alek956
-
Постов
1 712 -
Зарегистрирован
-
Посещение
-
Победитель дней
17
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент alek956
-
Как можно плотнее подогнать , чтоб зазора небыло вообще . Удалить грязь ( обезжирить - я пользуюсь пастой для чистки швов ) , короткой дугой . ПС Стараюсь не связываться - глаза не те ...... и руки уже.
-
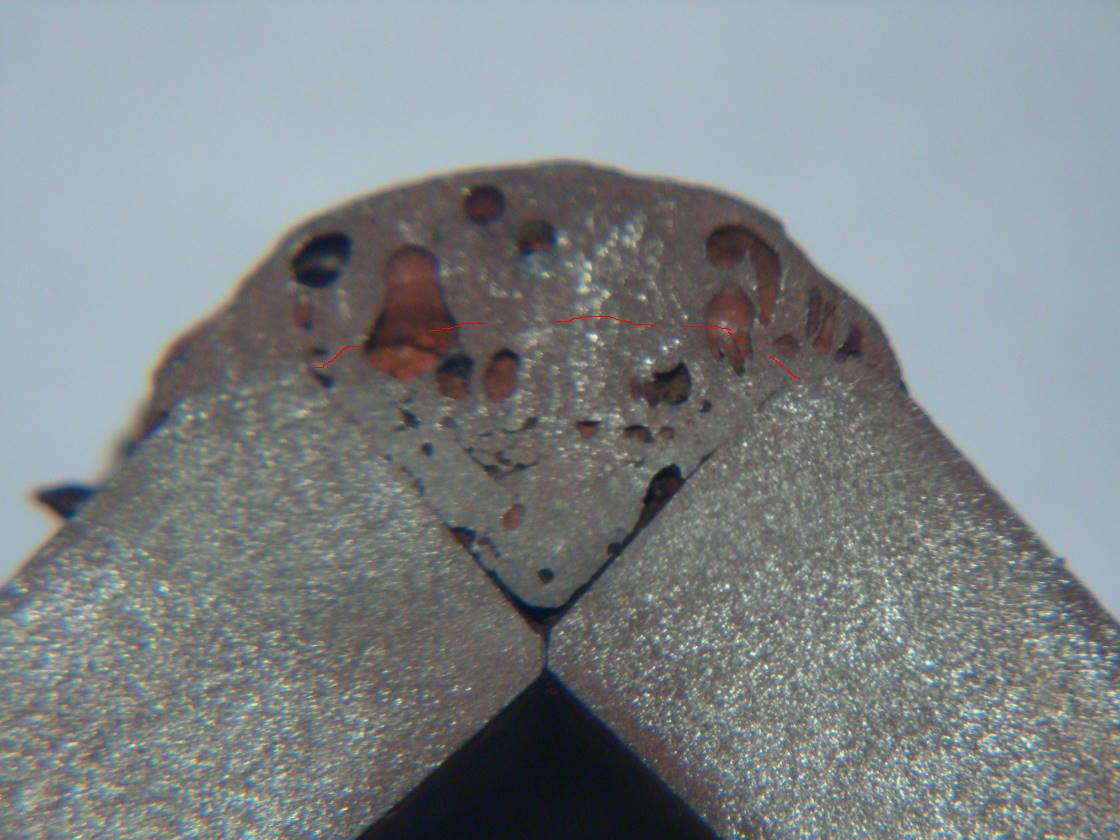
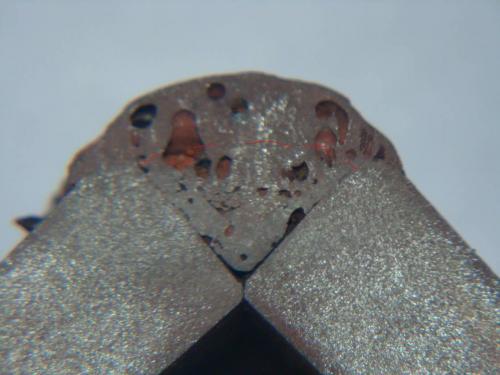
А вот что творится если при первом проходе полуавтоматом вдруг сдует газовую защиту ((( И если это место не счистить , а наложить второй шов сверху получим несплавление , и поры . Поверхность шва при этом чистая - без пор ! Пунктиром - границы швов .
- 366 ответов
-
- 10
-

-
grandmaster, А у Вас вода не закипает в печи ? И что собираетесь делать с печкой ?
-
Я вот все думаю - давно самоделкин Sam_Soft разработал вот такую аппаратуру - все в одном ! Минимум элементов . Процессор с програмированием дорого чтоли ? Почему ни кто не выпускает подобного ? http://www.samopal.su/node/24
-
grandmaster, А есть возможность счелкнуть подающий механизм ПА ? Тянет как - нормально ? Проволока 0.8 макс. ? Вот это станочек !
-
Первый раз о таком станке слышу . На нем похоже и фрезеровать возможно ?
-
Тогда лучше полуавтомат для жести , а чугуний , люминий отдать специалистам . На мой взгляд .
-
А это токарный за наковальней спрятался ? Может в фотогалерею оборудование свое поместите - былобы очень интересно !
-
Тогда нужно подумать - чего придется варить больше ? Если взять полуавтомат этот или такой же с функцией ММА то останется проблема качественной сварки аллюминия и нержи , хотя их тоже можно варить полуавтоматом или ММА (аллюминий электродом , инвертором затруднительно ) . Тогда потребуется к аппарату горелка , редуктор и балоны СО2 и Аргон .
-
Погоняю на досуге . Проценты беруться от длительности периода .
-
Вот сдесь дешевый ПА , просточайник ссылку давал , только придется балон СО2 покупать , редуктор , горелку . http://websvarka.ru/...st=0 Что касается ТИГ , ММА - это типа китайцев ТИГ-160, 202 , - смотря какой ток нужен . К ним нужен только балон Аргона и редуктор , да еще кабель с держаком для электродов . Вот примерно такой http://www.midasot.ru/catalog/c2/g65/TIG_160PAD/
-
Тоесть гнилого , тонкого железа ? Если так , то Вам нужен Полуавтомат для тонких металлов , ММА для сварки чугуна электродами , ТИГ для качественной сварки нержи и аллюминия .
-
Один минус порошковой проволоки - дороговизна .
-
Еслиб не вышесказаные рассуждения о правде заграничного быта , я бы рванул к Вам vnuk на пляж не сомневаясь сию же минуту
-
Вот еще один - какая цена!!! http://ptc-tag.ru/ca...-200_AC_DC.html Столько названий их развелось . Пожалуй я перекрашу свой и назову его ALEKS 956
-
У меня тут запрятаны от нее химреактивы для травления печатных плат , правда хлорное железо кончилось счас . . Фотик мне не дает на работу - запачкал , пришлось шлифы в кармане принести . А фотка лица аппарата давно в компе забита
-
У моего охлаждение на горелку воздушное . Хотя помоему без разницы - водоохлаждаемую горелку поставил и усе . О , интересно - Сзади аппарата штуцер и на лице быстроразъем , наверное тупо соединяются шлангом внутри , надо глянуть как нибудь .
-
Наврал . Длительность импульса тока там всеж есть .

-
Теперь место сварки можно осмотреть через лупу и увидеть много интересного. А через микроскоп еще интереснее. Будут видны не только поры, но и напряжения, изменения структуры металла, его состава и прочие прелести. Balbes, А Вы очень даже правы . Я через слабенькую лупу разглядел всетаки кучу прелястей в люминиевом шве после последней протравки ! Ужжасть .
-
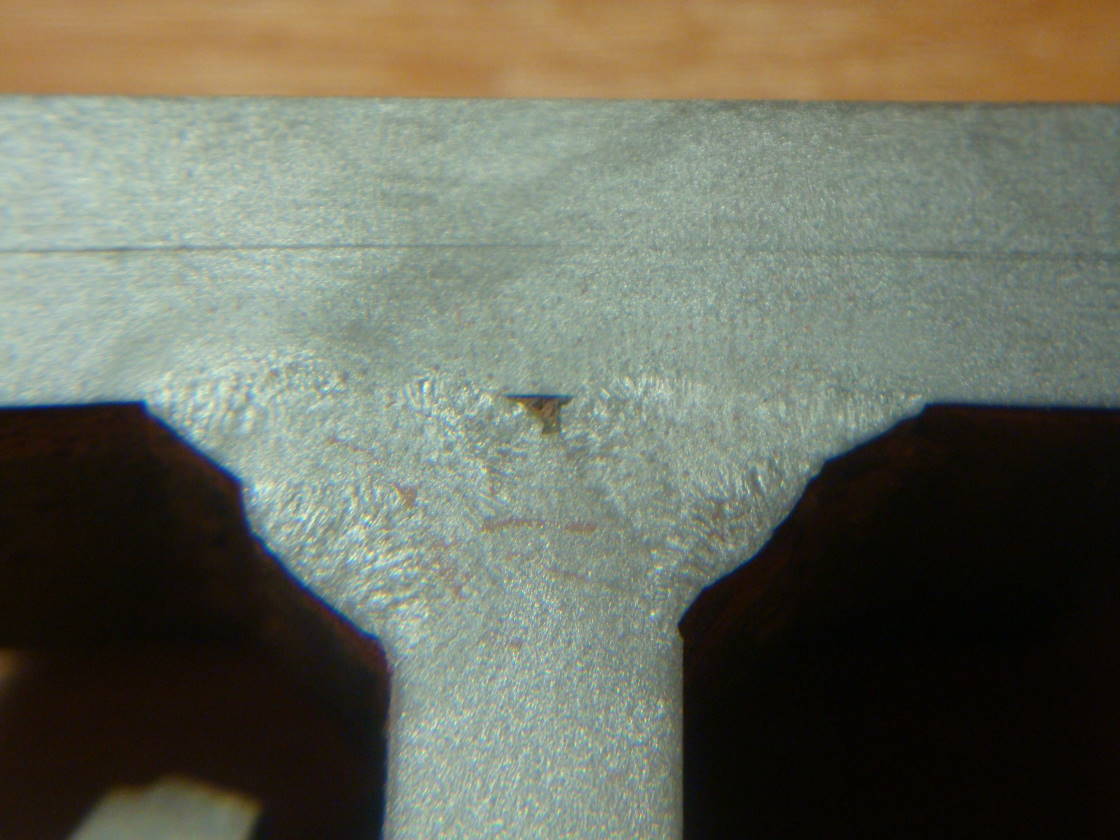
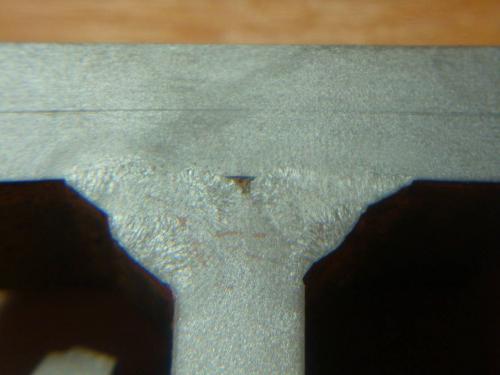
Я через лупу с зумом приладился фоткать . Попробывал счас окунуть в раствор медного купароса с повареной содой - думал может лучше будет . . Структура проявилась !! А вот люминь испортил вроде - граници провара исчезли почти , зато структура проявилась . Металл сталь 12мм и 10 мм , варено ПА в три шва с каждой стороны . Корень не проварен .

-
Да АМг 4.5 - точки небыло на маркировке , так и написал без нее. Есть еще железный шов . Никак не сфоткаю чтоб видно было границы провара .
-
Просто ершом в дрели зачищаю . В труднодоступных местах бормашиной - фрезой (сломалась , пока в ремонте ковыряю сверлом в дрели .)
-
Счас лупой разглядел такуюже трещину и в левом шве , еле заметную ( на фото можно узреть ) . Металл АМг-45 ( кусок перегородки бензовоза ) . присадка АМг-5 . На перегородку в бочку ставил заплату АМг -5 - ходит . Всетаки наверное температурный шок .
-
Ток 120А . Минимально короткой дугой . На Бриме варил , там частота не меняется - 60 Гц. . Масса небольшая , примерно в общем со спичечный коробок , поэтому без прогрева пропылил . Немного всетаки провар нижней пластины вроде маловат . Задумался . Еще трещина крутится в репе. Я пройдя с одной стороны (справой) кинул деталь вводу - наверное в этот момент и образовалась трещина .
-
Да трещина . Когда сварил , бросил в воду сразу , (терпения ни хватило ждать - интерес ! ). Скорее всего из за этого . Когда зашлифовал наждачкой - ее небыло видно ! Только после травки проявилась .