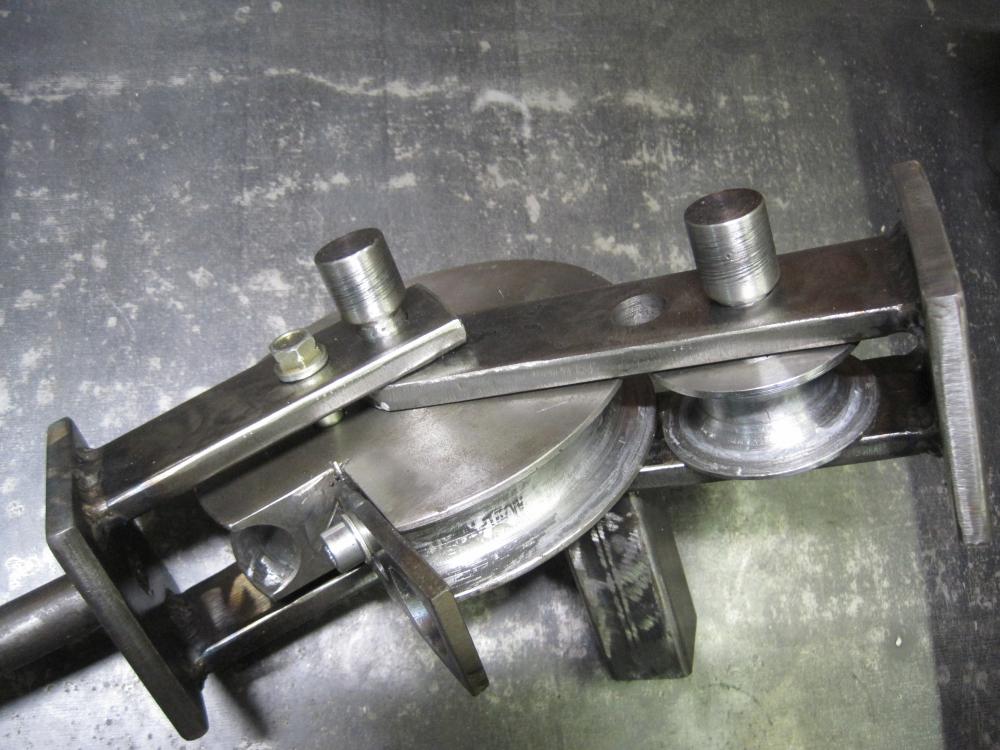
нет, не сможет, надо усиливать конструкцию: усиливать стопорный палец большого ролика (он испытывает очень большие нагрузки, применять только закалённую сталь, сырую сталь сгибает сразу), брать толще листы - 12-16мм, усиливать раскосами. Тогда можно и сталь гнуть, тем более, что у ВГП ДУ 15 стенка вплоть до 3мм бывает.Как думаете, водогазопроводную трубу 20@kot_obormot, в данном случае радиус гиба как раз и равен трём, т.к. большего диаметра кругляка у меня не было - практически не мнёт.
АМГ пока не пробовал, т.к. слабый стопорный палец на большом ролике - 10мм болт с маркировкой 5.8. Он с трудом держит АД-33 со стенкой 2. Сей час хочу сделать палец из стабилизатора ВАЗ, его должно хватить. Если не хватит, то буду увеличивать диаметр до 12мм.
Если есть возможность, то для трубы АМГ 25х3 я бы взял пластины толщиной 12-14мм, стопорный палец 14мм, пальцы осей 16мм (обычный мягкий пруток). АМГ будет гнуться не многим легче стали.
не понял.Радиус проточен вровень с заготовкой-
3
-
-
@mikinalexei, за идею +1, но стеклышко наверное кварцевое должно быть?
-
2
-
-
- Популярный пост
- Популярный пост
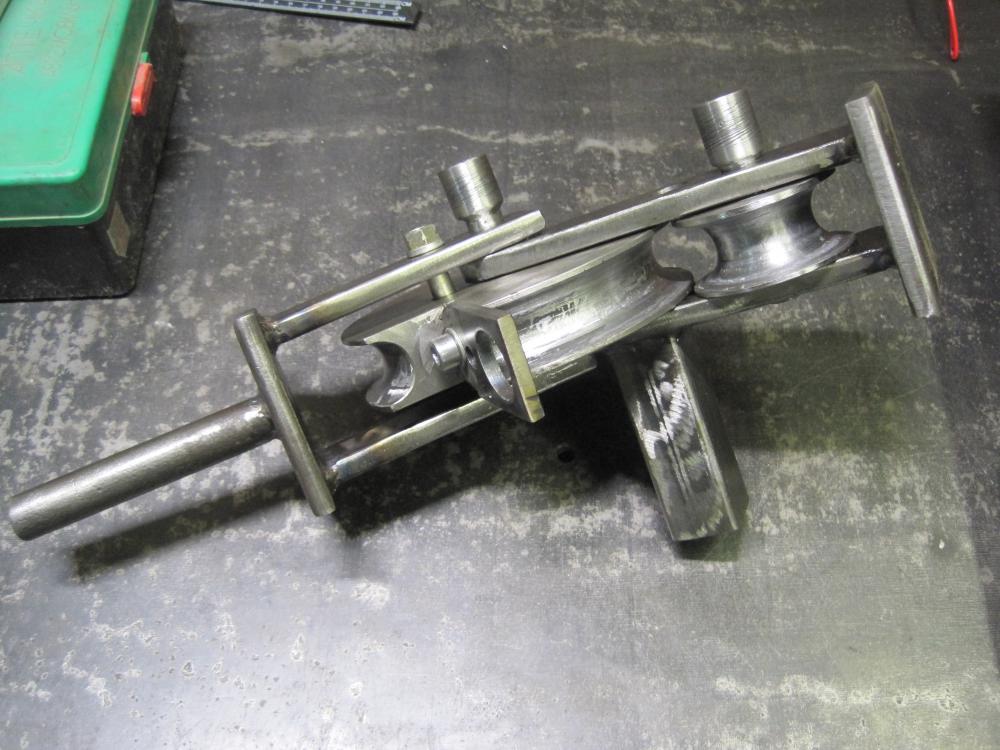
Совсем забыл про фото трубогиба. Это комплект под трубу 25мм.



Комплект роликов для 20мм трубы не стал фоткать отдельно.
Компактно умещается в коробке от ПШМ интерсколовской.

Крепится в квадратной формы отверстие в наковальне. Но можно и в любую подходящую дырдочку крепить. Здесь есть один секрет: чем ближе к оси вращения главного ролика расположить крепление, тем меньше прикладываемый к нему момент. Следовательно, тонкая профтруба в качестве ножки, работает на пять и не жужжит. Стоит сместить на сантим в сторону и профтрубу просто скрутит в бараний рог. Поэтому грамотно сделанный трубогиб может работать даже закреплённым за лёгкую конструкцию. Например, вчера догибал трубу просто придерживая ножку трубогиба своей ногой, не допуская проворота.
Из недостатков: до 180 градусов не гнёт за раз почему-то. Примерно на 160 градусов гнёт, потом надо смещать трубу.
-
15
-
как с проковкой в таком случае
Дык горячий способ проковки позволяет избежать. Да и не айс это-у дышащей ИК-излучением деталюхи молоточком размахивать.
Фекальный насос - фатальные последствия. Фатальный насос - фекальные последствия... Богат, однако, русский язык!
-
3
-
-
опаньки, что-то новое добавится в учебники по пожаротехнике. Спасибо.с той лишь разницей сильно горючий собака и взрывается
ещё какая проблема, т.к. ведроверы у нас чаще для понта на последние крохи берут, ещё и в банке займут. Так что готовьтесь - скоро к вам первые ласточки прилетят с просьбой: "командир, а подешевле ни как? дети голодают..."в 100 штук не проблемаС уважением.
-
2
-
-
вот это мне и не понятно. И не только мне:И все же как?в какой печи до рекомендованной температурыТакие вещи, наверное, хорошо зимой делать. Летом семь потов сойдёт и как выжатый лимон будешь.
-
3
-





Пайка алюминиевых радиаторов
в Радиаторы и интеркулеры
Опубликовано
Приветствую, господа. Пару таких вот радиаторов от БМВ Х5 принесли. Текут у трубной доски по корням. Собственно не знаю браться ли, т.к. уж больно стрёмная конструкция бачков этих радиаторов. Зацените сами:
Для пайки трубок придётся нагреть бачёк, боюсь, что он после этого разойдётся по швам, т.к. бачёк состоит из нескольких отдельных листов, которые спаяны между собой. Короче стремаюсь. Нужен совет.