Asples
-
Постов
53 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Asples
-
Так то любой из вариантов рассматриваю)) Просто у меня есть огромных размеров железо-тор метров 40 провода 16кв , мощные тиристоры, диоды, хотел сначала вообще собрать потом посмотрел цены на ВДУ, и счел идею крайне без перспективной, в моем случае сильно дешевле и проще купить б/у ВДУ, ну вот на ВДУ и зациклило)) Так то сейчас покопаюсь, посмотрю, подумаю, в итоге может и куплю Инверторный БУ. Просто на данный момент мне кажется что ВДУ это оптимально под мои задачи.
-
@SergDemin вот Вы меня на 100% правильно поняли)) Я как раз выше и указал что Может я не ясно выражаюсь, у меня есть бытовой ПА на 220в варит как 0.8 так и 1 им я сейчас варю все, и жестянку и в меру толстое. Хочу в дополнение к этому аппарату купить ВДУ только для сварки толстого, чтобы бытовой ПА не варил на пределе своих возможностей, и не уходил в защиту, да и катушку 15кг туда не запихать. А мелкого оставить только под проволоку 0.8/1.0 мм, можно конечно и на мелкого катушку перемотать с проволокой 1.2, но это ролик в ПА замени, кабель канал и наконечник замени, это времени занимает зачастую больше чем сам процесс сварки, так и получается что сидя паяя печку из железа 8мм, приходит сосед с жестянкой, мне на него времени 2 минуты потратить, а нужно вытащить проволоку 1.2 поставить 0.8 ему все заварить повторить в обратной последовательности, а так отвлекся соседу помог и дальше вари, я конечно утрирую но смысл думаю ясен)) Про разделку и то что можно варить в несколько проходов это я в курсе)) можно и двойкой электродом 20 мм заварить, только нужно ли? Это как с болгаркой, можно 125 лист 10мм распустить, или 230 пороги срезать)) а лучше наоборот, зачем себя и инструмент насиловать.
-
В пределах 40 т. р. Так то аппарат на 220 есть, и успешно им варю, кузовню и тонкий профиль, для толстого и ответственного ручник есть, варил бы ПА да жалко его, и дорого, хотя существенно быстрее. Я вот и хочу понять надо оно мне или не связываться и купить нормальный инверторный ПА, только ВДУ я смогу себе позволить сейчас и начать работать, а на нормальный 3х фазный ПА смогу себе позволить неизвестно когда))
-
Собственно вся затея ради этого и есть, проволоку часто 1.2 в 15 кг катушках можно в продаже найти по 100 рублей кг. Точно не могу сказать до каких толщин но 8мм - 10мм - 12мм точно. Сосуды под давлением вряд ли варить буду, но баки под воду, возможно котлы, печи и т.д. мангалы.
-
Всем привет. Назрел вопрос небольшой. Для сварки листового металла от 4 мм, хочу купить какой нибудь Б/У аппарат на подобии ВДУ 506С с подающим. Специально для сварки проволокой 1.2 мм в 15 кг катушках, которая часто попадается в объявлениях за небольшие деньги. Так как такой проволокой и подобного рода аппаратами не разу не варил. Интересует пару вопросов. 1) Варить без разницы в смеси или углекислоте? токи все таки будут несколько больше чем при сварке кузовщины. 2) Какого рода проблемы могут возникнуть при с Б/У аппаратом? Может он мне голову делать будет больше чем я на нем работать, и вообще это дурная затея? 3)Ремонтопригодность и доступность запчастей?
-
Я про этот миг160 http://www.grovers.ru/catalog/MIG-MAG-svarka/grovers_mig_160/ это не energy. Я не боюсь что мощности не хватит, я боюсь что на самых минимальных настройках аппарат прожигать будет
-
Подскажите пожалуйста, хочу приобрести ПА выбор стоит между гроверс МИГ 160 и гроверс МИГ 200p. приобретается для сварки тонкого металла, кузовщины в основном. Сравнив настройки, у 200P более низкий предел минимального сварочного напряжения и тока, 10В и 20А у МИГ 200P против, 13в и 50А у МИГ160 ,про подачу ни чего в документах нет, имеет ли смысл переплатить и взять МИГ 200P, или получится комфортно варить кузовщину МИГ 160, боюсь что минимальных настроек не хватит, функции MMA и TIG ни к чему. Опыта сварки полуавтоматом нет.
-
Наткнулся на сайт в котором есть несколько инженерных калькуляторов для расчета на прочность/прогиб конструкций в том числе из металла (фермы, балки и т.д.). Первый сайт на котором калькуляторы довольно понятны. Сайт: https://prostobuild.ru/ Может кому пригодится.
-
@Лепило, Вот буквально месяц назад сделал операцию на глаза, ФРК. Несколько отличается от Lasik. На работу вышел через через 10 дней. Про ограничения связные со спецификой профессии два врача сказали что ограничений нет, и можно работать как при любой другой профессии. Физические нагрузки, через три недели без ограничений. На контактные виды спорта период ограничений более длительный, нужно уточнять, а вообще можно. На операцию прям побежал, когда пришлось поработать над горячей металлической опалубкой для бетонных колон (сваркой закладные фиксировали) в 30 градусную жару, когда с тебя пот ручьями хлещет очки ну вообще не в тему, соскальзывают, и всячески мешают. Сейчас полет нормальный, зрение пока плавает, это свойственно такого рода операциям, до операции видел только первую строчку в таблице сейчас уже вижу 7-10 строк, когда как, зависит от того как глаза устали, должно через 3 месяца перестать прыгать и стать стабильным, думаю 1 не будет но 0.8 точно должно быть. Хотя выводы делать рано, маленький после операционный срок очень, через пол года видно будет
-
@Серега_Z, Тут это не грозит, яма с 2010г не всплыла. Хотя начал в искать информацию о ямах так начитался как они всплывают) @saper24, Натыкался на подобную смесь, она на основе цемента, мне кажется отлетит после затвердевания так как пол играет сильно. Ну поинтересоваться у них думаю стоит может есть какое решение.
-
Уважаемые форумчане кто ремонтом ям/кессонов занимается. проконсультируйте. Пришел тут на днях в гараж а в яме (закопанное металлическое корыто) сантиметров 20 воды. Не велика беда думаю, сейчас откачаю да заварю. Нашел от куда вода проникает, вроде победил вода ручьём не хлещет, сочится маленько, решил перекрыть все это дело пластинкой, начал варить пластину, и по периметру свищи эти как полезли, один свищ завариваю два появляются причем рядом со швом, не понятно или метал по шву лопает, или просто прогнил с низу раковинами. Просидел я в яме вообщем часов 5 со сварочным аппаратом. результат можно сказать нулевой. Думаю на следующий год дно полностью заменить, сверху лист металла положить и сантиметров на 25 от пола тоже. Каким герметиком можно замазать чтобы вода не сочилась. Для комфортного последующего ремонта. Подпор воды не плохой, струя сантиметров на 20 вверх бъет. Может кто еще что нибудь посоветует. Сейчас фонтанов нет, но с места сварки сочится вода помаленьку, плюнул доваривать уже не стал, бестолку.
-
Сегодня от куда-то всплыла вот такая поделка

-
Снабженцы купили кабель кг25 с непонятной изоляцией, кабелю около месяца. Пользуются мужики на армировании плит бетонных, в основном режут арматуру. Я поработав с таким кабелем 1 день, порвал его в 3х местах. По мимо изоляции еще очень жесткие жилы которые пружинят. Видел как они работали в последние дни, берет в охапку всю эту кучу тащит к месту по пути это дело за все цепляется и замыкает на каждом шагу, Даже не распутывает, так как сделать это невозможно, из за жестких жил, которые погнуты в некоторых местах, кабель просто не выпрямляется в ровную линию. Кабель поменяли на такой же, снабженцам сказали купить нормальный, ждем на сколько этого хватит.
-
Всем привет. Следующая ситуация, пытаюсь варить два листа нержавейки 0.8мм в стык вроде все получается, но иногда проморгаешь момент и получается прожог когда две кромки оплавляются по отдельности не сплавляясь в одну ванну. Такое происходит в том случае если есть есть небольшой зазор. В первую очередь интересует как правильно заварить прожог на такой толщине, техника, может дугу на присадке разжигать, как горелку держать правильно? А то пытался заварить только навалил вокруг гору. Может хитрость есть какая нибудь для сварки металла такой толщины с зазором? Может кто ссылку на видео подкинет! Поглядеть хочу. С выходных копаюсь чет ни чего подобного не могу найти.
-
Ну я же "Сварка" в кавычки взял)) А так тоже большую часть видео посмотрел. Иногда на такое наткнешься и диву даешь как люди умудрятся на коленке такие вещи делать.
-
"Сварка" алюминия в Нигерии. Мы тут сварочные аппараты за не малые деньги покупаем а оказывается вон как можно. Смотреть с 11:40 https://www.youtube.com/watch?v=dlGDhgYw65A#t=11m40s
-
@круазик, Гонял на кануне пару часов спицу вязальную таким образом)) Стал варить выветрилось все моментально). Присадку куплю да надо побольше погонять.
-
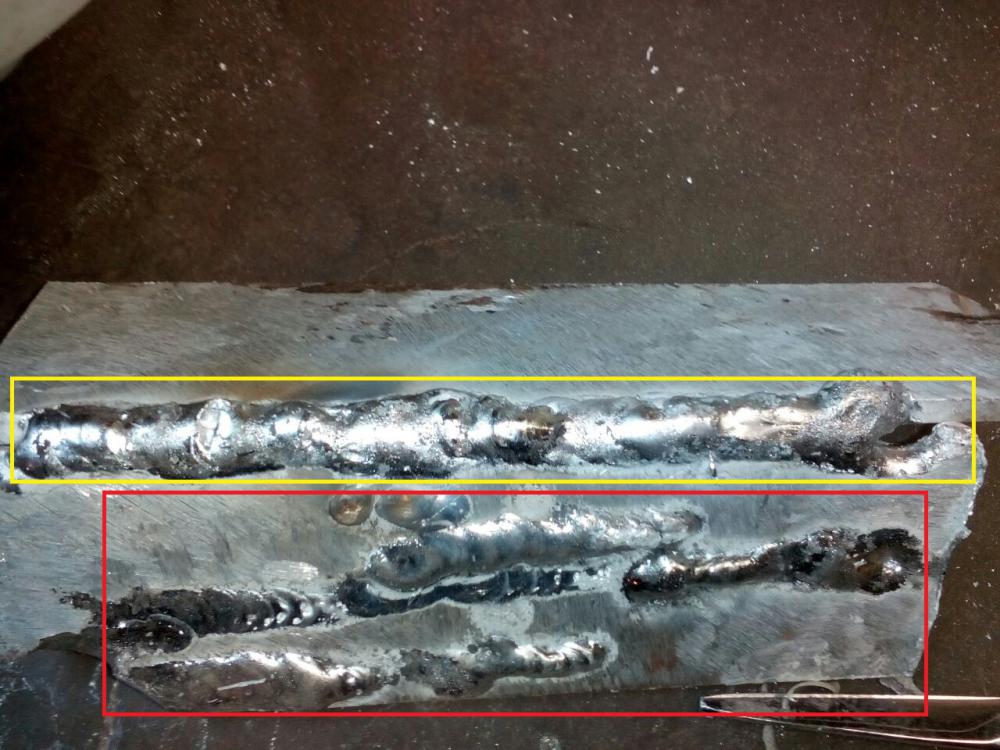
Всем привет. Неделю назад приехал аппарат для TIG сварки, пока все купил, аргон, расходомер шланги электроды, в итоге только сегодня попробовал, первый раз аргоновую горелку в руки взял. А так около 2х лет работаю сварщиком РДС, в основном варю профтрубу и всякий металлом рутиловыми электродами. Начитался что горелка грязная быть может, спирту нашел, чтобы промыть в случае чего. Чет думал что аргон плохой будет. и т.д. ожидал какой нибудь подляны но эта участь меня миновала. вроде все норм. Дуга на постоянке мягкая мягкая, тихая, не гари не копоти не брызг, как-то прям непривычно, 150 ампер не чувствуются, кажется гораздо меньше, после трансформаторного аппарата. В итоге вот что из этого вышло. Алюминий Шинка толщиной 4-5мм, зачищенная УШМ от краски. ток примерно 100 - 150. В качестве присадки кусок провода)) с присадками толком не разобрался, что попало брать не стал, решил попробовать на том что есть, уж сильно руки чесались. Насрал изрядно. Не привычный металл. В красном прямоугольнике просто пробовал как ведет себя метал. в желтом прямоугольнике попытался сварить угловой стык по наружному углу, получилось хреново но получилось На второй фотке (внутренний угол двух пластин) в зеленом прямоугольнике начало что-то получатся но кончилась присадка))) попытался доварить коротким куском. С чернухой получше, пластины 4-мм, присадка отбитый электрод, ок.46 2мм Разгладил, ванна управляемая, я в восторге)), подрез правда сильный по нижнему краю не видно на фотке. Вертикал. Нужно набивать руку, экспериментировать с режимами, учится управлять обоими руками одновременно, а то сосредотачиваешься на проволоке, забываешь про горелку, и наоборот. На следующей неделе добуду алюминия для тренировок и почитаю по присадкам, и куплю а то проводами да электродами как то не по феншую, хотя тренироваться думаю можно, электроды правда зараза уж очень быстро уходят, больно коротки. Совета какого-то конкретного не прошу, просто нахожусь под впечатлением и надо с кем то поделится)) Всем добра)
- 2 873 ответа
-
- 11
-

-
@Георгий 11, GROVERS WSME-200 AC/DC PULSED TIG, выше на пару сообщений писал))
-
Приехал ко мне Гроверс. Варить еще не пробовал но по первым ощущения сделан весьма добротно. Я счастлив, теперь буду постигать TIG сварку. Отдельную благодарность хочу выразить @tehsvar, за консультацию и помощь в приобретении.
-
спасибо за советы, много читал, еще больше думал, всю ночь аппараты эти снились, будь они не ладны, и в итоге решил заказать GROVERS WSME-200 AC/DC PULSED TIG . Ну не вызывают доверие Свароги(сундуки) почему-то. Гроверс несколько интереснее Сварогов, + педаль. + ток минимальный 5 ампер + частоту AC тока регулировать можно, + к напряжению в питающей сети не так чувствителен, если официальному сайту верить от 165 вольт работает хотя в руководстве написано 220+-15% + отзывы по форуму в целом положительные.
-
Здравствуйте. Созрел на приобретение TIG аппарата, Остановился на двух моделях "Сварог", E104 и E201 из за того что присутствует официальный сервисный центр в городе и аппараты можно купить в магазине здесь же. Опыта в TIG сварке не имею покупаю для обучения, с дальнейшей перспективой на приработок . Вроде в основном аппараты по функционалу похожи. Вот в пользу 201 минимальный ток 5А. А в пользу 104 возможность присоединить педаль. Почитав форум понял что для сварки тонкой нержавейки лучше 201 т.к. минимальный ток меньше. т.е получается что тонкостенную нержавейку 1 мм, или соты на радиаторе 104-м уже заварить не получится? Или можно но проблемно? И так ли сильно облегчает жизнь педаль? Может еще чет упустил? Что например можно сделать одним аппаратом то чего нельзя сделать другим.
-
Видел оградку, живу не далеко)) А универсальный сварочный аппарат 3в1 данной фирмы отказался работать в прошлом году при температуре -20 примерно, чтобы работать в цеху ставили его к печке))
-
@morgmail, Такой способ хорош когда конструкция заведомо ровная, а когда все кривое соосность ловить замучаешься, бывало и петли кривые попадались, что их в принципе не возможно выставить соосно пусть идеально ровная конструкция будет, с таким способом не нужно постоянно дергать дверь или воротину проверяя все ли ровно, и ни где ни чего не закусывает ли. достаточно покачать профиль и все станет понятно. Каждый способ можно применить в каком-то конкретном случае.