

Вад11
-
Постов
4 044 -
Зарегистрирован
-
Посещение
-
Победитель дней
30
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Вад11
-
-
чистый вольфрам лучше лантанированного
Мне на переменке больше нравиться чистый вольфрам (может от аппарата еще зависимость есть). JLT 200p.
АМГ5 3мм
-
 4
4
-
-
Брал 2 и 3 , рекомендую, качество хорошее.

-
На подаче аргона в горелку 7 литров, линза 7 мм диаметром, на подув 8-10 литров.
Посмотри внимательно
http://www.youtube.com/watch?v=m2E_PAgoGSE&list=UUqq70AnPkj4-UApS_m_6mPw
и другие его видео о сварке рержавейки. Многие вопросы отпадут.
http://www.youtube.com/watch?v=DmVCLi6cxok&list=UUqq70AnPkj4-UApS_m_6mPw тоже есть про нержу несколько слов...особенно по току.
-
1
-
-
Думаю, купить Сварог
Вариантов масса
самый подходящий по Сварогу http://www.tiberis.ru/collections/rashodnye-materialy-gorelki-tig-i-komplektujushhie/products/svarog-ts-26
Вполне рабочие горелки. Вилку и гайку газа, думаю, переделать не проблема.
-
55 ампер, долго не стою на месте, быстренько подаю присадку.
Для начала надо знать все условия экзамена.
У Вас техническое задание на экзамен есть?
Заклейте 80% зазора, поддув 4-5 литров, заварите 3-4 см. и посмотрите. Если обраный валик серый, добавьте тока и двигайтесь быстрее. Попробуйте не обращая внимания на валик избавиться от перегрева. Потом уже и на валике можно тренироваться.
Сколько литров на подаче аргона?
-
присадку 2 миллиметровую не смог пропихнуть в 1 мм щель
Формировать обратный валик давлением присадка неверно.
В формировании обратного валика при наложении корневого слоя шва участвуют:
сила тяжести расплавленного металла сварочной ванны Pтм;
давление сварочной дуги Pд;
сила поверхностного натяжения расплавленного металла сварочной ванны со стороны сварочной дуги Рпн(в);
сила поверхностного натяжения расплавленного металла сварочной ванны с обратной стороны шва Рпн(н);
давление поддувочного газа Рг.
это отсюда http://delta-grup.ru/bibliot/30/64.htm
Делаешь скосы до острого,без притупления и стыкуешь вплотнуюЭтот способ не пройдет, В Голландии будут другие катушки, иная подготовка кромок.
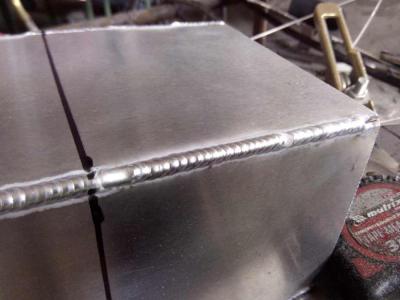
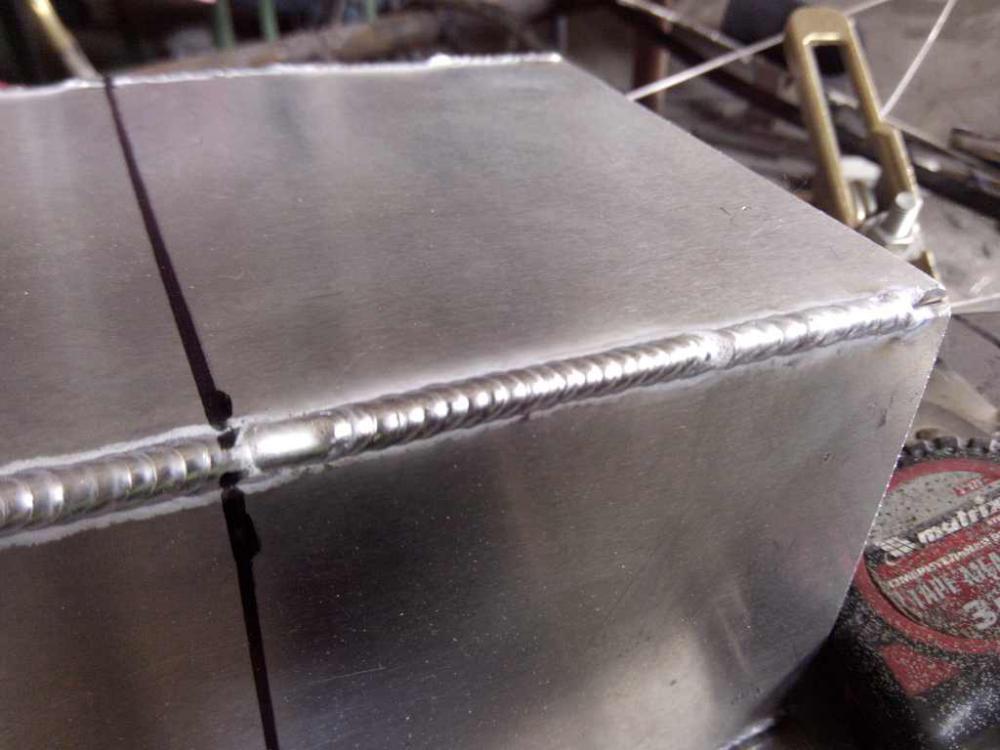
а так шов был серого цвета.Каким током свариваете корень?
-
корень шва -ровненький ни выше 1 мм
есть фото обратного валика? При недостаточной защите Вы его не получите.
-
какой бы вы выставили расход газа на подув (так как у меня корень шва серый, а не золотистый) и сколько сделали бы прихваток на таком диаметре трубы?
С таким зазором никакой расход не справиться, только хуже будет. ИМХО. Сваривать участками между прихватками, технологии много раз пережеваны на "чипмейкере", на Ютюбе тьма видео !!!!!!!! Зазор "немного " великоват, присадком обр. валик формировать не по феншую. ИМХО.
На 5 мм толщины по корню я бы поставил 60-80А (зависит от многих моментов). ........
Пол года варю трубы, разных диагоналей, от 20 мм до 160 ммТоварищ, вы откуда? Может чуть по профилю заполнить? Где диагоналями трубы меряются? Жуть как интересно.
Пробовала, неудобно мне так. Вообще по-разному пробовала, ну тут, конечно, с одного раза непонятно будет, как лучшеМой совет. Делайте любой хват, главное, чтобы был упор кисти с горелкой на стол или на деталь.
-
1
-
-
Попробуй горелку держать как ручку-карандаш, так контроль более точный.
-
1
-
-
а понял! алюминий буду варить,3-4 мм.нержавейку 3-5 мм.Подскажите как подобрать вольфрамовый электрод и присадку?я так понял электрод,должен соответствовать диаметру цанг? а присадка должна соответствовать диаметру свар.материала+0.5 мм. допустимо!
Человека не исправить........
В инструкции к аппарату рекомендации по сварке есть?
Начните с малого. Для начала возьмите ториевый (красный, мне им чернуху и нержу сваривать нравиться), Ф 2.4. Нарежьте обычной чернухи, 2-4 мм. И начинайте собственное обучение. (этот период не предсказуем, кому-то пары дней хватит, а некоторым и всей жизни мало))))). Когда будет понятно, что пора двигаться дальше, приступайте к люминию, нерже.
Удачи.
-
На днях варил "съеденный" силумин
Приветствую, Александр. Всяких моторов видел, но доведенного до такого состояния не приходилось. А так частенько приходиться , то перо наварить, то редуктор заварить. Всегда требую приносить корпус редуктора пустой. Много там резино-пластика.
-
;ток 60 А;толщина металла 4мм
Дайте фото обратной стороны. Уверен, проплава, а тем более валика нет. Для чеверки 60А слишком мало. Попробуйте повышать ток пока не будете успевать подавать присадку без провала ванны. Убавляйте до комфортной скорости сварки. Пробные швы от 30 сек и выше, так метал успеет прогреться.
-
1
-
-
Стартовый ток: +30-40 а от основного Пиковый ток: + 40А от основного
Все зависит от металла. Если 2мм (последняя работа), в зависимости от положения: база 45, пик 55-60, старт 80, 2.4 Гц, 40-50%, инд 8-9, спад 45, отжиг 0.15, ... Есть видео,
http://www.youtube.com/watch?v=CNoPxtJBYHE&feature=player_detailpage
-
3
-
-
... на 2 недели отбываю в отпуск!
Здравствуйте, что есть в наличии? Отправка Деловыми линиями подходит?
[email protected] Вадим
-
расход 10л/мин, 4043 d=2, предгаз 4 сек, постгаз 10
Лишний расход газа ИМХО, это ж не нержа постгаз такой держать.
На токе 80А у меня по ротаметру стоит 5-6 литров, предгаз 0,5 сек, постгаз 5-6 сек,(надо смотреть по остыванию электрода)
-
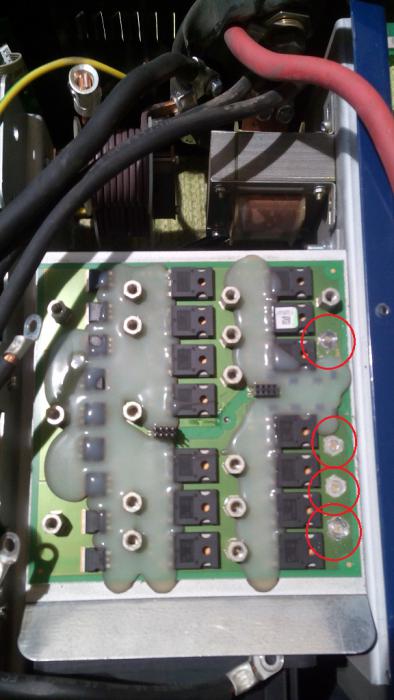
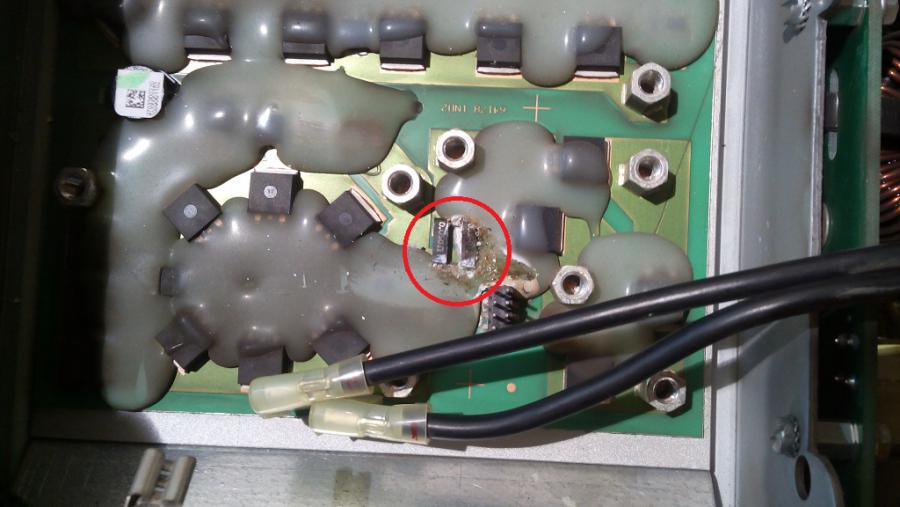
Вопрос такой. Погорел мой любимец Гусь 207.
 У нас в Ухте такие апараты никто не делает, (открыли, посмотрели, закрыли, отдали обратно) поэтому ищу грамотного специалиста для починки.
У нас в Ухте такие апараты никто не делает, (открыли, посмотрели, закрыли, отдали обратно) поэтому ищу грамотного специалиста для починки.Фото прилагаю.





-
да лист перегрет полюбому с нержавейкой напряг несколько раз варил разрезал зачистил и в перед вчера опресовал систему вроде не травит закралась мысль может свозняк попробую заново я просто на полуавтомате с таким часто сталкивался из за ветра шов пузырится
Когда с обратной стороны шва защита аргоном есть сварка совсем по другому идет. Будете удивлены.



Выбор вольфрамовых электродов
в Расходные материалы
Опубликовано