

alek956
-
Постов
1 712 -
Зарегистрирован
-
Посещение
-
Победитель дней
17
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные alek956
-
-
tig, у меня ссылки обе не работают .
-
Вот здесь http://www.sespel-av...ir_welding.html
Вижу часто стыки , на стали - цилиндрические детали так сваривают не редко .
Но чтоб листовой металл .... вводят зонд , и тд , информации мало , а интересно ведь ! на зонд бы глянуть.
-
 1
1
-
-
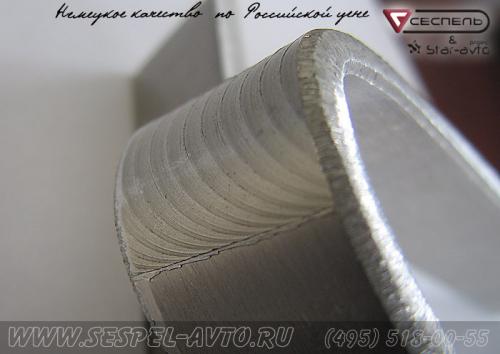
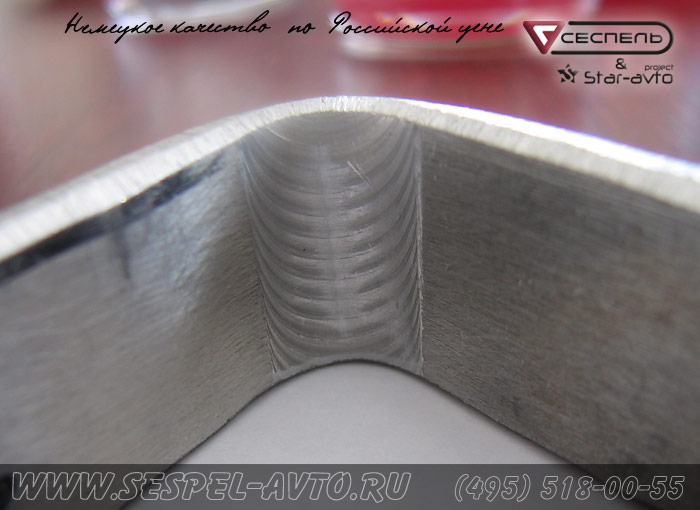
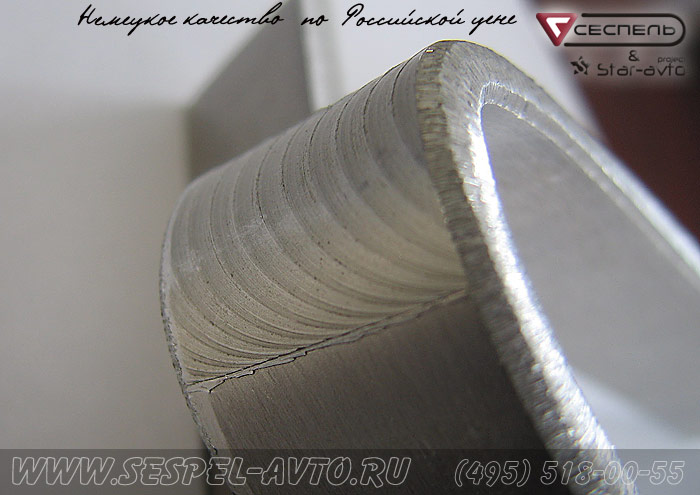
Нашел вот что - Ротационная сварка (трением).
Сварка алюминиевых автоцистерн этим способом.
Пробы на изгиб .


-
2
-
-
@Spec - информации достаточно .
Выкинем из головы .... пока .
-
-
@AkaShira Попробуем .
Никак , ну ладно - не проблема . Спасибо .
-
@tig я так и делаю , получается ссылка на профиль в сообщении . Может и нормально так .
-
Чтото у меня не получается вставить имя (логин) пользователя в сообщение .
Подскажите .
-
Да , может быть за валы последнего ремонта браться не следует , но если у человека продрало одну шейку , можно и напылить наверное . Хотя изза нагрева местного чтонибудь и произойдет нехорошее с валом , незнаю.
-
Я бы хотел вернуться к вращателю для напыления .
Видел в сварочных швах наплавленные части коленвалов .Задумка возникла - в соседней организации шлифуют коленвалы .
Некоторые валы они отбраковывают - последний ремонтный размер сносился и тд.
Есть ли способы напыления или наплавки шатунных и коренных шеек ?
ПС. Я к тому что если возможно напыление или наплавка то и станок то нужен будет несколько другой . ( на будущее )
-
Разделал болгаркой , и заново . Проходы по 3-4 см - не рвало .
-
Если осциллятор параллельного включения - нужен еще и высокочастотный дроссель .
-
1
-
-
Опечатка - не 1070 а 1570 http://websvarka.ru/talk/public/style_emoticons/default/rolleyes.gif
-
Бак был сухой . Водитель хотел его снимать , и перекачал в другой бак солярку .
У меня просто времени не было (был занят работой - чугунный противовес варил) поэтому и не стали снимать его .
Не успел бы он его поставить - лимит времени - после 17.00 территория закрывается .
Наполнял как всегда - СО2 . Заборник не смогли вытащить и пришлось его обмотать тряпкой и этим кляпом заткнуть отверстие .
По моему баки рвут одинаково - в жару или мороз . Зимой даже опаснее их варить - льют туда всякую гадость чтоб не мерзла солярка .
-
Ну такой ремонт чугуна обычно не представляет большой сложности, гораздо сложнее варить /восстанавливать на чугуне герметичность.
Помоему здесь то посложней будет .Нужно все подогнать , выставить и следить чтоб не увело .
У плиты размер между центрами крайних отверстий 1070мм - нужно выдержать довольно точно .
Я перед сваркой сделал на 1080 и начал варить с внутренней стороны .
Когда проварил почти полностью размер получился 1067 .
После проварки обратной стороны размер получился 1073 - в допуске , почтипопал в точку .http://websvarka.ru/talk/public/style_emoticons/default/smile.gif
-
1
-
-
Да , после этих электродов , НЧ и др. в руки не возьму больше . .
Приятные электроды пусть и дорогие получаются , зато не липнут , не тухнут , не плюются . Шлак интересный - как будто пена заливает шов .
-
- Популярный пост
- Популярный пост
Вот сегодня еще вварил под заборник отверстие не снимая бак .
-
11
-
Нормально. А закладные стержни вставлял?
Нет не стал - прикинул - смысла особого не будет.
Прихватив ее с боков , поработал слегка кувалдой специально - гнется но не лопается .
-
Заварил плиту - получилось нормально . @Spec спасибо за рекомендованые электроды и технологию ! http://websvarka.ru/talk/public/style_emoticons/default/smile.gif
Весь шов проваривал ОК 92.58 , нержавейкой не стал .
Ушло 2 кг почти .
Сначала подогнал в размер (при ударе немного выгнулась оказалось ) , потом прихватил , сделал разделку зачистным кругом , прогрел .
Варил по 3-4 см примерно , пробывал подлиньше - рвет . http://websvarka.ru/talk/public/style_emoticons/default/huh.gif
Проковка .
На фото видны границы шва .


-
2
-
-
Заплата 12-12 см . Подгоняю по форме бака и прихватываю с прижимом по углам , и по сторонам (если большая), без присадки стараюсь .
Потом простукиваю слегка для более плотного прилегания и провариваю (с максимальной скоростью слегка продавливая ), не встречал чтобы заплату раздувало или коробило - в основном втягивает сам бак - очень не люблю этого , приходится пробивать и ставить почаще прихватки .
На фото шов проходит по центру заплаты , пришлось слегка выгнуть ее .
И видно следы от молотка - там бак начал втягиваться во время прихватки - пришлось подстучать .
Вообще , если делать какследует этот бак - нужно вскрытие . Слижком продавлен он на кроштейнах (поэтому то его при сварке и ведет внутрь) . Бак с Рено - самая ненадежная конструкция (плоские поверхности бака), их везут больше всего .
40р-см итого - 1.9тр
-
2
-
-
- Популярный пост
- Популярный пост
Бак топливный Brima315РAC/DC , 110A , АМг-5

-
13
-
Сегодня привезли электроды . Spec может быть сначала нерж электродами проварить , а повех эсаб , или всеже лучше как Вы советовали ?
Проковка нержи тоже нужна ?
Пытался проковывать раньше - незнаю чесно как правильно нужно , и по скольку см варить для проковки - или же полный шов наложить , потом проковать (хотя так наверное не хорошо делать)?
ПС. завтра собираюсь занятся плитой .
-
Алекс, португальского там нету? Испанский конечно похожий, но точность моего перевода будет не высокой.
Внимание-ингридиенты вредны для здоровья. Могут вызывать тяжелые заболевания глаз, кожи и легких.
Избегайте контактов паров ингридиентов с глазами, кожей , не вдыхайте пары. После использования хорошо вымыть руки, использовать сильную вытяжную вентиляцию. Во время работы не пейте, не курите и не принимайте пищу"
@tig этого перевода вполне достаточно . Дымище при пайке ужасный , вонючий и опасный .http://websvarka.ru/talk/public/style_emoticons/default/angry.gif
Спаял то два маленьких кусочка чугуна , а последствия - под утро сегодня чуть грудную клетку не разорвало от кашля ( как будто маршбросок под старость лет пробежал )
Нужна мощная вентиляция , а лучше таким вообще не работать .!
Алкс, а на излом как себя ведет шов?
Еле отломал (Ломал как положено - растягивая корень) , шов не лопнул , а отстал от поверхности чугуна , но поверхность всетаки осталась с тонким слоем присадочного металла . Цвет наплавленного металла желтоватый слегка .Видны в некоторых местах на изломе мелкие пузыри .(ближе к поверхности , но сверху все чисто и ровно )
А поподробнее можно,что это?Электроды мма или ЭТО поджигают,и как с ним работать?Или это прутки для тиг или горыныча
Точно как МР-3 С , только слой обмазки тоньше . Паял ацетиленом , на упаковке стоит значек - МАРР на фото выше - видно .


-
Чертежей нет "импровизировал" из того что нашлось в огромной куче чермета (в 50 шагах скупка металлолома) - золотое дно для меня , любую железку , электронику и тд отдают по 18р - кг , мелочи даром .http://websvarka.ru/talk/public/style_emoticons/default/rolleyes.gif
Подшипники новые слегка поржавевшие , шестерни (жаль не накопал еще две большие такиеже , а тобы поставил вместо подшипников еще пару роликов) , ведущая шестерня - это часть шлицов от полуоси какойто легковушки , просто подошла по шагу и диаметру .
Все из чермета короче.
Ролики под 0.8 переворачиваемые , самодельные из ножей гильотины для рубки бумаги , потом закалка в воде . http://websvarka.ru/talk/public/style_emoticons/default/huh.gif
При жимной механизм слизал слегка с Вашего tig - Kemppi /
можно было ограничится одним роликом,
Один и стоял (выше есть фото фирменного) . Не тянул один нормально проволоку , из чего только не делал его - на пол катушки хватает , а дальше нервоз начинается . (даже насечки накатывал)http://websvarka.ru/talk/public/style_emoticons/default/blink.gif
Сейчас думаю ко второму такомуже ПА. взять переносное подающее устройство , только пока не нашел такого , нет чтоли таких чтоб подходили к любоиу источнику ? Нужно лиш чтоб на нем регулировалась скорость подачи и усе .
Делать самому чтото некогда пока . Может зимой займусь , если не найду "фирмового".







Сварочные швы, часть 1
в Фотогалерея
Опубликовано
Да нашел - никогда бы не додумался до такого способа сварки .
Медные с алюминиевыми трубками этим способом оказывается в холодильниках сваривают .
Интересно а со сталью алюминий как ? ( бывает нужно ) . Надо подумать , может алюм +медь + сталь !
На сталь наварить медь а потом люм . Надо попробывать в токарном станке притереть , в понедельник .