Luza
-
Постов
1 249 -
Зарегистрирован
-
Посещение
-
Победитель дней
73
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Luza
-
 Ремонтировал недавно чугуняку с немецкого 4 стороннего станка( доски строгает, обшивка, пол,) качество чугуна поразило, корень прошел Панчем, ни закипания, ни " фыркает", ТИГ, а т к деталь не нагруженная,( кожух вытяжки стружки) статично закреплённая, добивал в разделку ,СuSi3, второй П/А был ей заправлен. Так что ещё от качества чугуна зависит многое. Да, т к он ни когда не контактировал не с ГСМ, ни с ОЖ, состояние как новое, с завода было.
Ремонтировал недавно чугуняку с немецкого 4 стороннего станка( доски строгает, обшивка, пол,) качество чугуна поразило, корень прошел Панчем, ни закипания, ни " фыркает", ТИГ, а т к деталь не нагруженная,( кожух вытяжки стружки) статично закреплённая, добивал в разделку ,СuSi3, второй П/А был ей заправлен. Так что ещё от качества чугуна зависит многое. Да, т к он ни когда не контактировал не с ГСМ, ни с ОЖ, состояние как новое, с завода было. -
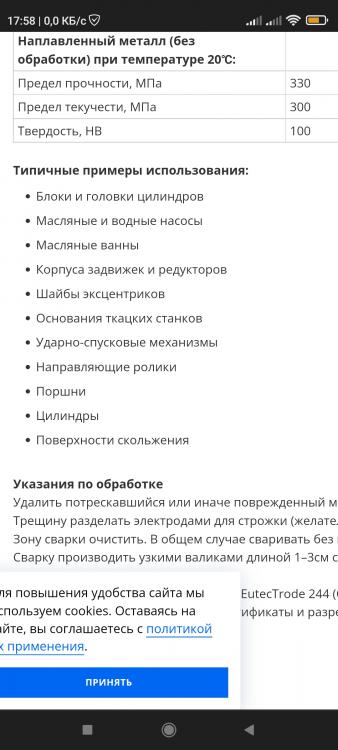
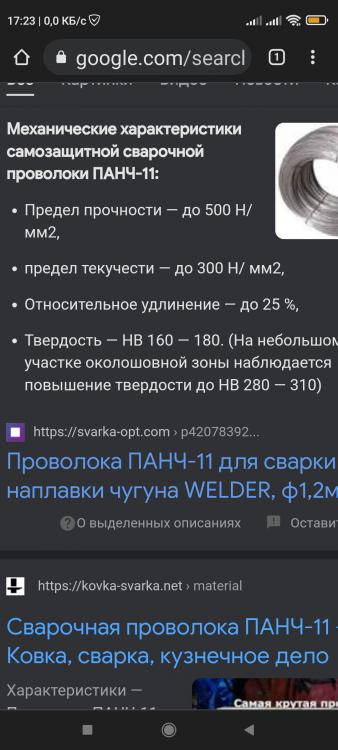
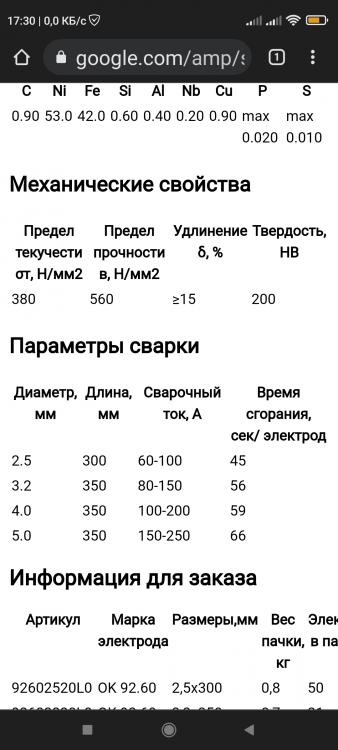
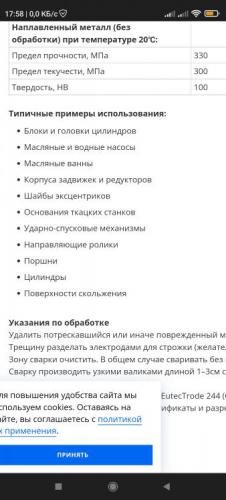
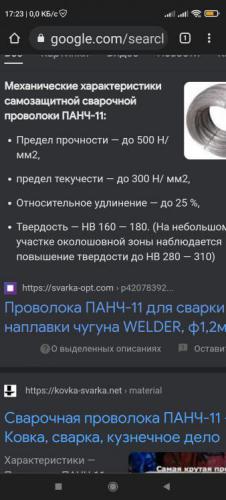
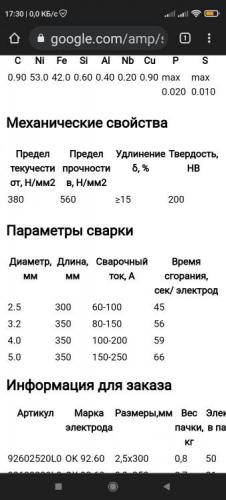
@Goodwin 359, Добрый вечер, вот характеристики кастолина, сравните пределы прочности.Эсаб прочнее и Панч и тем более Кастолина.
-
Первое фото ПАНЧ-11, второе Эсаб
-
Речь про п/а, и вообще то ставят палатку, сварщик внутри, источник на улице. А в камере тестировали дисплей, потому, что заказчик выдвинул требование на замену ЖК дисплея на разрядный дисплей.
-
Если будут шпильки, я бы вообще ПАНЧ не применял бы. Вкрутил шпильки, нагрев общий, сварка РДС NiFe-Cl, и под асбестовый мат, ну и разумеется проковка после каждого прохода.
-
Эвоспарк дисплей -20 работает, и их они отестовывали в Газпром, в камере, - 40, дисплей работал, это потом не закончилось, морозили до - 60, это мне рассказывал их инженер, приезжал он во время последней сессии моей в ВЭМТ, обновлял аппараты. Просто имхо, если туда вставить нормальный дисплей, то это несомненно поднимет стоимость аппарата. А вентилятор в Кемппи моем, работает полностью адекватно. Чеборе надо исправлять работу охлаждения.
-
Добрый вечер всем! Сегодня утром в ангар свой заскочил, от МАЗ патрубок от воздухофильтра приносили, там отвод на компрессор отпал, не суть. При -7 экран уже подтормаживает, а вентилятор после 5 минут работы аппарата на 95 А , АС, молотил не отключаясь, пока мне не надоело, и это минут 7 продолжалось, руку подставил к решетке, воздух ледяной дует, вообщем с вентилятором все не так однозначно. Выключил аппарат. Включил, он вентилятор мотанул, и вырубил. Вообщем что то там глючит в датчике.
-
Еврейская мама своему зятю: - После смерти хочу быть кремирована, а прах развейте с балкона над морем. - Мама, да вы шо такое говорите - с моря такой ветер, шо не пройдёт и минуты, как вы снова будете дома... - Софочка, доченька, шо ты так плачешь? Тебе шо, твой Моня изменяет? - Если б только Моня!.. - Натан Самуилович, ну шо ви мине так быстро раздеваете глазами?! Я ж не успеваю даже втягивать живот! Как говорила пожившая тётя Циля: «Незваный гость определённо лучше нежданного мужа!» Костик, ты секс будешь? – спросила Лара, и Костя понял, - борща нет. Любовь - пятое время года, никогда не знаешь, что надеть и придётся ли раздеваться. На пляже: - О, молодой человек, да у вас эрекция! -Отойдите дама - это не вам ! Услышано в Одессе: - Посоветуйте, который час? Женщина с шикарными формами заходит в аптеку, покупает жетончик для взвешивания и становится на весы. Явно расстроившись из-за результата, она снимает шубу, снова покупает жетончик и встает на весы. Оставшись недовольной, покупает очередной жетон и снимает свитер, затем туфли. Когда сходит с весов, видит аптекаря с пригоршней жетонов: — Мадам, — с чувством произносит он, — дальше за счёт заведения. Как говаривала старший экономист Роза Моисеевна Кац, у хорошего бухгалтера не сходится только юбка. Рабинович держит на руках новорождённого сына и говорит: — Изя, шо ты плачешь? Ты должен понять — обратной дороги нет! Сегодня в магазине случайно оговорилась...и попросила: ''Средство для мытья Паскуды...'' На что продавец переспросила -Мужской шампунь что ли?????))) Хочу поздравить своего мужа Андрея с днем строителя,он уже 10 лет строит из себя хер знает кого. - Карлсон, почему ты плачешь? - Штанишки с пропеллером улетели... - Ну и х*р с ними))) - В том-то и дело... Возвращаться плохая примета... Особенно если ты женат и трое суток не был дома... Труд сделал из обезьяны человека. Алкоголь вернул все на свои места. Загадочная женщина загадит жизнь кому угодно... А если не успеет, то придёт догадливая и догадит. Задача: в бассейн втекает 400л воды, а вытекает 405. Вопрос: есть ли совесть у купающихся? - Доченька, пора бы тебе и принца уже найти. - Да мама, молодая я ещё, зачем он мне? Отец с дивана: - Негоже такой лошади без принца… — А с личным у тебя как? Не появился кто-то постоянный? — Из постоянного пока только работа — она меня кормит, она же и имеет. --- Дорогой, я что-то не могу заснуть. — Это нормально... зло никогда не дремлет! Даааа... сказала бабка, pассматривая стринги на рынке....Случись че и обосраться некуда!! Когда я ем — я глух и нем. Когда я пью — я гораздо коммуникабельней. - Дорогая, ты не знаешь, сколько лет живут козлы? - Что, не здоровится?
-
@круазик, Ничего Петр, и без рябчиков отметим,( кстати не знаю, что в этих рябчиках все нашли, маленькая костлявая птичка))), ) арбузы гораздо вкуснее и полезнее, а вообще главное здоровье, так что ещё раз Всем здоровья!!!
-
Поздравляю всех с наступающим Новым Годом! Всем здоровья, это самое главное, работы интересной, и высоко оплачиваемой, здоровья близким и родным, чтоб если и случались перемены в жизни, то только в лучшую сторону, Всем всего самого хорошего!!!
- 15 ответов
-
- 10
-

-
Хорошо, база 20 пик 80? Завтра попробую.
-
Добрый вечер, Пётр! Можно растянуть оба импульса, регулировки позволяют.
-
Сегодня пробовал новые пульсы для нержи, снял видео короткое, чтоб не быть голословным. Ещё раз спасибо Александру Учусь, аппарат поменялся кардинально.
-
Добрый вечер! Пришел с модернизации аппарат, с 350 до 500 я решил его переделать. Сегодня собрал, и снял видео о работе аппарата. Во первых, по видео, обрезки не делал специально, все значения регулировок стоят в 0, без коррекции. Огромное спасибо Александру Учусь, который довел до ума пульсы, работа была проделана титаническая, ещё раз спасибо. Рут и прочие режимы не пробовал ещё. Цветные металлы тоже.
-
Сегодня техникум понёс одну из самых на мой взгляд невосполнимых потерь, сегодня Сергей Николаевич подписал обходной, и с завтрашнего дня работает на новом месте. Я откровенно говоря знаю дурацкую поговорку что не заменимых нет, но как показывает мой скоро как полувековой опыт, это далеко не соответствует действительности. Специалист без хлеба никогда не останется, при чем с маслом. Вообщем пожелали мы ему, удачи на новом месте работы, чего ещё раз желаю, сделали фото на память.
-
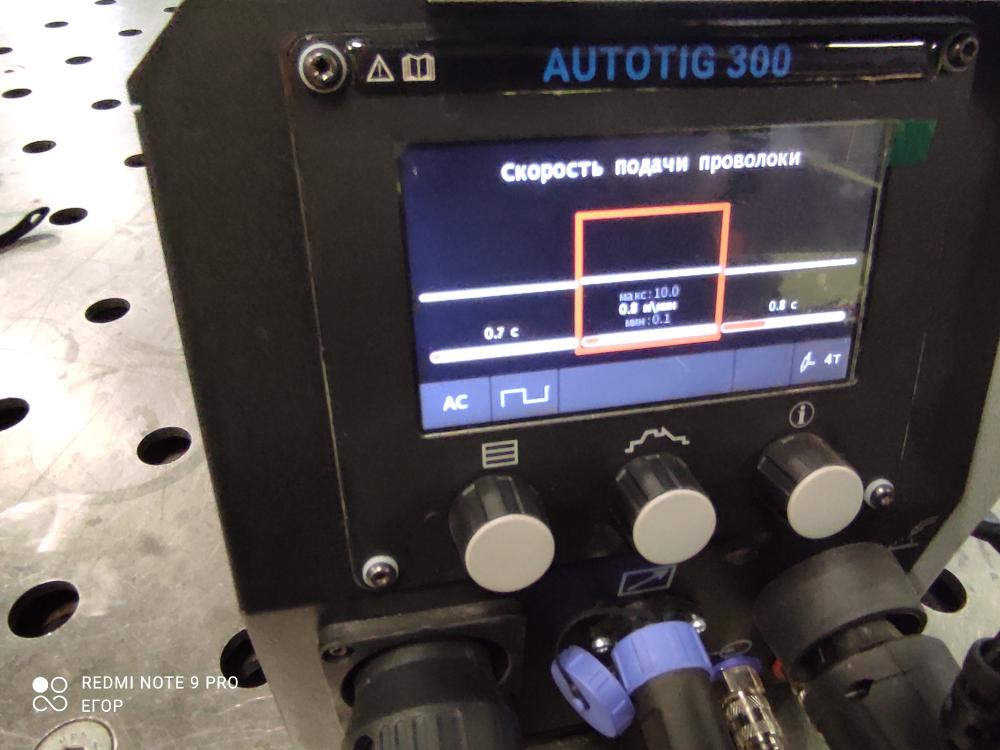
Сегодня Сергей Николаевич в процессе обучения, для общего развития студента Ивана, который обучается индивидуально, подключал автоподатчик к Эвотиг, и мы с некоторыми моими одногруппникам тоже потом покатались на данном устройстве. Очень занимательно, посваривали нержу РДС, Кто то осваивает сварку ПА, плазму, даже жаль, что летом наше обучение подойдёт к защите диплома, привыкли мы что всегда можно зайти в мастерские к нашим наставникам, и никогда не получишь отказа на просьбу поработать на любом оборудовании, и ещё завтра уходит Сергей Николаевич, даже не представляю мастерские без него.





-
Он в ММА работает постоянно, видимо производитель так зашил алгоритм работы вентилятора. В ТИГ при -7 у меня в мастерской он тоже очень долго сгоняет температуру, хотя если подставить руку, то воздух ледяной выдувает. Кемппи тоже так же работает. 315 Форсаж адекватнее в этом плане
-
Вот иногда прямо с тоской вспоминается АВН, причем тут лично Ваши попытки написать какую то программу, ведь следуя Вашей же логике, фамилия Ваша не Кемппи? , И тем не менее Вы свои, тоже не Кемпивские программы почему то продаете на форуме,, и судить о том что может их оборудование, а что нет, логично тем, кто на нем хотя бы работал, я вот на сессии в октябре в техникуме работал на Эвомиге, делали одну конструкцию, и в эту сессию пробовал совершенно новую прошивку, которую привезли для установки на аппараты в ВЭМТ, что та что эта отрабатывают без нареканий. А в проблемном аппарате может вообще какой нибудь модуль питания не корректно работает? Туда собираются представители ехать, разберутся сами на месте, а вот судить их умения или не умение написать ПО, я думаю что не надо. Да, кстати, у них есть податчик для ТИГ сварки, который мы весной тоже гоняли и на черном, и на алюминии, в теме про ВЭМТ это есть, даже пара видео есть. Думаю что после визита сервисников аппарат поправится, и будет приносить удовольствие и деньги людям, работающим на нем.
-
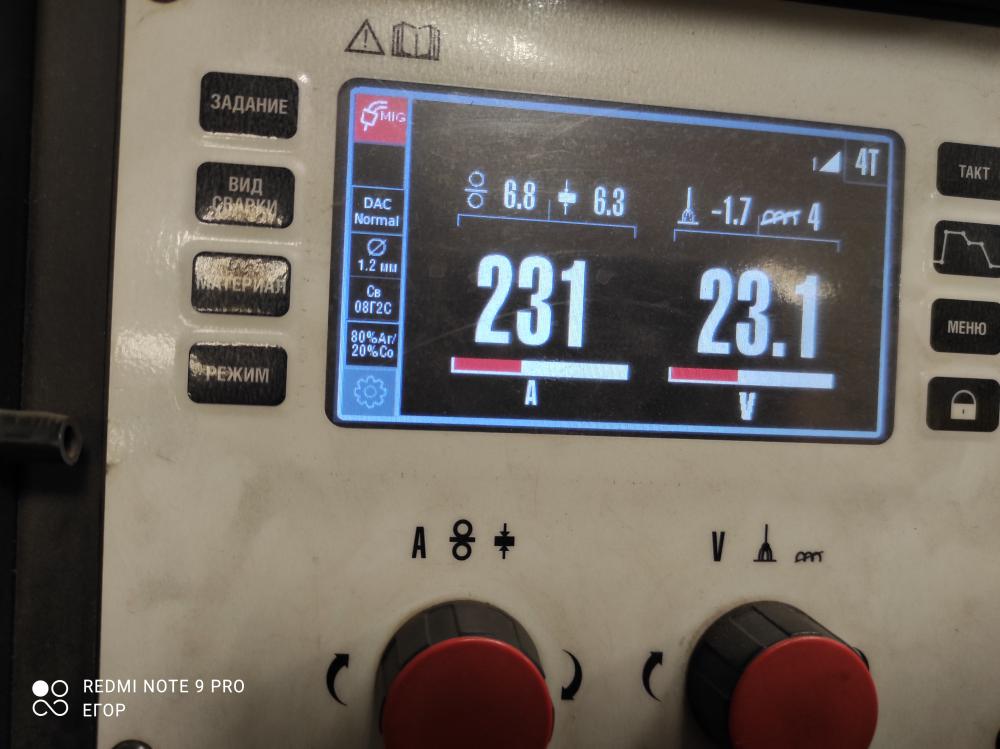
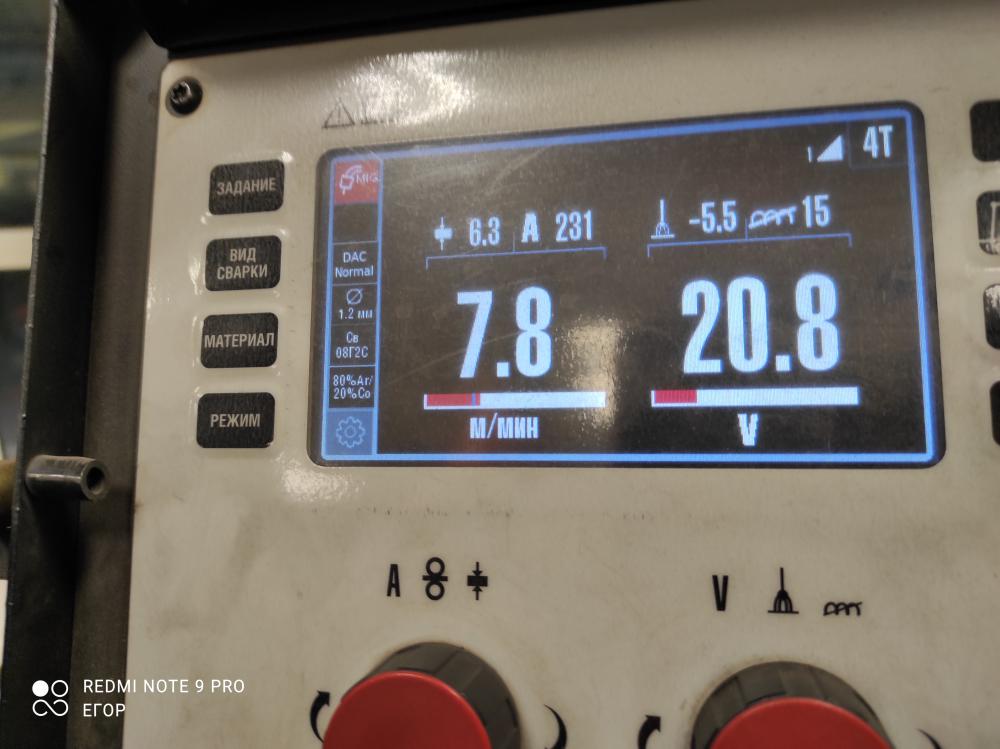
Добрый вечер, выставили Ваши настройки, включив коррекцию скорости, режим нормал.




-
Меня это тоже веселит. Что тумблер так сделан.
-
Поздравляю с покупкой! Пусть приносит деньги и удовольствие!
-
Может починят? У меня есть Алюмиг- китаец, работает вполне адекватно, к Китаю у меня неприязни нет