Вад11
-
Постов
4 044 -
Зарегистрирован
-
Посещение
-
Победитель дней
30
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Вад11
-
Не так категорично, все зависит от РУК мастера и опыта, ну и от возможностей аппарата, про пульс не забываем. Многие на этом форуме ТИГом нагреют меньше чем п\а (но это по секрету).
-
Какие секреты? внимательней читайте посты выше. Там написано- Алюмиг 250. Варил им и баки под бензин (2мм), на общей длине 9м ТИГом поправил 3 места (после опрессовки), скорость сварки раз 5 выше ТИГа.
-
Ну это трудно чистой палубой назвать, да ладно. Крымов переварено немало, И носовых "палуб" тоже, проблем не было. Вскрывал полностью носовую часть, сваривал 2 бака и туда ставил. Х.з. почему 2 , такое требование было, 2 заливных горловины, 2 заборника с датчиком уровня 2106, 2 вентиляции, т.е. двойная сложность. Сделал, п\а все заварил, фото редко делаю, забываю. Попадаются лодки со "съеденным" алюмом, эти места сваривать бесполезно, не будет сварки т.к. там только окислы, соли, металла нет. Только резать по сторонам до металла и его уже варить.
-
Он самый , 250-ый. Проволока 1.0мм, в настройках копался давно, уже и не помню что делал. Такого не было, всякого разного приходилось на лодках катерах варить, на АМг ничего не трещало. Тянуло, это всегда, но трещин не было. А чего на палубе из 1.5мм делаете?
-
Днище 3мм с новья + 5мм с верху . Плоскостей нет, все под углом. Снималась фаска с двух сторон, оставлялся зазор 2 мм и все это сваривалось, как правило, в 2 прохода.
-
Я с подгонкой потом этой заплаты умом не тронусь? Хотя мысль интересная.
-
Проблем не увидел, правда сваривал п\а Алюмигом, Общая длина шва не менее 40м. Усиливал дно (изначально 3мм) АМг5 5мм. Катер Борус. https://youtu.be/OGRKB9qcQKc А это немного не в тему. Готовлюсь к Новому году!

-
Материал АМг5 (не принципиально, что было)))) 5мм можно и АД31 и АМг2,3,4.не важно. Присадок тоже не принципиален, варил АМг, можно и 4043. Узел простейший и относится к нему надо соответственно.
-
Валерий, изначально так хотел сделать, но передумал, хотелось сделать красиво. Но, увы.
-
Ауди, Фолькс, японцы - не замечал проблем по сварке поддонов. А вот этот , о котором мой пост выше, мозг немного потрепал. Други, если сильно тянет, пробуйте чистый алюм, он тоже не плохо тянется и дает возможность заварить трещину. Это первое. Второе. Не разделывайте трещину на сквозь если не уверены в сплаве. Попадется такая гадость как у меня - замучаетесь.
-
За неделю вторые направляющие склизов снегохода. Что интересно, опять Ямаха, только утилитарник. Сразу не сфоткал, первое фото с уже вырезанной потертостью. Позже убрал трещину по отверстию, без фото. Опять фото встало наоборот...
-
Я в итоге так и сделал. Чего на него смотреть? Только обрати внимание на фото. На первом фото нет трещины где лежит спичка. Я начало трещины и не видел. Только обварив половину латки присадкой 4043 и дав остыть поддону минут 5 (кофе, сигарета) тут щелк, щелк и новая трещина. Причем не хилая!
-
Валер, 500-ой. Немного помучился с розжигом, но сделал. Ток 125-130А, толщина поддона 4 мм.
-
Делал такие неоднократно. Да, пузырят, но подконтрольно и вменяемо. Этот же поддон трещал и хрустел, НО ванна была чистая, без вулканов и пузырей. Валерий, да, я снаружи проварил. Осталось с утра 50% внутри доделать. Вообще глупый слом, двигатель уронили.
-
Поподробнее можно?
-
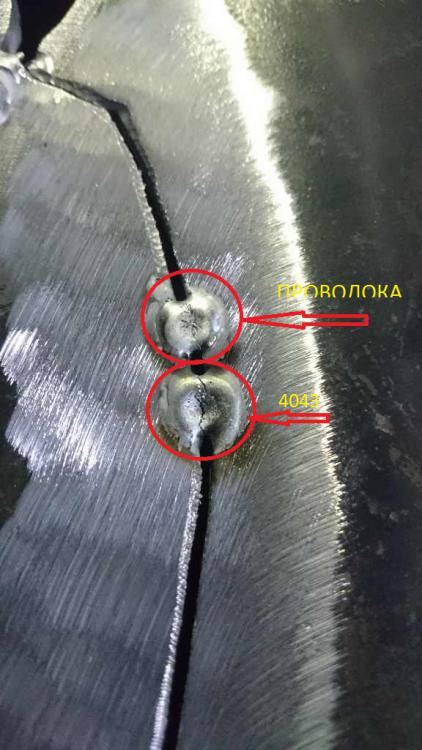
Сегодня. Поддон Скания. Думал быстро и красиво сделаю. Хрен. Тоже трещит "неведомо куда". Тянет метал по страшному. Внимательные глаза увидят насколько тянет. Начал с присадком 4043, пробовал АМг5, грел поддон, танцы с бубном, в итоге по доброму совету Валерия (Селко) доварил основную часть простой алюминиевой проволокой! Её тоже тянет, но она более пластичная. Почему-то порядок фото наоборот прилепился.
-
Можно и так, только сваривать придется с обоих сторон, и поддув не забудь иначе обратный шов сгорит и экономия выйдет боком.
-
Чего греть-то? Думаю без проблем завариться. Я бы делал через полосу 10-15 мм и варил изнутри. Не забудь про поддув, он 50% успеха.
-
Дружественный сайт, очень рекомендую. http://www.chipmaker.ru/topic/33192/
-
Сварка велась без разборки узла? Там же всякие деталюшки, резинки, пластмаски. Как они пережили сварочный процесс? Я всегда разбираю и промываю узел перед сваркой иначе херня получается, по крайней мере у меня.
-
Константин, можно про прогрев подробности (может где почитать), а то одним электродом (2мм) и на 30А и на 100А. Тоже хочу совершенствоваться, поэтому и спрашиваю.
-
3 мм это от 80А база, и не обязательно Х разделка, алюм - это не сталь, текучесть совершенно другая.
-
Ну вот видишь, Алексей, совершенствуешься, молодец. Со сваркой так же, нельзя стоять на месте. Удачи и успехов!
-
Тут и комментировать нечего. Печалька.......
-
+100500 +100500+100500 СахКот, все что написано Вами в этом посте и выше - полностью поддерживаю. К сожалению профи уходят (по возрасту), а приходят "ладушки", не все такие к счастью. Есть ребята думающие и совершенствующиеся. Мастеру - уважуха. Чет тут нет смайла "с уважением".