

Вад11
-
Постов
4 044 -
Зарегистрирован
-
Посещение
-
Победитель дней
30
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Вад11
-
-
а человек с опытом работы с радиаторами выберет пайку,
Егор, ты абсолютно прав. Зачем этот гемор со сваркой, если есть пайка?? Понятно тут напишут, что ты просто не умеешь......-) Умею и знаю что это гемор....
-
 2
2
-
-
Да, возможно.Переходник делается из цангодержателя горелок 17, 18,26.
Можно подробнее, желательно с фото??
-
Но наверное скоро добью эту проблему, осталось решить проблему со стабильностью дуги.
Это Чебора... А тут на Форсаж наезжали.. -)))
-
1
-
-
@schkaliki,Вот молоток здорового человека .
Это все в прошлом... сейчас только одноразовое дерьмо...
-
1
-
-
Вот что получалось на предыдущем аппарате:
http://websvarka.ru/talk/public/style_images/master/attachicon.gifПивная банка - 1.jpg
http://websvarka.ru/talk/public/style_images/master/attachicon.gifПивная банка - 2.jpg
http://websvarka.ru/talk/public/style_images/master/attachicon.gifПивная банка - 3.jpg
На новом аппарате вот такие настройки:
http://websvarka.ru/talk/public/style_images/master/attachicon.gifБезымянный.jpg
Понимаю, что частота маленькая, но на плоскости варится без проблем. А вот в углублении между банок даже прихватить не могу. Пробовал начинать с наплавленных на обеих банках бобышек, но тоже не могу сварочную ванну сформировать. Начинают лезть окислы. Присадку брал 0,8 и 1,6. Ток менял от 10 до 28 - не помогло. Баланс полярности менял от 0 до максимума EN. По ощущениям, если бы смог зажечь дугу в самый угол (в месте соединения банок), то дело бы пошло, но в угол дуга не горит.
На старом аппарате ток поджига не регулировался (не было регулировки диаметра электрода) и он был очень большой, приходилось зажигать дугу на присадке. о тем не мене все варилось, коряво конечно, но шов сформировать удавалось.
Аппарат Cebora WIN TIG AC-DC 180M.
Шарик делал от микроскопического, до диаметра электрода (1 мм).
Ток поджига, по настройкам, на электрод 0,5 мм. На плоскости банки дуга зажигается стабильно. Ванна формируется постепенно, можно на одном месте некоторое время держать. Шов не падает и без присадки и с присадкой 0,8 мм, и с 1,6 мм. И на токах от 10 до 28 (на больших токах только очень высокие скорости сварки).
Еще есть ощущения, что газовой защиты не хватает. Но пробовал сопла от №5 до №10 и линзу №6. Газ от 4 до 11 литров. Большую линзу жалко ставить, боюсь изгадить алюминием. Лезет загрязнения, как окислы, но это может быть и лак с обратной стороны банки.
Ты не жертва тульсклй рекламы? Ток старта увеличь до 20А.
-
1
-
-
При использовании овальной латки, меньше концентрации напряжений в углах латки, по этому они надежней и долговечней.
Ничего с поддоном не будет и с прямоугольной латкой, сделано надежно и долговечно.
-
2
-
-
Что-то я смотрю на него и сомневаюсь, что он из чугуна. Хомут предполагает пластическую деформацию все же, странно делать его из чугуна...
Это нормально, много станин станочных чугунных имеют болтовой поджим.
-
1
-
-
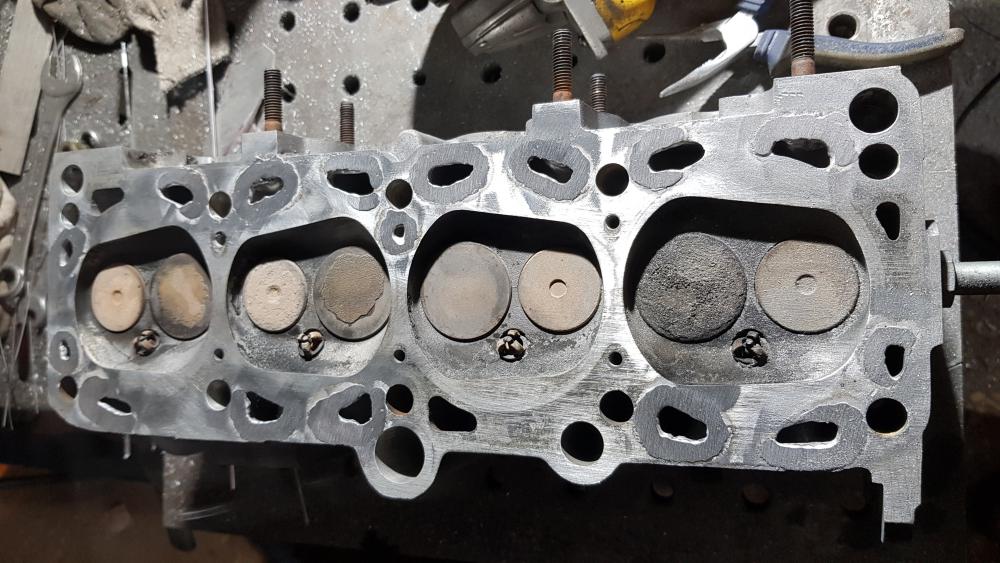
Что за наклёп на 2 (3) цилиндре впускного клапана? На нагар не похоже.
хз что там за нагар.... машинка успешно передвигается.
-
На данном примере шлифовкой было снято 0.2мм, фото, к сожалению нет. Я понимаю, о чем вы говорите
 . Раньше пользовался нерж. щеткой, сейчас зачищаю околосварочную зону аккуратно фрезой. На данный момент жалоб не было
. Раньше пользовался нерж. щеткой, сейчас зачищаю околосварочную зону аккуратно фрезой. На данный момент жалоб не было
-
Ремонт масляного радиатора, вернее пакета радиаторов РДС. Предыдущая вахта решила что алюминий, если для ремонта его есть электроды, это пара пустяков, вырубили соты, попробовали, ничего не получилось, и решили что я смогу. 6 часов работы, сначала стачивания их какашек, потом сам))). http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20210817_075953.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20210817_153225.jpg опрессовка 10 мПа. Это от безысходности, и волшебная фраза"Как нибудь сделай!"
Аппарата РАДС здесь нет. Так что пришлось так.
Егор, почему бы ко мне не привезти?? Так то рядом...
-
2
-
-
Сверху на фото , заваренная головка , сталкивался с эти когда только начинал . (на этой головке наверно не страшно) но . Бор машинкой фрезой лучше не зачищать . Ибо вижу остались от нее следы углубления и ва время фрезеровке придется с плоскости еще лишние пару десяток снимать , на некоторых головка это не допустимо

Пример как не надо делать... Я всегда обвариваю все следф фрезы, и там где она сорвалась, что то же бывает. И потом снимаю свой шов почти под ноль, это проверка на отсутствие пор.
-
6
-
-
Плохо, что проволоки 5183 диаметром 1мм у нас нет.
А АМГ5 кто мешает использовать?
-
1
-
-
Ну и романтика. Налазился на высоту птичьего полёта за две недели от души. Зимой такой романтики нет. Вернее романтического настроения. Холодно однако.


Этож буровая....
-
1
-
-
Это с форумхауса посыл в мою сторону. Я скинул ссылку, где Алексей Амбиверт реально сваривает соту радиатора прошитой WSME от Гроверс, сказав, что Авророй тоже возможно не получится это сделать, как и тем Стартом.
Моими аппаратами можно и трубку....НЕ СОТУ!!! Сотовое наполнение МЕЖДУ ТРУБКУАМИ!!! Алексей, ты ж спец, технарь. Будь добр выражаться правильно.
-
Всем привет.
Это заварка трубной доски, а не трубок радиатора.... Сота - это наполнение между трубками .
-
Умеют же...
Ну и ?? Покажи как победил.
-
3
-
-
Ремонтил такие, 3 штуки. Точнее собирал разбомбленные.
Что неубиваемый аппарат, то верно. Сварочные свойства тоже отличные. Можно прицепить любую подавалу, в принципе. 120... Это уже вопрос к человеку.
Подавалка видимо в комплекте, на фото виден край.
-
Предлагают новый,не леквид со склада 120, дорого,нет? Товарищу в цех,точенкой занимается и иногда сваркой
Дорого для такого старого аппарата. За эти деньги можно взять что то более современное.
-
1
-
-
Здравствуйте, друзья!
Я уже потратил достаточно много времени как на упражнения по "набивке руки" (предлагаемые на Ютуб-канале Мастак Сварка), так и просмотр много-много роликов "как заварить профильную трубу", с перерывами на практику. Использовано несколько кг разных электродов и испорчено метров 10 разных профильных труб, которые распилены на небольшие кусочки и "сварены" в живописные икебаны.
Но ничего не получается!

Либо прожиг, либо два шва на разных деталях, а между ними до миллиметра чёрного шлака, и детали отпадают под собственным весов
 ((
((Более-менее получается электродами УОНИ 13-55, но ведь это не совсем правильно для тонкого металла? Да и тоже получается не очень
Вопрос -- что делать, может тренировать руку на УОНИ, раз у меня на них вроде получается получше?
Самая явная проблема - не видишь сварочную ванну, именно раплавленный метал. Если бы видел, не было бы наплавов по сторонам с отсутствием сплавления..
-
1
-
-
щуп 0,005. Головка БМВ.
На такой массе больше и не утащит... хотя ели дрочить 200-т амперником...
-
@Глобул,@Oswer, спасибо за ответы!
Я примерно так и думал (освою сварку штучным электродом - потом гораздо легче будет освоить полуавтомат, ТИГ и газосварку).
В нижнем, вроде, более-менее научился.
Начал учиться вертикальный - просто ужас, все "плывет", какие-то "сопли" просто. Но буду дальше "мучиться", чтобы получилось.
У меня как раз инвертор РДС с одной "крутилкой" (только сила тока), форсаж ни регулируется, ни отключается.
Научись видеть сварочную ванну, именно сам металл и что с ним происходит. Для начала на вертикале убавь ток на 20% от нижнего положения и для начала сделай так: на раз-два, т.е. зажег дугу на одной кромке, сосчитал раз-два и БЫСТРО перенес на другую кромку БЕЗ РАЗРЫВА ванны, опять раз-два и перенес и т.д.
-
может кто-то сталкивался с наплавочной проволокой для последующего нарезания резьбы?
Я скорее брат Петросяна, а ты вопрос свой прочитай.. Как птушник спрашиваешь...
-
Показать не могу, уже отдал. Я место пропила, подвариваю с обратной стороны, так как иногда протачиваю насквозь. А в чем спорное решение моей работы?
Там надо 3 места подваривать... на ютюбе видео мое есть, там все подробно рассказано и показано.
-
это когда вроде и можешь но ни как. Ты Вадим возьми свари свои квадраты и мы подавимся слюной а не блевотиной.
Со мной сейчас работает отличный художник и кузнец... Так что стараемся обходится без завитушек... смотри, и не надо ничем давиться, реально это уже стало дикой безвкусицей. Ум человеку зачем? Чтобы творить... https://www.instagram.com/rerum.workshop/?igshid=1fo2jlorh601e
-
1
-
Вопросы новичка по п/а сварке.
в Полуавтоматическая сварка — MIG/MAG
Опубликовано
В трубках как правило говна всякого полно и при сварке оно на верх лезет. Я дефект всегда вскрываю, пытаюсь максимально промыть и паяю.