Andrew
-
Постов
2 926 -
Зарегистрирован
-
Посещение
-
Победитель дней
19
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Andrew
-
Электронно-лучевая сварка — сварка с высокой концентрацией теплоты, отличной защитой. Сущность процесса состоит в использовании кинетической энергии потока электронов, движущихся с высокими скоростями в вакууме. Для уменьшения потери кинетической энергии электронов за счет соударения с молекулами газов воздуха, а также для химической и тепловой защиты катода в электронной пушке создают вакуум порядка 10~4-10~6 мм рт. ст. Достоинства электронно-лучевой сварки Высокая концентрация ввода теплоты в изделие, которая выделяется не только на поверхности изделия, но и на некоторой глубине в объеме основного металла. Фокусировкой электронного луча можно получить пятно нагрева диаметром 0,0002-5 мм, что позволяет за один проход сваривать металлы толщиной от десятых долей миллиметра до 200 мм. В результате можно получить швы, в которых соотношение глубины провара к ширине до 20: 1 и более. Появляется возможность сварки тугоплавких металлов (вольфрама, тантала и др.), керамики и т. д. Уменьшение протяженности зоны,"термического влияния снижает вероят-ность рекристаллизации основного металла в этой зоне. Малое количество вводимой теплоты. Как правило, для получения равной глубины проплавления при электронно-лучевой сварке требуется вводить теплоты в 4-5 раз меньше, чем при дуговой. В результате резко снижаются коробления изделия. Отсутствие насыщения расплавленного и нагретого металла газами. Наоборот, в целом ряде случаев наблюдается Дегазация металла шва и повышение его пластических свойств. В результате достигается высокое качество сварных соединений на химически активных металлах и сплавах, таких как ниобий, Цирконий, титан, молибден и др. Хорошее качество электроннолучевой сварки достигается также на низкоуглеродистых, коррозионно-стойких сталях, меди и медных никелевых, алюминиевых сплавах. Проплавление при электронно-лучевой сварке обусловлено в основном давлением потока электронов, характером выделения теплоты в объеме твердого металла и реактивным давлением испаряющегося металла, вторичных и тепловых электронов и излучением. Возможна сварка непрерывным электронным лучом. Однако при сварке легкоиспаряющихся металлов (алюминия, магния и др.) эффективность электронного потока и количество выделяющейся в изделии теплоты уменьшаются вследствие потери энергии на ионизацию паров металлов. В этом случае целесообразно сварку вести импульсным электронным лучом с большой плотностью энергии и частотой импульсов 100-500 Гц. В результате повышается глубина проплавления. При правильной установке соотношения времени паузы и импульса можно сваривать очень тонкие листы. Благодаря теплоотводу во время пауз уменьшается протяженность зоны термического влияния. Однако при этом возможно образование подрезов, которые могут быть устранены сваркой колеблющимся или расфокусированным лучом. Основные параметры режима электронно-лучевой сварки — сила тока в луче, ускоряющее напряжение, скорость перемещения луча по поверхности изделия, продолжительность импульсов и пауз, точность фокусировки луча, величина вакуума. Для перемещения луча по поверхности изделия используют пере-мещение изделия или самого луча с помощью отклоняющей системы. Отклоняющая система позволяет осуществлять колебания луча вдоль и поперек шва или по более сложной траектории. Низковольтные установки используют при сварке металла толщиной свыше 0,5 мм для получения швов с отношением глубины к ширине до 8:1. Высоковольтные установки применяют при сварке более толстого металла с отношением глубины к ширине шва до 25: 1. Перед сваркой требуется точная сборка деталей (при толщине металла до 5 мм зазор не более 0,07 мм, при толщине до 20 мм зазор до 0,1 мм) и точное направление луча по оси стыка (отклонение не больше 0,2-0,3 мм). При увеличенных зазорах (для предупреждения подрезов) требуется дополнительный металл в виде технологических буртиков или присадочной проволоки. В последнем случае появляется возможность металлургического воздействия на металл шва. Изменяя величину зазора и количество дополнительного металла, можно довести долю присадочного металла в шве до 50%. Недостатки электронно-лучевой сварки: возможность образования несплавлений и полостей в корне шва на металлах с большой теплопроводностью и швах с большим отношением глубины к ширине; для создания вакуума в рабочей камере после загрузки изделий требуется длительное время.
-
Дуговая сварка порошковыми проволоками Сварка под флюсом, особенно полуавтоматическая, затруднена из-за невозможности точного направления электрода в разделку и наблюдения за образованием шва. При сварке в защитных газах надежность защиты может нарушаться из-за сквозняков, забрызгивания газовых сопл и т. п. В этих условиях применение порошковых проволок, сочетающих в себе положительные свойства открытых стальных электродов (защита, легирование и раскисление расплавленного металла), и механизированной сварки проволоками сплошного сечения (высокая производительность) представляет большие производственные преимущества, особенно монтажных условиях. Этому способствует и отсутствие газовой аппаратуры (баллонов, шлангов, газовых редукторов), флюса и флюсовой аппаратуры, усложняющих процесс сварки или повышающих его трудоемкость (засыпка и уборка флюса и др.). Возможность наблюдения при полуавтоматической сварке за направлением электрода в разделку, особенно при сварке с его поперечными колебаниями, а также за образованием шва — основные пре-имущества сварки порошковыми проволоками. Изменение состава наполнителя сердечника порошковой проволоки позволяет воздействовать на химический состав шва и технологические характеристики дуги. Сущность способа Конструкция порошковой проволоки определяет некоторые особенности ее расплавления дугой. Сердечник проволоки на 50-70% состоит из неметаллических материалов и поэтому его электросопротивление велико — в сотни раз больше, чем металлической оболочки. Поэтому практически весь сварочный ток проходит через металлическую оболочку, расплавляя ее. Плавление же сердечника, расположенного внутри металлической оболочки, происходит в основном за счет теплоизлуче-ния дуги и теплопередачи от расплавляющегося металла оболочки. Ввиду этого сердечник может выступать из оболочки, касаться ванны жидкого металла или переходить в нее частично в нерасплавленном состоянии. Это увеличивает засорение металла шва неметаллическими включениями. Техника сваркиОбычно порошковые проволоки используют для сварки шланговыми полуавтоматами. Ввиду возможности наблюдения за образованием шва техника сварки стыковых и угловых швов в различных соединениях практически не отличается от техники их сварки в защитных газах плавящимся электродом. Однако образование на поверхности сварочной ванны шлака, затекающего при некоторых условиях в зазор между кромками в передней части сварочной ванны, затрудняет провар корня шва. При многослойной сварке поверхность предыдущих слоев следует тщательно зачищать от шлака. Сварка порошковыми проволоками имеет свои недостатки. Малая жесткость трубчатой конструкции порошковой проволоки требует применения подающих механизмов с ограниченным усилием сжатия проволоки в подающих роликах. Выпуск проволоки в основном диаметром 2,6 мм и более, требуя применения для устойчивого горения дуги повышенных сварочных токов, позволяет использовать их для сварки только в нижнем и редко в вертикальном положении. Это объясняется тем, что образующаяся сварочная ванна повышенного объема, покрытая жидкотекучим шлаком, не удерживается в вертикальном и потолочном положениях силой поверхностного натяжения и давлением дуги. Наличие на поверхности сварочной ванны шлака, замедляя кристаллизацию расплавленного металла, также ухудшает условия образования шва в пространственных положениях, отличных от нижнего. Существенный недостаток порошковых проволок, сдерживающий их широкое промышленное применение, — повышенная вероятность образования в швах пор, вызываемая наличием пустот в проволоке. Кроме того, нерасплавившиеся компоненты сердечника, переходя в сварочную ванну, способствуют появлению газообразных продуктов. Диссоциация мрамора, окисление и восстановление углерода при нагреве и плавлении ферромарганца в сочетании с мрамором и другие процессы также могут привести к образованию в металле сварочной ванны газовой фазы. В результате этого в швах появляются внутренние и поверхностные поры. В этих условиях режим сварки (сила тока, напряжение, вылет электрода) оказывает большое влияние на возможность возникновения в швах пор. Повышает вероятность образования пор также влага, попавшая в наполнитель при хранении проволоки, а кроме того, смазка и ржавчина, следы которых имеются на металлической ленте. Порошковую проволоку можно использовать и при сварке в углекислом газе. Вероятность образования в швах пористости в этом случае снижается. В зависимости от состава наполнителя для сварки используют постоянный ток прямой или обратной полярности от источников с жесткой или крутопадающей характеристикой.

-
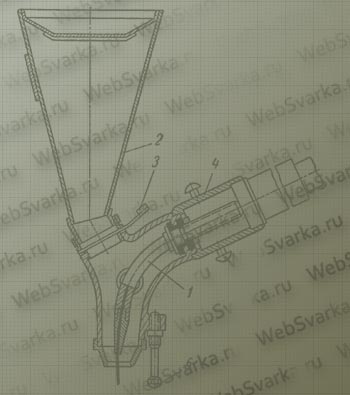
Полуавтоматическая дуговая сварка Для дуговой сварки плавящимся электродом различают автоматическую и полуавтоматическую сварку. Граница между ними довольно неопределенна. Собственно то, что достигнуто к настоящему времени, обычно не выходит за пределы частичной механизации процесса сварки, включающего две основные операции; подачу электрода в дугу по мере его плавления и перемещение дуги по линии сварки. Если механизированы обе операции, процесс считают автоматическим, если же только одна подача электрода, то полуавтоматическим. Автоматическая сварка не всегда осуществима и целесообразна. Она выгодна в массовом и серийном производстве изделий с достаточно длинными прямолинейными и круговыми швами. Огромное количество сварных изделий не удовлетворяет этим требованиям, и большой объем работ выполняется ручной сваркой. С давних пор наряду с автоматами создавались упрощенные приспособления, в той или иной степени уменьшавшие объем ручной работы. В связи с этим получила большое развитие шланговая полуавтоматическая сварка. Автоматический механизм шлангового полуавтомата, аналогичный обычным дуговым автоматам с электрическим приводом, проталкивает электродную проволоку из бухты в зону дуги через гибкий шланг и держатель-наконечник. Длина гибкого шланга может быть до 5 м. Сварщик, держа наконечник, вручную перемещает его вдоль шва. Первоначально шланговые полуавтоматы предназначались для сварки открытой дугой голой электродной проволокой диаметром 4-5 мм. Работа велась на малых сварочных токах. Вследствие значительного диаметра проволоки шланг был тяжелым, недостаточно гибким, неудобным в работе. Малые токи не позво-ляли значительно повысить производительность сварки по сравнению с ручной сваркой, поэтому шланговые полуавтоматы, хотя и были известны, не находили применения. Созданию практически пригодного шлангового полуавтомата способствовал переход к способу сварки под флюсом электродной проволокой малых диаметров, не превышающих 2-2,5 мм. Применение флюса позволило увеличить сварочный ток, что улучшило устойчивость дуги и резко повысило производительность сварки. С уменьшением диаметра проволоки снизился вес шланга и увеличилась его гибкость. Схема установки для шланговой полуавтоматической сварки типа ПШ-5, разработанной в Институте электросварки им. Е. О. Патона, показана на рисунке выше. Электродная проволока диаметром 1,6-2 мм, смотанная в бухту, находящуюся в коробке или кассете 1, проталкивается подающим механизмом 2 через гибкий шланг 3 в держатель 4, находящийся в руке сварщика. Сварочный ток подводится к держателю через гибкий шланг от сварочного трансформатора 5 с дроссельной катушкой. Включающая аппаратура и электроизмерительные приборы смонтированы в аппаратном ящике 6. Подающий механизм работает по принципу постоянной скорости подачи электродной проволоки. Подача производится асинхронным электродвигателем переменного трехфазного тока мощностью 0,1 кет через червячную и две цилиндрические пары зубчатых колес. Скорость подачи проволоки изменяется перестановкой зубчатых колес в пределах 80-600 м/ч. Через гибкий шланг сварочный ток подводится к держателю и электродная проволока подается в зону дуги. Для пропуска электродной проволоки внутри специального гибкого шланга находится гибкая стальная проволочная спираль, отделенная от токоведущей части шланга сдоем изоляции. Поверх спирали расположены гибкие медные провода, по которым поступает сварочный ток. В провода заложены два изолированных проводника для цепи управления. Токоведущая часть защищена хлопчатобумажной оплеткой и прочной резиновой изоляцией 6. Нормальная длина шланга 3,5 м. Шланг заканчивается держателем-наконечником. На держателе смонтирована воронка-бункер для флюса и кнопка для включения механизма полуавтомата и сварочного тока. Электродная проволока, пройдя гибкий шланг, поступает в наконечник и направляется в зону дуги. Сварочный ток по проводникам гибкого шланга поступает в держатель и по трущемуся о металл мундштука концу электродной проволоки направляется в зону дуги. Универсальный держатель ДШ-5 к шланговому полуавтомату состоит из изолированного от других частей криволинейного трубчатого мундштука 1, воронки для флюса 2 с заслонкой 3 и ручки 4, внутри которой смонтированы пусковая кнопка и присоединение шланга к держателю. Опорный костыль 5 или специальная насадка фиксируют расстояниемежду мундштуком и изделием и позволяют копировать конфигурацию шва. Существует целый набор специальных держателей к полуавтомату для сварки в труднодоступных местах, обварки труб и фланцев и пр. Флюс для сварки засыпается вручную в воронку держателя. Сварка полуавтоматом нормально производится на переменном токе, но иногда и на постоянном токе, например при работе в полевых условиях, при сварке тонкого металла и т. п. Полуавтомат рассчитан на проволоку диаметром 2 мм, ток 200-650 а и скорость сварки (перемещение дуги по шву) 15-40 м/ч. Может применяться проволока диаметром 1,6 мм при токах 150-450 а и проволока диаметром 1,2 мм при токах 100-170 А. Несмотря на сравнительно малые сварочные токи, при шланговой полуавтоматической сварке получается глубокое расплавление основного металла (до 10- 12 мм), что обеспечивает возможность сварки металла не только малых, но и больших толщин. Значительная глубина расплавления объясняется большой плотностью тока. Шланговые полуавтоматы часто оказываются выгоднее автоматической и ручной сварки. Они пригодны для сварки металла толщиной от 2-3 мм до самых больших толщин, встречающихся на практике, для сварки всех видов стыковых швов — одно- и двусторонних, со скосом и без скоса кромок, угловых швов в тавровом и нахлесточном соединениях, а также и прорезных швов. Шланговыми полуавтоматами можно выполнять не только сплошные, но и прерывистые швы; они успешно применяются как в заводских, так и в полевых условиях на открытом воздухе, например при сварке стыков трубопроводов, при сооружении строительных металлоконструкций, каркасов высотных зданий и т. д. Различие между автоматами и шланговыми полуавтоматами довольно условно. Установив неподвижно держатель полуавтомата и перемещая под ним изделие прямолинейно или вращая его, получают дуговой автомат. Существуют шланговые автоматы; в них проволока из шланга поступает не в ручной держатель, а в компактную самоходную сварочную головку, перемещающуюся по линии сварки.
-
Флюсы для автоматической дуговой электросварки Результаты сварки под флюсом сильно зависят от свойств и качества флюса. К флюсам для автоматической дуговой сварки предъявляются многочисленные и разнообразные требования. Флюс должен обеспечивать хорошее формирование наплавленного металла и сварного шва при высокой производительности сварки, надлежащие химический состав, структуру и высокую прочность наплавленного металла. В наплавленном металле не должно образовываться пор и в особенности трещин, устойчивость дуги должна быть достаточной, шлаковая корка должна легко удаляться с поверхности шва по окончании сварки. При плавлении флюса не должны выделяться в большом количестве вредные газы и дым, особенно при сварке в тесных помещениях, внутри котлов и резервуаров и т. п. Флюс не должен быть слишком гигроскопичным; зерна его должны иметь достаточную механическую прочность, допускающую многократную подачу флюса к месту сварки и уборку нерасплавившейся части флюса без чрезмерного дробления зерен и образования большого количества пыли, снижающей качество сварки. Флюс засыпается на место сварки толстым слоем, 50-60 мм. В процессе сварки расплавляется лишь 20% флюса, образующего шлаковую корку, остальная, не расплавившаяся часть флюса, должна быть убрана и затем снова использована при сварке. Современные флюсы для автоматической сварки разнообразны по назначению, составу и свойствам. Прежде всего флюсы можно разделить по способу изготовления на плавленые и неплавленые. Плавленые изготовляют сплавлением в печах; они представляют собой обычно более или менее сложные силикаты, по свойствам близкие к стеклам. В состав плавленых флюсов можно вводить лишь вещества, растворяющиеся в расплаве, не разлагающиеся и не улетучивающиеся при температуре выплавки флюсов; это в первую очередь окислы и галоидные соединения металлов. Роль плавленых флюсов ограничивается созданием шлаков, довольно пассивных в металлургическом отношении. Неплавленые флюсы представляют собой механические смеси порошкообразных и зернистых материалов. В них можно вводить любые вещества, независимо от их взаимной растворимости на устойчивости при высоких температурах: свободные металлы, ферросплавы, углеродистые вещества, карбонаты и т. д. Поэтому неплавленые флюсы позволяют интенсивно проводить различные металлургические процессы легирования, раскисления, модифицирования, создавать защитную газовую атмосферу в зоне сварки и т. д. и являются мощным средством управления металлургическими процессами при сварке и их регулирования. В настоящее время наша промышленность применяет преимущественно плавленые флюсы. После создания автором настоящей книги принципиально нового вида неплавленых флюсов, получивших название керамических, неплавленые флюсы находят все большее применение. Керамические флюсы начали применять и в других странах, в США они получили название «агломерированные». По характеру шлака различают флюсы кислые и основные. По содержанию во флюсах соединений марганца и кремния различают флюсы высоко- и низкомарганцовистые или соответственно кремнистые; по наличию или отсутствию фтора во флюсе — фтористые или бесфтористые и т. д. По назначению различают флюсы для сварки низкоуглеродистых сталей, легированных спецсталей, цветных металлов, для наплавочных работ и т. п. Плавленные флюсы Сварка под флюсом отличается следующими металлургическими особенностями. Исходный металл, основной и электродный, обычно отличается достаточной чистотой и вполне удовлетворительным химическим составом. В процессе сварки низкоуглеродистой стали наиболее сильно испаряется и выгорает марганец; наплавленный металл окисляется с образованием закиси железа FeO. Поэтому флюс должен быть хорошо раскислен и совместно с электродной проволокой пополнять содержание марганца в ванне. Но и совершенно раскисленный флюс, т. е. не содержащий высших окислов марганца и окислов железа, в условиях сварки вступает в химическое взаимодействие с расплавленным металлом. Наиболее важными реакциями являются восстановление окислов марганца и кремния флюса расплавленным железом, так называемый кремне- и марганцевосстановительный процесс:MnO + Fe = FeO + Mn и SiOa + 2Fe = 2FeO + Si, Эти реакции обогащают наплавленный металл кремнием и марганцем, но одновременно и закисью железа FeO, для удаления которой необходимо применять соответствующие меры, например поддерживать кислый характер шлака, что связывает FeO в силикат, нерастворимый в жидком металле. Повышение содержания марганца за счет плавленых флюсов практически никогда не бывает чрезмерным. Увеличение содержания кремния иногда превышает допустимые пределы, и приходится принимать меры к его снижению. Физические свойства флюса не менее важны, чем его химический состав. Температура плавления флюса, как правило, не должна превышать 1200° С. Вязкость флюса в расплавленном состоянии должна быть незначительной. В большинстве случаев лучшие результаты обеспечивают флюсы, дающие при расплавле-нии короткий шлак. Для уменьшения вязкости флюса и снижения его температуры плавления применяют специальные добавки: природный минерал — плавиковый шпат, по химическому составу представляющий собой почти чистый фтористый кальций CaF2. Однако при сварке он образует вредные газы, содержащие фтор, а также снижает устойчивость горения дуги. Применяемые плавленые флюсы имеют стеклообразный вид, аморфны, частицы их полупрозначны; называются они стекловидными, или «флюс-стекло»; насыпной вес 1,5-1,8 г/см3. Иногда применяется пемзовидный флюс, или «флюс-пемза», имеющий насыпной вес 0,6-0,9 г/см3 и состоящий из непрозрачных мелкопористых частиц. Грануляция флюсов", т. е. размеры зерен, в разных случаях колеблется от 0,5 до 3 мм. Чаще всего применяемые плавленые флюсы представляют собой искусственные силикаты, выплавляемые в печах, имеют слабо кислый характер и, по содержанию закиси марганца, относятся к высокомарганцовистым. Во флюсе различают основу, добавки, примеси и загрязнения. Основой флюса являются обычно двойной или тройной силикат закиси марганца, окиси кальция, окиси магния, алюминия и т. длS. качестве добавки, снижающей температуру плавления и вязкость-, чаще всего используется плавиковый шпат. Из примесей и загрязнений, попадающих во флюс вместе с исходными материалами и топливом, а также из футеровки печей, наиболее важны закись железа, окись алюминия А12О3, сера и фосфор. Все эти примеси и загрязнения вредны для флюса, и их предельное содержание ограничивается техническими условиями. Составы плавленых флюсов в процентах для автоматической дуговой сварки низкоуглеродистой стали электродной проволокой Св-08 или Св-08А по ГОСТу 2246-60. Флюсы производятся нашей промышленностью в больших количествах и являются наиболее распространенными; они относятся к высокомарганцовистым. Безмарганцовистые флюсы при сварке низкоуглеродистой стали в настоящее время не применяются. Получить удовлетворительные результаты сварки низкоуглеродистой стали под среднемарганцовистыми флюсами можно лишь пользуясь специальной электродной проволокой с повышенным содержанием марганца. Применение среднемарганцовистых флюсов весьма незначительно. Одним из лучших и широко применяемых в нашей промышленности является высокомарганцовистый флюс ОСЦ-45, разработанный К. В. Любавским. Это силикат марганца MnOSiO2, к которому для снижения температуры плавления и вязкости и для улучшения технологических свойств добавлен при выплавке фто-ристый кальций (остальное случайные примеси и загрязнения). Флюс обладает высокой жидкотекучестью и малой вязкостью при температуре плавления стали. Вследствие высокого содержания закиси марганца этот флюс можно применять при сварке низкоуглеродистых сталей стандартной низкоуглеродистой электродной проволокой; при этом швы получаются высокого качества. Флюс ОСЦ-45 менее чувствителен, чем другие плавленые флюсы, к отклонениям в химическом составе основного металла, электродной проволоки и самого флюса, а также к ржавчине, содержащейся на поверхности основного металла, что практически очень ценно. * К недостаткам флюса можно отнести высокое содержание фтора, могущее вызвать отравление работающих при сварке в замкнутых пространствах (внутри котлов, резервуаров и т. п.), и также снижающее устойчивость дуги. Флюс АН-348, разработанный в Институте электросварки им. Е. О. Патона, обеспечивает несколько большую устойчивость дуги по сравнению с флюсом ОСЦ-45. Еще выше устойчивость дуги при сварке под флюсом АН-348-А, выделяющем также меньше вредных газов при работе ввиду пониженного содержания. CaF2. Флюсы ОСЦ-45 и АН-348 производятся промышленностью в больших количествах. Плавленые флюсы производятся следующим путем. Составные части флюса — марганцевая руда, кварцевый песок, плавиковый шпат и т. д. — смешивают в измельченном состоянии в нужном соотношении и загружают в плавильную печь (электрическую дуговую или стеклоплавильную пламенную). По расплавлении шихты и получении однородности жидкий продукт при температуре около 1400° С впускается тонкой струей в грануляционный бак с проточной водой, где распадается на отдельные зерна и затвердевает в аморфной стекловидной форме без кристаллизации. Затем флюс сушат, дробят на вальцах и пропускают через два сита, имеющие, например, первое 16 отверстий на 1 см2, а второе 600 отверстий на 1 см2. Остаток на втором сите представляет собой готовый продукт; остаток на первом сите поступает на повторное дробление. Материал, прошедший через второе сито, идет в шихту для последующих плавок. Химический состав готового флюса должен соответствовать установленному техническими условиями, что проверяется анализом проб. Керамические неплавленные флюсы Главной особенностью керамических флюсов является способ их изготовления, во многом сходный со способом изготовления качественных покрытий электродов для ручной сварки, описанным выше. Составные части флюса тонко измельчаются, смешиваются в нужных соотношениях и замешиваются на водном растворе жидкого стекла в густую пасту, как для покрытия электродов способом опрессовки. Сырая масса гранулируется, т. е. превращается в зерна размером 1-3 мм, затем подсушивается, прокаливается 2 ч при температуре 300-400° С для удаления остатков влаги и повышения механической прочности зерен за счет реакции схватывания жидкого стекла с частицами флюса. Прокаливанием заканчивается изготовление керамического флюса, не требующего плавильных печей и больших затрат горючего или электроэнергии на процесс плавления Средний насыпной вес керамических флюсов около 1,0 г/см3. Каждое зерно керамического флюса состоит из многих тысяч мелких частиц, смешанных в надлежащих соотношениях и прочно скрепленных. Керамические флюсы не имеют тех основных недостатков, которые присущи обычным неплавленым флюсам. Механически прочные зерна необходимого размера обеспечивают достаточную газопроницаемость слоя флюса и не выдуваются газами дуги. Прочное склеивание частиц устраняет возможность сепарации и сегрегации отдельных частиц и изменения состава флюса при подаче в зону сварки и уборке, что является одним из главных недостатков неплавленых флюсов. Тонкое измельчение составных частей обеспечивает их полное сплавление и протекание металлургических реакций, как и в электродных покрытиях. К недостаткам керамических флюсов по сравнению с плавлеными относится меньшая механическая прочность и большая гигроскопичность зерен флюса. Керамические флюсы открыли новые возможности для автоматической дуговой сварки и значительно расширили область ее применения. Для создания шлака в состав керамических флюсов вводятся различные минеральные вещества. Принципиальным, очень важным преимуществом керамических флюсов является возможность введения в них веществ, разлагающихся при высоких температурах с образованием газов, защищающих зону сварки. Для этой цели вводят карбонат кальция СаСО3 в форме мрамора, разлагающийся при высоких температурах с образованием двуокиси углерода. В процессе сварки особенно важно раскисление металла. Для этой цели в керамические флюсы вводят такие сильные раскислители, как металлические титан, кремний, иногда алюминий. При этом часто попутно удается удалить большую часть серы, снизив ее содержание до нескольких тысячных долей процента, для чего шлаку придается основной характер за счет повышения содержания в нем окиси кальция СаО. Керамические флюсы открывают широкие возможности легирования наплавленного металла через флюс для придания наплавленному металлу особых свойств. Керамические флюсы сокращают потребление дорогой легированной сварочной проволоки; в большинстве случаев достаточно легирования через флюс с применением дешевой низкоуглеродистой проволоки Св-08. Легирование возможно осуществлять всеми элементами, в том числе углеродом, что сложно в других случаях. Керамические флюсы позволяют модифицировать наплавленный металл, т. е. улучшать его структуру. Наплавленный металл при затвердевании в процессе первичной кристаллизации часто приобретает крупнозернистую дендритную структуру, в форме длинных кристаллов, вытянутых в направлении отвода тепла при затвердевании, нормально к поверхностям охлаждения. В область встречи дендритов, растущих от противоположных сторон ванны, вытесняются загрязнения металла, в связи с чем прочность металла здесь снижается, легко образуются горячие трещины; область получила название «зона слабины» а самое явление стыка дендритов называется транскристаллизацией. Наступающая при дальнейшем охлаждении стали вторичная кристаллизация, вызываемая распадом аустенита, часто маскирует и делает малозаметной первичную дендритную структуру, которая может быть выявлена лишь специальным глубоким травлением. В неудовлетворительной первичной структуре часто кроется причина пониженных механических свойств наплавленного металла. Модификацией уничтожается дендритная структура, уже в процессе первичной кристаллизации металл затвердевает с образованием равноосных мелких зерен. Такой металл обладает высокими механическими свойствами. Для модификации пригодны мельчайшие неметаллические включения, служащие центрами кристаллизации, и поверхностно-активные вещества, меняющие поверхностное натяжение металла. Хорошим модификатором в условиях сварки является титан. Модификация осуществляется при сварке электродами с качественным покрытием и под керамическими флюсами. При сварке под плавлеными флюсами модификация обычно выражена слабо, когда модификатор, например титан, вводится в состав электродной проволоки. Интенсивная модификация металла с получением мелкозернистой равноосной структуры при первичной кристаллизации является преимуществом керамических флюсов. Необходимые элементы для раскисления, легирования и модифицирования металла обычно вводят в керамические флюсы, как и в электродные покрытия, в виде ферросплавов. Преимуществом керамических флюсов для сварки низкоуглеродистых сталей является малая чувствительность к ржавчине и различным загрязнениям поверхности металла, что позволяет снизить требования к очистке поверхности, проводить сварку на открытом воздухе в сырую погоду; при этом получается плотный металл без пор с высокими показателями механических свойств. Для сварки низко- и среднелегированных конструкционных сталей высокой прочности разработана серия специальных керамических флюсов для производства ответственных изделий. Керамические флюсы также применяются для сварки высоколегированных сталей, например для аустенитных хромоникелевых нержавеющих и жароупорных сталей. В этом случае необходима уже легированная аустенитная проволока. Керамический флюс производит лишь необходимое дополнительное легирование. При сварке нержавеющих сталей достигается высокая стойкость зоны сварки против межкристаллитной коррозии. Известно успешное применение керамических флюсов для сварки меди, никеля и их сплавов для наплавочных работ — автоматическая и полуавтоматическая наплавка производится низкоуглеродистой сварочной проволокой с применением легирующих керамических флюсов, содержащих повышенное количество ферросплавов. В настоящее время организовано промышленное производство керамических флюсов; в Днепропетровске построен мощный механизированный цех, выпускающий эти флюсы.
-
Автоматическая сварка под флюсом Создание автоматической дугой сварки под флюсом является крупнейшим достижением современной сварочной техники. Первоначальная идея способа сварки под флюсом принадлежит изобретателю способа дуговой сварки Н. Г. Славянову. В качестве флюса он применял дробленое оконное стекло. Создание промышленного способа автоматической сварки под флюсом и внедрение его в производство в нашей стране неразрывно связано с именем академика Е. О. Патона. В результате многолетней упорной работы коллектива Института электросварки им. Е. О. Патона создана технология сварки под флюсом, разработаны составы и методы изготовления флюсов, созданы оригинальные конструкции автоматов. В развитии способа автоматической сварки под флюсом деятельное участие принимали и принимают коллективы многих заводов, исследовательских институтов и лабораторий нашей страны. Развитие автоматической сварки под флюсом изменило представление о масштабах и возможностях автоматизации процесса дуговой сварки. В ряде производств в настоящее время автоматическая сварка почти полностью вытеснила ручную сварку. При сварке под флюсом сварочная дуга между концом электрода и изделием горит под слоем сыпучего вещества, называемого флюсом. На рисунке схематически показан процесс сварки под флюсом. Голая электродная проволока 1 с катушки 2 подается в зону дуги автоматом 3. Впереди автомата из бункера 5 по трубке 4 на изделие подается флюс 8, остаток которого, не использованный при сварке, пневматически отсасывается обратно в бункер по трубке 6. Расплавленная и затвердевшая часть образует на шве толстую шлаковую корку 7. На рисунке изображен продольный разрез зоны сварки под флюсом, где 1 — электрод, 2 — газовый пузырь, 3 — сыпучий флюс, 4 — ванна жидкого металла. Флюс насыпается слоем толщиной 50-60 мм; дуга утоплена в массе флюса и горит в жидкой среде расплавленного флюса, в газовом пузыре, образуемом газами и парами, непрерывно создаваемыми дугой. При среднем насыпном весе флюса около 1,5 г/см9 статическое давление слоя флюса на жидкий металл составляет 7-9 г/см2. Этого незначительного давления, как показывает опыт, достаточно, чтобы устранить нежелательные механические воздействия дуги на ванну жидкого металла, разбрызгивание жидкого металла и нарушение формирования шва даже при очень больших токах. В то время как при открытой дуге механическое воздействие цуги на ванну жидкого металла делает практически невозможной сварку при силе тока выше 500-600 а вследствие разбрызгивания металла и нарушения правильного формирования шва, погружение дуги во флюс дало возможность увеличить применяемые токи в среднем до 1000-2000 а и максимально до 3000-4000 п. Таким образом, появилась возможность при сварке под флюсом повысить сварочный ток в 6-8 раз по сравнению с открытой дугой с сохранением высокого качества сварки и отличного формирования шва. Производительность сварки при этом растет значительно быстрее увеличения тока, меняется самый характер образования шва. Маломощная открытая дуга лишь незначительно расплавляет кромки шва, который образуется главным образом за счет расплавленного электродного металла, заполняющего разделку кромок. Мощная закрытая дуга под флюсом глубоко расплавляет основной металл, позволяет уменьшить разделку кромок под сварку, а часто и совсем обойтись без разделки. Снижается доля участия электродного металла в образовании шва; в среднем наплавленный металл образуется на 2/3 за счет расплавления основного металла и лишь на х/3 за счет электродного металла. Производительность сварки, определяемая числом метров шва за час горения дуги, при сварке под флюсом значительно выше (до 10 раз), чем при сварке открытой дугой на одинаковых сварочных токах. Таким образом, производительность сварки под флюсом возрастает как за счет увеличения сварочного тока, так и за счет лучшего его использования. Возможность резкого увеличения силы сварочного тока составляет главное, неоценимое преимущество сварки под флюсом. Заключение дуги в газовый пузырь со стенками из жидкого флюса практически сводит к нулю потери металла на угар и разбрызгивание, суммарная величина которых не превышает 2% веса расплавленного электродного металла. Сварные швы получаются равномерного и очень высокого качества. Отсутствие потерь на угар и разбрызгивание и уменьшение доли электродного металла в обра-зовании шва позволяют весьма значительно экономить расход электродной проволоки. Лучшее использование тока заметно экономит расход электроэнергии. Так как дуга горит невидимо под толстым слоем флюса, не требуется защиты глаз работающих. К недостаткам сварки под флюсом можно отнести невидимость места сварки, закрытого толстым слоем флюса, и довольно значительные расход и стоимость флюса. Невидимость места сварки повышает требования к точности подготовки и сборки изделия под сварку, затрудняет сварку швов сложной конфигурации. Расход флюса по весу в среднем равняется весу израсходованной проволоки, и стоимость его оказывает существенное влияние на общую стоимость сварки. Применение для сварки под флюсом дуговых автоматов особых осложнений не вызывает, дуга под флюсом обычно устойчивее открытой дуги. Переход на сварку под флюсом потребовал лишь увеличения сварочных токов и соответственного увеличения размеров и усиления конструкции автоматов. Сварка под флюсом в большинстве случаев ведется на токе высоких плотностей, поэтому широко применяются автоматы с постоянной скоростью подачи электродной проволоки.
-
Установки для автоматической дуговой сварки Для осуществления процесса сварки недостаточно одного автомата, требуется еще ряд дополнительных устройств, образующих шесте с одним или несколькими дуговыми автоматами комплектую установку для автоматической дуговой сварки. Эти устройства и механизмы могут быть весьма разнообразны, в зависимости от конфигурации и размеров изделия, характера производства и т. д. В первую очередь следует отметить механизмы перемещения дуги вдоль шва, затем механизмы регулирования и установочных перемещений автомата и изделия. Часто существенное значение имеют транспортные приспособления для укладки, поворачивания и перемещения изделий. Кроме того, необходимы электрические измерительные и регулировочные приборы, подводка электрического тока, флюсовая аппаратура и разные специальные устройства. Необходим источник тока, питающий автоматическую установку с относящейся к нему аппаратурой; чаще всего это — однофазный сварочный трансформатор. Установки для автоматической дуговой сварки могут быть классифицированы по различным признакам, в первую очередь по форме свариваемых швов, которые могут быть прямолинейными, круговыми и криволинейными. Далее можно отличать универсальные установки, пригодные без переделки для сварки различных изделий или различных форм швов, и специализированные установки, предназначенные для менее широкого круга изделий или только для одной формы сварных швов. Высокой степенью универсальности обычно обладают установки со сварочными тракторами. Установки могут быть стационарными, к которым подводятся изделия, подлежащие сварке, и передвижными или переносными, которые подводят к неподвижному изделию, что удобно и единственно возможно для громоздких изделий (корпусов судов). Особенно высокой портативностью отличаются сварочные тракторы. Перемещение дуги может осуществляться движением как автомата, так и изделия, в особенности при сварке круговых швов; В автоматических сварочных установках важную роль играют устройства для перемещения и поворота изделия с целью постановки швов в наиболее удобное для сварки положение, в особенности для угловых швов «в лодочку», или же для вращения изделия с заданной равномерной скоростью при сварке круговых швов. Дуговые автоматы обычно питаются сварочным током от сварочных трансформаторов. При небольшом сварочном токе достаточны стандартные сварочные трансформаторы, обычно применяемые для ручной дуговой сварки. Для более значительных токов, требующихся обычно при сварке под флюсом, применяют более мощные сварочные трансформаторы, на 1000 и 2000 A. При отсутствии мощных трансформаторов можно применить параллельное соединение нескольких менее мощных трансформаторов. При автоматической дуговой сварке токи обычно настолько велики, что характеристика дуги становится возрастающей, т. е. ее напряжение повышается с увеличением силы тока. Это обстоятельство и особенности саморегулирования дуги при постоянной скорости подачи электрода делают возможным питание дуги от источников тока с жесткими или возрастающими характеристиками.
-
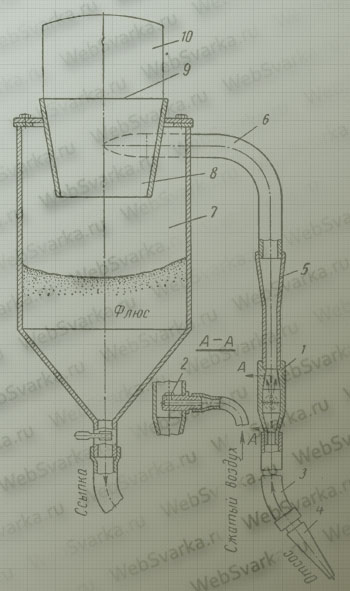
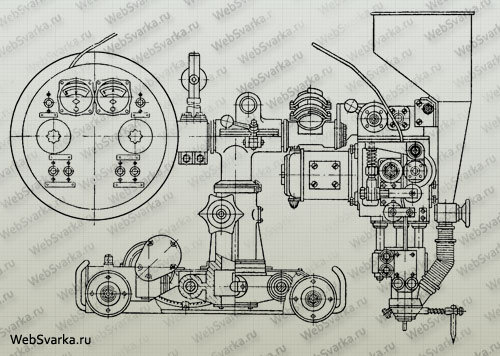
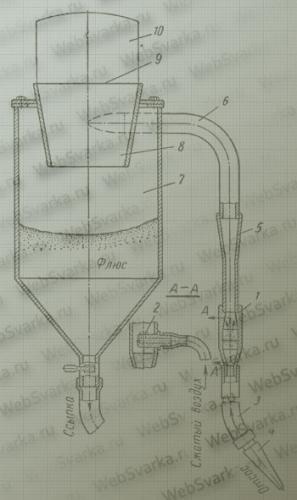
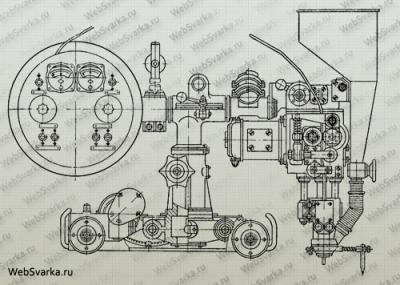
Флюсовая аппаратура При автоматической дуговой сварке под слоем флюса появляются операции засыпки флюса в шов перед сваркой и уборки его по окончании сварки, так как в шлаковую корку переплавляется лишь около 20% засыпанного флюса, остальное количество может быть использовано повторно. Ручная подача и уборка флюса отнимают много времени и поэтому неприемлемы в современных высокомеханизированных автоматических установках. Для уборки нерасплавленного флюса пользуются пневматическими установками — флюсоаппаратами, засасывающими флюс в шланг, в котором создается вакуум. Флюсоаппарат может работать от индивидуального вакуум-насоса с приводным электродвигателем или от заводской сети сжатого воздуха, приводящего в действие эжектор флюсоаппарата. В настоящее время в нашей промышленности почти исключительно применяются весьма простые по устройству и надежные в работе флюсоаппараты, действующие от сети сжатого воздуха. Основой флюсоаппаратов этого типа является, воздушный эжектор. Под действием струи сжатого воздуха, выходящего из сопла эжектора с большой скоростью, в камере эжектора создается разрежение в несколько сотен миллиметров водяного столба, благодаря которому происходит засасывание флюса вместе с всасываемым в камеру наружным воздухом. Устройство флюсоаппарата смешанного действия, позволяющее одновременно отсасывать и засыпать флюс, и осуществлять непрерывную его циркуляцию, показано на рис. 88. Сжатый воздух из сети поступает с большой скоростью в камеру 1 эжектора через сопло 2 и создает разрежение в шланге 3, всасывающем флюс с наружным воздухом через сосун 4. Скорость движения воздуха во всасывающей части подобрана таким образом (- 20 м/сек), что частицы флюса находятся во взвешенном состоянии и движутся вместе со струей воздуха. В камере 1 эжектора засосанные частицы флюса подхватываются струей воздуха, выходящего из сопла 2 эжектора; таким образом, общая скорость перемещения смеси воздуха с флюсом значительно возрастает. При прохождении струи через постепенно расширяющийся диффузор 5 скорость ее плавно понижается, а после поступления в бункер 7 тангенциально по изогнутой трубе 6 скорость резко падает. В результате этого происходит сепарация смеси, т. е. частицы флюса более не удерживаются воздухом и падают на дно бункера, а воздух, освобожденный от флюса, выбрасывается в окружающую атмосферу. Для улучшения сепарации флюса в крышке бункера установлен циклон 8 в виде открытого снизу усеченного конуса, вызывающий завихрение и резкое изменение направления потока воздуха, что улучшает отделение частиц флюса. Выходное отверстие 9 циклона закрыто колпаком 10 из фильтрующей материи, задерживающим пыль, не осевшую в бункере, и очищающим воздух, выбрасываемый из флюсоаппарата. В бункере 7 имеется небольшое избыточное давление воздуха, благодаря чему при открытии задвижки на ссыпной трубе начинается подача флюса в шов одновременно со всасыванием флюса эжектором по шлангу 3. Нормальный флюсоаппарат может отсасывать до 500 л/ч флюса, при наибольшей высоте всасывания до 4 м; расход сжатого воздуха, приведенный к атмосферному давлению 20-50 мА/ч,зависимости от производительности флюсоаппарата и высоты всасывания. Флюсоаппараты могут быть передвижными или стационарными и могут быть установлены отдельно от автомата или смонтированы с автоматом. На рис. показан автомат АБС со смонтированным на нем флюсоаппаратом.
-
Автоматы АДС В этом автомате непрерывного действия скорость подачи электродной проволоки плавно изменяется в зависимости от напряжения дуги. Автомат обычно применяется для сварки под флюсом дугой переменного тока. Питание дуги производится от сварочного трансформатора ТС через дроссельный регулятор PC, приводного электродвигателя автомата ДГ постоянного тока от вспомогательного управляющего агрегата, состоящего из электродвигателя трехфазного тока ДА и непосредственно соединенных с ним генераторов постоянного тока ГГ и ГК. Генератор ГГ питает электродвигатель автомата ДГ, а генератор ГК — электродвигатель каретки ДК, служащий для перемещения дуги вдоль шва. Для питания постоянным током обмоток возбуждения генераторов и электродвигателей постоянного тока служат два статических двухполупериодных выпрямителя ВДВ и ВНВ. Двигатели ДГ и ДК имеют независимое возбуждение; их обмотки возбуждения питаются от сети переменного тока через понижающий трансформатор ТПВ и выпрямитель ВНВ. Якорь двигателя ДГ питается током от вспомогательного генератора автомата ГГ. Обмотки независимого возбуждения генератора ГГ включены дифференциально навстречу друг другу и создают результирующую магнитодвижущую силу, равную разности магнитодвижущих сил обеих обмоток. Обмотка ГГ1 питается от выпрямителя ВНВ через потенциометр РИД постоянным напряжением; ток в этой обмотке и ее магнитодвижущая сила Aw1 постоянны и не зависят от состояния сварочной цепи. Вторая обмотка возбу-ждения ГГ2 питается от напряжения дуги через выпрямитель ВДВ. Ток в обмотке и ее магнитодвижущая сила Аw2 пропорциональны напряжению сварочной дуги.Результирующая магнитодвижущая сила обмотки генератора Aw равнаAw = Aw1 — A w2,причем эта разность может быть как больше, гак и меньше нуля, т. е. генератор может перемагничиваться и его электродвижущая сила может менять не только величину, но и знак. При данной схеме число оборотов двигателя автомата ДГ пропорционально напряжению управляющего генератора, и направление его вращения меняется при изменении полярности зажимов генератора. При нормальном напряжении дуги генератор ГГ развивает напряжение, обеспечивающее подачу электродной проволоки мотором ДГ со скоростью, равной скорости ее плавления; с увеличением или уменьшением напряжения дуги соответственно увеличивается или уменьшается скорость подачи проволоки. При значительном уменьшении напряжения дуги, например при коротком замыкании, происходит реверсирование мотора ДГ и удаление конца электродной проволоки от изделия, так что зажигание дуги производится автоматически. Кроме двух обмоток независимого возбуждения, управляющий генератор ГГ имеет еще третью, сериесную обмотку самовозбуждения ГГЗ. Третья обмотка создает Аw 3, по величине пропорциональную току генератора, а по направлению совпадающую с результирующей Aw обмоток независимого возбуждения. Наличие третьей сериесной обмотки возбуждения ГГЗ улучшает динамические свойства автомата, ускоряя изменения скорости подачи проволоки при изменениях длины сварочной дуги. Генератор ГК питает электродвигатель перемещения дуги ДК, работающий с постоянной скоростью, регулируемой потенциометром РСК; направление перемещения меняется переключением направления тока, питающего якорь электродвигателя ДК. Обычно автомат АДС-1000-2 выполняют в виде сварочного трактора с двумя электродвигателями. Электродвигатель ДГ подает проволоку, а электродвигатель ДК перемещает самоходную каретку трактора. Автомат АДС-1000-2 предназначен для сварки под флюсом токами до 1200 а проволокой диаметром 3-6 мм. Трактор без флюса и электродной проволоки весит около 60 кг. Автоматы с постоянной скоростью подачи электрода При достаточных скоростях плавления электродной проволоки возможна удовлетворительная работа дугового автомата при постоянной скорости подачи электродной проволоки без применения каких-либо автоматических механизмов для регулирования процесса сварки. Оригинальная идея использования подобного автомата, требующего минимального ухода и обслуживания, принадлежит Институту электросварки им. Е. О. Патона; институт разработал целую серию автоматов для сварки под флюсом токами до 3000 а. Конструкции автоматов отличаются простотой: трехфазный асинхронный электродвигатель с постоянным числом оборотов через коробку передач приводит во вращение ролик, подающий электродную проволоку. Скорость подачи проволоки изменяется сменой передаточных зубчатых колес. Таким же образом регули-руется скорость перемещения по шву у самоходных автоматов и сварочных тракторов. Автоматы снабжены дополнительными устройствами: для правки электродной проволоки, поворота, наклона и точной установки автомата над швом, указателями и копирами, корректирующими положение конца электрода относительно оси шва. Автоматы с постоянной скоростью подают проволоку все время в направлении к изделию, зажигание дуги производится кратковременным пуском электродвигателя автомата в обратную сторону. После зажигания дуги электродвигатель автомата переключается на подачу электродной проволоки к изделию и вследствие саморегулирования сварочной дуги быстро устанавливается нормальная работа автомата. В конце сварного шва выключается механизм перемещения дуги и автомат, подающий электродную проволоку; сварочный ток не выключается, и дуга продолжает гореть до естественного обрыва вследствие ее удлинения. Таким образом заваривается конечный кратер. Управляют автоматом обычно через установленный в удобном месте кнопочный пульт управления с кнопками «Пуск», «Стоп», «Вверх», «Вниз». Автоматы с постоянной скоростью подачи электрода наиболее распространены вследствие простоты устройства и. надежности в работе. Рассмотрим для примера универсальный дуговой автомат АБС, применяемый на многих заводах. Автомат состоит из трех комплектов. Комплект А — подвесная сварочная головка, или собственно автомат, подает электродную проволоку и зажигает дугу, он включает асинхронный трехфазный приводной электродвигатель (0,1 кит, 1450 об/мин), редуктор, ведущие и правильные ролики, токоподводящий мундштук. На автомате смонтирован и кнопочный пульт управления. Комплект Б включает подъемный механизм, позволяющий перемещать автомат по высоте, флюсоаппарат, подающий и отсасывающий флюс, с бункером для флюса и катушку (барабан) для электродной проволоки. Комплект С — самоходная тележка велосипедного типа с отдельным приводным электродвигателем для перемещения. автомата по рельсовому пути из двух швеллеров, лежащих в одной вертикальной плоскости. Сдвоенный пульт управления состоит из трехкнопочного пульта управления и двухкнопочного пульта передвижения тележки. Автомат нормально работает с постоянной скоростью подачи тележки. Регулирование скорости подачи и перемещения тележки производится сменой шестерен. Автомат работает проволокой диаметром 2-6 мм при постоянном или переменном сварочном токе до 1500 а. Автомат может иметь разносторонние применения. Один комплект А представляет собой простейшую подвесную автоматическую сварочную головку. Комплект АБ образует головку, укомплектованную флюсоаппаратом и механизмом подъема, что упрощает настройку автомата при сварке. Комплект АБС — это самоходный автомат с перемещением его по рельсовому пути. Вес автомата без проволоки и флюса 160 кг. Сварочные тракторы конструкции Института электросварки им. Е. О. Патона имеют общий электродвигатель, приводящий в движение одновременно как ролики, подающие проволоки, так и бегунки самоходного механизма, перемещающие трактор. Благодаря наличию лишь одного электродвигателя, удачной конструкции и использованию легких сплавов вес тракторов снижен и их габаритные размеры значительно уменьшены. Сварочный трактор ТС-17-М, рассчитанный на сварочный ток до 1200 A, — один из наиболее распространенных дуговых автоматов в промышленности, он весьма универсален, имеет разнообразные области применения, которые расширяются возможностью присоединения специальных узлов. Трактор ТС-17 может работать на постоянном и переменном токе, проволокой диаметром 1,6-5 мм, на сварке стыковых и угловых швов, наклонным электродом, и в положении «в лодочку» при скоростях сварки 16- 126 м/ч. Автомат работает при постоянной скорости подачи, устанавливаемой, как и скорости перемещения, сменой шестерен. Трактор имеет один общий электродвигатель, приводящий механизмы подачи проволоки и перемещения трактора по шву. Вес трактора [без проволоки и флюса) 42 кг. Он может передвигаться непосредственно по поверхности изделия и по легкому направляющему пути, по копиру, движущемуся по разделке шва, и от руки. Сварочный трактор конструкции ЦНИИТМАШ УТ-1250-3 универсальный, работает электродной проволокой диаметром 1,6-6 мм, преимущественно на переменном токе до 1250 а при скорости сварки 10-80 м/ч. Трактор имеет два приводных электродвигателя, допускающих плавную и точную регулировку числа оборотов. Автомат работает с постоянной скоростью подачи прово-локи, регулировать которую можно плавно во время работы автомата, не прерывая сварки. Вес трактора без флюса и проволоки 50 кг. Дуговые автоматы используют не только для сварки под флюсом, но и для сварки открытой дугой в защитных газах. Автоматы имеют много разновидностей, отличающихся по назначению: для сварки внутри труб и резервуаров, продольного шва труб, неповоротных стыков труб, для наплавочных работ, для сварки специальных сортов металла и т. д. Заслуживают внимания многоэлектродные, обычно двух- или трехэлектродные автоматы большой мощности с током до 2000 а и более на каждую дугу. Эти автоматы позволяют использовать трехфазную дугу и развивать весьма высокую производительность при сварке металла большой толщины, в производстве труб больших диаметров и пр.
-
Автоматизация и механизация процесса дуговой электросварки может быть признана одной из важнейших задач современной сварочной техники. Ручная дуговая сварка слишком трудоемка, требует большого количества квалифицированных кадров, сравнительно дорога, и, естественно, не может обеспечить однородность продукции, а так как последующий контроль качества сварки затруднителен, недостаточно надежен и не всегда выполним, то доверие к качеству сварки снижается и заведомо уменьшаются допускаемые напряжения для сварных швов. В автоматизации дуговой электросварки за последние годы достигнуты такие успехи, что уже сейчас этот процесс по степени автоматизации основных операций может считаться одним из наиболее передовых и прогрессивных технологических процессов металлообработки. Автоматизации хорошо поддаются все основные виды дуговой сварки. По степени механизации процесса различают автоматы и полуавтоматы; в последних сохраняется еще значительная доля ручного труда. Для осуществления автоматической сварки требуется целый комплекс машин, механизмов и приспособлений, составляющих автоматическую установку для дуговой сварки. Устройство, производящее зажигание дуги, подачу электродов по мере сгорания и обеспечивающее устойчивое горение дуги, называется автоматической головкой для дуговой сварки, или дуговым автоматом. Наиболее важное промышленное значение имеют автоматы для сварки плавким металлическим электродом (рис. 81). Вместо отдельных коротких электродов, применяемых в процессе ручной сварки, при автоматической сварке используется электродная проволока большой длины, в мотках или бухтах, сматываемая механизмом автомата и подаваемая в зону дуги по мере ее плавления. Проволока подается через передаточный механизм и ведущие ролики небольшим приводным электродвигателем автомата. Пройдя ведущие ролики, а также часто и правильный механизм, устраняющий кривизну и придающий сматываемой с бухты проволоке прямолинейность, она поступает в мундштук или токоподвод автомата, где прижимается к токоведущим контактам и скользит по ним, проводя сварочный ток, питающий дугу. Расстояние от токоподводящих контактов до дуги невелико (несколько сантиметров), поэтому автомат работает как бы коротким непрерывно возобновляемым электродом. Это является важным преимуществом автомата, так как уменьшается нагрев проволоки джоулевым теплом и создается возможность применения очень высоких плотностей тока в электродной проволоке без ее перегрева. Подача проволоки производится автоматически со скоростью ее плавления, поэтому длина дуги при сгорании проволоки остается приблизительно постоянной. Многие автоматы также автоматически производят зажигание дуги в начале сварки и повторное зажигание при случайном обрыве в процессе работы. Регулирование процесса сварки в автомате может быть осуществлено различными путями. Например, можно связать скорость подачи электродной проволоки с напряжением дуги и ее длиной. При нормальной длине дуги и нормальном ее напряжении автомат подает проволоку со скоростью, равной примерно скорости ее плавления; при уменьшении длины дуги скорость подачи проволоки уменьшается, вследствие чего длина дуги и ее напряжение возрастают и устанавливаются их нормальные значения. При случайном увеличении длины дуги скорость подачи проволоки возрастает и длина дуги, а вместе с тем и ее напряжение уменьшаются до нормальной заданной величины. При коротком замыкании, когда напряжение дуги падает почти до нуля, направление подачи электродов меняется, т. е. электрод не подается вперед к основному металлу, а отдергивается назад, и конец электрода удаляется от основного металла. После включения автомата, когда конец электрода еще не касался изделия и дуга отсутствует, напряжение между электродом и изделием равно полному напряжению холостого хода источника тока. Это напряжение выше нормального напряжения дуги, и потому электрод подается вперед, к изделию. Когда конец электрода касается изделия и замыкает накоротко дуговой промежуток, происходит реверсирование подачи е зажигание дуги. Если при отрыве электрода дуга не загорится, описанный процесс повторяют. После зажигания дуги начинается подача электрода вперед к изделию с изменениями скорости подачи соответственно напряжению дуги. Таким образом, длина дуги поддерживается автоматически постоянной с точностью, недоступной для ручной сварки. Современные автоматы поддерживают напряжение дуги с точностью до 0,5 В, что соответствует точности поддержания длины дуги ±0,2-0,3 мм. Дуговой автомат представляет собой автоматический регулятор, поддерживающий постоянство режима дуговой сварки по возможности независимо от воздействия внешних и случайных возмущающих факторов. В основу регулирования работы дугового автомата с плавящимся металлическим электродом могут быть положены различные принципы. В настоящее время существует два основных вида дуговых автоматов с плавящимся электродом, различных по принципу регулирования: 1) автоматы с регулированием электриче-ских величин; 2) автоматы с постоянной скоростью подачи электрода. В автоматах первого типа регулируемой является какая-либо электрическая величина сварочной дуги, регулирующей величиной — скорость подачей электрода. Регулируемой величиной могут служить напряжение, той«или мощность дуги и т. д. В современных автоматах за регулируемую величину принимают обычно напряжение дуги. В сварочной дуге напряжение практически не зависит от силы тока, зависит только от длины дуги, изменяясь пропорционально изменениям длины: U = a+bL. При наличии автомата, поддерживающего постоянство напряжения дуги, длина дуги останется постоянной и процесс сварки сохранит нормальный характер. Таким образом, регулирование постоянства напряжения дуги эквивалентно регулированию постоянства ее длины. На протяжении десятков лет дуговые автоматы для плавящегося электрода строились только с автоматическим регулированием постоянства напряжения дуги. В. И. Дятлов впервые предложил новый принцип устройства дуговых автоматов для подачи электрода с постоянной скоростью, не зависящей от напряжения дуги или каких-либо других факто-ров. Он впервые обратил внимание на саморегулирование дуги при сварке плавящимся электродом, исследовал это явление и предложил использовать в дуговых автоматах. В ряде случаев саморегулирование дуги протекает настолько интенсивно, что нет необходимости в применении довольно сложных схем автоматического регулирования дуги, — достаточно непрерывно подавать электрод в дугу с постоянной скоростью, равной скорости его плавления. Саморегулирование дуги вызывается тем, что скорость плавления электрода изменяется с изменением длины дуги: с увеличением длины дуги уменьшается скорость плавления, с уменьшением длины дуги эта скорость увеличивается. При постоянной скорости подачи электрода случайное изменение длины дуги вызывает изменение скорости плавления электрода, направленное на восстановление первоначальной длины дуги. На интенсивность процесса саморегулирования, помимо других факторов, наиболее сильное влияние оказывают плотность сварочного тока в электроде и форма внешней характеристики источника сварочного тока. При недостаточных плотностях тока саморегулирование протекает так медленно, что начавшееся случайное укорочение дуги часто приводило к короткому замыканию, а удлинение — к обрыву дуги раньше чем в процессе саморегулирования успевала восстановиться нормальная длина дуги. С уве-личением плотности тока быстро возрастает скорость плавления электродной проволоки и интенсивность процесса саморегулирования. Например, для стальной электродной проволоки при небольших плотностях тока 15-25 а/мм2, дающих скорость плавления электродной проволоки 0,5-1 м/мин, обязательно требуется автоматическое регулирование дуги и постоянная скорость подачи электродной проволоки не может быть использована для этих режимов работы автоматов. При плотностях тока 30-50 а/мм2 и скорости подачи проволоки 1-2 м/мин могут быть использованы как автоматическое регулирование, так и постоянная скорость подачи. Для плотностей тока 50-100 а/мм2 и выше и скоростей подачи проволоки 2-6 м/мин все преимущества — при постоянной скорости подачи. В связи с тенденцией в современной технике к повышению плотностей тока при автоматической сварке быстро возрастает применение автоматов с постоянной скоростью подачи, и этот тип автоматов становится наиболее распространенным. Очень большое значение для саморегулирования дуги имеет форма внешней характеристики источника тока, питающего дугу. Выше излагались требования к характеристикам источников тока, действительные для сварочного тока небольших плотностей, применяемого при ручной или автоматической сварке. При высоких плотностях тока и постоянной скорости подачи саморегулирование протекает наиболее интенсивно при пологих характеристиках источника тока и лучшие результаты дают источники тока с постоянным напряжением, а в некоторых случаях целесообразны уже не падающие, а возрастающие внешние характеристики, когда напряжение возрастает с увеличением тока. Дуговой автомат поддерживает горение дуги и подает электродную проволоку. Для получения сварного шва необходимо перемещать дугу по линии сварки. В зависимости от способа перемещения дуги различают подвесные автоматы, самоходные автоматы и сварочные тракторы. Подвесной автомат не имеет механизма перемещения, оно производится отдельным устройством. Перемещаться может изделие при неподвижном автомате (так обычно выполняются круговые швы) или же автомат, установленный на самоходную тележку, вдоль изделия, например при сварке длинных прямолинейных швов. Возможно и одновременное перемещение автомата и изделия, удобное при выполнении некоторых криволинейных швов. У самоходных автоматов имеется механизм перемещения, конструктивно объединенный с автоматом. Самоходный автомат перемещается по специальному рельсовому пути. Сварочным трактором называется легкий компактный самоходный автомат, перемещающийся непосредственно по поверхности свариваемого изделия или по легкому переносному рельсовому пути, укладываемому на поверхность изделия. Сварочные тракторы особенно удобны для сварки изделий больших размеров, таких, как корпусы судов, крупные резервуары и т. п. Приведем краткое описание некоторых дуговых автоматов. В первую очередь рассмотрим автомат с регулированием напряжения, а тем самым и длины дуги за счет изменения скорости подачи электродной проволоки. Примером подобного достаточно совершенного автомата непрерывного действия может служить автомат АДС, изготовляемый заводом «Электрик».
-
Лазерный луч обеспечивает высокую концентрацию энергии (до 10^8 Вт/см2), благодаря возможности его фокусировки в точку диаметром в несколько микрометров. Такая концентрация значительно выше чем, к примеру, у дуги. Сравнимой концентрацией энергии обладает электронный луч (до 10^б Вт/см2). Однако электронно-лучевая сварка осуществляется лишь в вакуумных камерах — это необходимо для устойчивого проведения процесса, лазерная же сварка не требует вакуума, что упрощает и убыстряет тех. процессы. Процесс лазерной сварки осуществляется либо на воздухе, либо в среде защитных газов: Аr, Не, СО2 и др. Лазерный луч, так же как и электронный легко отклоняется, транспортируется с помощью оптической системы. Для сварки металлов используются твердотельные и газовые лазеры как периодического, так и непрерывного действия. Благодаря высокой концентрации энергии лазерного излучения в процессе сварки обеспечивается малый объем расплавленного металла, незначительные размеры пятна нагрева, высокие скорости нагрева и охлаждения металла шва и околошовной зоны. Эти особенности теплового воздействия предопределяют минимальные деформации сварных конструкций, специфику физико-химических и металлургических процессов в металле шва, высокую технологическую и конструкционную прочность сварных соединений. Лазерная сварка осуществляется в широком диапазоне режимов, обеспечивающих высокопроизводительный процесс соединения различных материалов толщиной от нескольких микрометров до десятков миллиметров. Разнообразие методов и приемов лазерной сварки затрудняет разработку конкретного технологического процесса. Процесс сварки лазерным излучением весьма сложен и в настоящее время нет теоретической расчетной модели, описывающей его во всей полноте. Как правило, расчеты касаются какой-либо одной из физических характеристик процесса воздействия лазерного излучения на обрабатываемый материал. Точечная сварка получила распространение с первых дней появления импульсных твердотельных лазеров для выполнения неразъемных соединений в электронике и приборостроении. Точечной сваркой соединяются тонколистовые материалы (при толщине 0,5...2,0 мм), проволока диаметром от 10 до 500 мкм, проволока к подложке, тонкие листы к массивным элементам. Размеры сварочной ванны, определяющие прочность сварного соединения, зависят прежде всего от длительности лазерного импульса и его энергии. Кроме того, размеры сварочной ванны зависят от коэффициента теплопроводности материала (для более теплопроводной меди размер сварочной ванны меньше, чем у сталей). При точечной сварке импульсным излучением в зависимости от вида свариваемых материалов используется диапазон плотности мощности излучения q = 1О5...1О6 Вт/см2 и диапазон длительностей импульсов tauи = 2...10 мс. При этом диаметр сварных точек составляет D = 0,1..1,2 мм, а глубина проплавления h = 0,0З...1,3 мм. Производительность точечной сварки определяется частотой генерации импульсов f, скоростью перемещения детали (луча), в хорошо налаженном процессе достигается скорость до 200 сварных точек в секунду. Шовная сварка обеспечивает надежное механическое соединение, высокую герметичность сварочного шва. Шовную сварку выполняют как с помощью импульсного излучения с высокой частотой генерации импульсов, так и с помощью непрерывного излучения. Последнее позволяет сваривать толстостенные детали. Основными параметрами процесса шовной импульсной и непрерывной сварки, определяющими качество сварного соединения, считаются: энергия импульса Е, длительность воздействия лазерного излучения на обрабатываемый материал tauи, диаметр сфокусированного излучения d, частота следования импульсов (для ИПР) f и положение фокальной плоскости лазерного луча относительно поверхности свариваемых деталей F. Все параметры обычно определяются экспериментально, в зависимости от требований технического процесса. Приблизительно, tи =10-4...10-2 d = 0.05... 1 мм, средняя скорость сварки — до 5 мм/с, f — до 20 Гц. Качество металла сварных соединений, выполненных непрерывным лазерным излучением, по сравнению с традиционными видами сварки очень высокое. Как правило, в этом случае механические свойства металла шва превосходят свойства основного металла в исходном состоянии. Повышение механических свойств связано с получением мелкозернистой структуры переплавленного металла и металлургической очисткой и дегазацией расплава сварочной ванны при лазерном воздействии. Лазерная сварка с глубоким проплавлением принципиально отличается от сварки с неглубоким проплавлением тем, что при образовании сварного соединения образуется газовый канал, по которому поднимается испаренный металл. Зона провара имеет вытянутую форму, шов не широкий, глубокий. Защита при лазерной сварке Для защиты шва применяются газы аргон и гелий, помимо защиты они обеспечивают более эффективное проплавление, меняя параметры образующейся плазмы, ускоряют вывод газов, испаренного металла. Можно добиться значительного увеличения глубины проплавления, но качество шва, при высоком расходе газа, ухудшается, появляются поры. Повышения эффективности сварки можно добиться и применением дополнительного источника нагрева. В качестве такого источника может быть использована, например, электрическая дуга, подведенная с любой стороны шва. Увеличивается глубина проплавления, скорость резки. При подведении дуги, сопоставимой по мощности с лазером скорость проплавления увеличивается в четыре раза. Достоинства: В отличие от сварки электронным лучом, не требует вакуумной камеры, отсутствует рентгеновское излучение, на луч не влияют магнитные поля, возможна сварка магнитных материалов, так же, сварка лазером дешевле, чем сварка электронным лучом. Пятно нагрева очень мало, при большой глубине проплавления, как следствие малы деформации свариваемых деталей, высокая точность, высокое качество сварного шва. Процесс бесконтактен — возможна сварка в труднодоступных местах, проведение сварки через прозрачные материалы, в жидких прозрачных средах. Гибкая, широкая настройка процесса, без необходимости смены оснастки, легкое перемещение луча по поверхности детали по любой траектории.
-
Сварным соединением как конструктивным элементом называют участок конструкции, в котором отдельные ее элементы соединены с помощью сварки. В сварное соединение входят сварной шов, прилегающая к нему зона основного металла со структурными и другими изменениями в результате термического действия сварки (зона термического влияния) и примыкающие к ней участки основного металла. Сварной шов представляет собой закристаллизовавшийся металл, который в процессе сварки находился в расплавленном состоянии. Разделение этих понятий необходимо потому, что сварной шов как связующая часть соединяемых элементов определяет геометрическую форму, сплошность, прочность и другие свойства металла непосредственно в месте сварки. Свойства сварного соединения определяются свойствами металла самого шва и зоны основного металла, прилегающего к шву, с измененной структурой и во многих случаях с измененными свойствами — зоны термического влияния. Необходимо учитывать и некоторую часть основного металла, прилегающую к зоне термического влияния и определяющую концентрацию напряжений в месте перехода от металла шва к основному металлу й пластических деформаций в зоне термического влияния, что отражается на характере и распределении усилий, действующих в сварном соединении. По форме сопряжения свариваемых элементов можно выделить следующие основные типы сварных соединений: стыковые (рис. 1,а), тавровые (рис. 1, б и в), угловые (рис. 1, г), нахлесточные (рис. 1,д). Сварные швы подразделяют по форме поперечного сечения на стыковые (рис. 2, а) и угловые (рис. 2, б). Разновидностью этих типов являются швы пробочные (рис. 2, в) и прорезные (рис. 2, г), выполняемые в нахлесточных соединениях. По форме в продольном направлении различают швы непрерывные и прерывистые. С помощью стыковых швов образуют в основном стыковые соединения (рис. 1, а), с помощью угловых швов — тавровые, крестовые, угловые и нахлесточные соединения (рис. 1, б-д), с помощью пробочных и прорезных швов могут быть образованы нахлесточные и иногда тавровые соединения. Стыковые швы, как правило, выполняют непрерывными; отличительным признаком для них обычно служит форма разделки кромок соединяемых деталей в поперечном сечении. По этому признаку различают следующие основные типы стыковых швов: с отбортовкой кромок (рис. 3, а); без разделки кромок — одно-сторонние и двусторонние (рис. 3, б); с разделкой одной кромки — односторонней, двусторонней; с прямолинейной или криволинейной формой разделки (рис. 3, е); с односторонней разделкой двух кромок; с V-образной разделкой (рис. 3, г); с двусторонней разделкой двух кромок; Х-образной разделкой (рис. 3, д). Разделка может быть образована прямыми линиями (скос кромок) либо иметь криволинейную форму (U-образная разделка, рис. 3, е). Угловые швы различают по форме подготовки свариваемых кромок в поперечном сечении и сплошности шва по длине. По форме поперечного сечения швы могут быть без разделки кромок (рис. 4, а), с односторонней разделкой кромки (рис. 4, б), с двусторонней разделкой кромок (рис. 4, в). По протяженности угловые швы могут быть непрерывными (рис. 5, а) и прерывистыми (рис. 5, б), с шахматным (рис. 5, в) и цепным (рис. 5, г) расположением отрезков шва. Тавровые, нахлесточные и угловые соединения могут быть выполнены отрезками швов небольшой протяженности — точечными швами (рис. 5, д). Пробочные швы по своей форме в плане (вид сверху) обычно имеют круглую форму и получаются в результате полного проплавления верхнего и частичного проплавления нижнего листов — их часто называют электрозаклепками, либо путем проплавления верхнего листа через предварительно проделанное в верхнем листе отверстие. Прорезные швы, обычно удлиненной формы, получаются путем приварки верхнего (накрывающего) листа к нижнему угловым швом по периметру прорези. В отдельных случаях прорезь может заполняться и пол-ностью. Форму разделки кромок и их сборку под сварку характеризуют четыре основных конструктивных элемента: зазор b, притупление с, угол скоса кромки beta и угол разделки кромок alfa, равный beta или 2 beta Существующие способы дуговой сварки без разделки кромок позволяют сваривать металл ограниченной толщины при односторонней сварке ручной — до 4 мм, механизированной под флюсом — до 18 мм). Поэтому при сварке металла большой толщины необходимо разделывать кромки. Угол скоса кромки обеспечивает определенную величину угла разделки кромок, что необходимо для доступа дуги в глубь соединения и полного проплавления кромок на всю их толщину. Стандартный угол разделки кромок в зависимости от способа варки и типа соединения изменяется в пределах от 60 ± 5 до 20 ± 5 градусов. Тип разделки и величина угла разделки кромок определяют количество необходимого дополнительного металла для заполнения разделки, а значит, производительность сварки. Так, например, Х-образная разделка кромок по сравнению с V-образной позволяет уменьшить объем наплавленного металла в 1,6- 1,7 раза. Уменьшается время на обработку кромок. Правда, в этом случае возникает необходимость вести сварку с одной стороны 1ва в неудобном потолочном положении или кантовать свариваете изделия. Притупление с обычно составляет 2 ± 1 мм. Его назначение — обеспечить правильное формирование и предотвратить прожоги в вершине шва. Зазор b обычно равен 1,5-2 мм, так как при принятых углах разделки кромок наличие зазора необходимо для провара вершины шва, но в отдельных случаях при той или иной технологии зазор может быть равным нулю или достигать 8-10 мм и более. Для всех типов швов важны полный провар кромок соединяемых элементов и внешняя форма шва как с лицевой стороны (так называемое усиление шва), так и с обратной стороны, т. е. форма так называемого обратного валика. В стыковых, особенно односторонних швах трудно проваривать кромки притупления на всю их толщину без специальных приемов, предупреждающих прожог и обеспечивающих хорошее формирование обратного валика. Важное значение также имеет образование плавного перехода металла лицевого и обратного валиков к основному металлу, так как это обеспечивает высокую прочность соединения при динамических нагрузках. В угловых швах также бывает трудно проварить корень шва на всю его толщину (см. рис. 1, б и в), особенно при сварке наклонным электродом. Для этих швов рекомендуется вогнутая форма поперечного сечения шва с плавным переходом к основному металлу, что снижает концентрацию напряжений в месте перехода и повышает прочность соединения при динамических нагрузках.
-
@Космос, оставляйте жалобы на сообщения, которые высчитаете лишними.
-
Это вместо "извините и спасибо". Ну что за люди? что вы уципились к этим фото. ваши фото мне все ровно не помогли. заказчик не дурак. ему вашифото да фени. он смотрит что сделали. а потом и продолжает сотрудничать. а фото не я один ворую. как вы это высказали. вы пробижитесь по сайта там 60 % все без своих фото. мне это час не нужно. я заказчиков нашел не по инету. а знакомые подогнали.Источник: Требуются сварщики, слесаря. пожарка, отопление.
-
@sabanur, в этой тему (выделили сообщения в отдельную тему).
-
@Сергейб3, может сделаете обзор аппарата со своим отзывом в соответствующем разделе?
-
Я сдуру пошел на рекорд, Хотел перевыполнить норму. Но кончился мой электрод, И я потерял свою форму. И как-то я духом поник, Достал сигарету устало. Увы! Я всего лишь ручник, РД безнадежно отстала. Не вышло метрового шва, А совесть терзает, однако. Освоить бы мне «цэ о два», И гнать километры без шлака. Я в день бы две нормы давал, И был у стажеров в престиже, И лихо баллоны катал, И даже имел пассатижи. Начальству крикнул бы: «Стой!» И запросто за руку с ним бы Я был бы наверно святой, А маска держалась на нимбе. Но я б не варил под просвет, Меня избегал бы наладчик, И все говорили во след: «Вон, полу-пошел-автоматчик». Ох! Краги бы выдали мне, С готовой уже распальцовкой, А рядом, чуть-чуть в стороне Монтажники на подтанцовке. А я бы их только корил, И звал бы их «косякопоры!» За то, что где я заварил, Находят какие-то поры. Они о наличии брызг Как малые дети роптали, Но их под турбиночный визг Начальник услышит едва ли. Я может быть что-то еще Исполнил для полного понта, Вот только б ручник-старичок, Ругался во время ремонта. Вот так я завис невзначай, Взглянул на часы «да ну нафиг!» — Пора собираться на чай, Нельзя игнорировать график. Не вышел сегодня рекорд, Зато поработал без брака, И я не отбив даже шлака Пойду невъебенен и горд. Автор неизвестен.
-
Миротворец, аву можно только удалить. Добавить ее может только пользователь.
-
138 вариантов названия «той самой железяки»
Andrew прокомментировал Andrew запись блога в Социальная сеть Вебсварки
Ошибки в написании некоторых слов не исправляли. Но и с их учетом количество всех вариантов ответов поражает воображение. -
138 вариантов названия «той самой железяки»
Andrew опубликовал запись в блоге в Социальная сеть Вебсварки
Вебсварка выяснила, как люди называют приспособление на фото. Опрос проводился среди пользователей социальной сети Вебсварки. Ответы ниже. вилка, крокодил, щука, мартын, рычаг, мартышка, фиговина, строкцина, хуйня, еврей, хоттабыч, кантовалка, собака, обезьяна, кошка, хреновина, сабака, карамультук, сэм, ключик золотой, мандовошка, жимок, гнушка, кракалыга, медведик, ружьё, струпцина, зажим, камертон, чебурашка, коза, каркалыга, караганда, приблуда, хуйнога, рогатка, вертолет, мандула, гаврюшка, сучка, кочерга, гаврилка, кантовка, шутильник, гаргалыга, поебень, железняка, гнутик, кандыба, кузнечный рычаг, тещин зуб, карга, тунцок, неволька, монтажный ключ, щучка, рыгалета, ключ, контовка, вила, оправа, выручала, поворотка, чертик, чипела, вспомагатель, гусь, рогатина, рагатка, валера, мармыга, корколыга, хуерыга, хоттабычь, работяга, басарага, машка, железная хуйня, рула, мандавошка, растопырка, хуевертел, мацепура, остро, обезьянка, ружье, кракозябра, мудилка, штурвальник, аргумент, хуета, хрень, приспасоба, чикуха, струбцина, стрункомецин, мальчик, flange roller, поджим, кирюха, кондрыгалка, хитрая нога, кавила, григорий, медведь, крогодил., пищяль, помошник, вилочка, тёща, арматурный ключ, крокодилом, гидро-ключ, чапельник, марцепанка, хитрая лиса, чёрт, клюшка, гибало, прижимка, выворотка, роги, штурвальный ключ, бабл, ковела, рогатая монтировка, ренжила, масалыга, маталыга, псина, ключ-монтажный, качерга, мент, бульдог, макака, зубочистка, хуелыга, гитара -
Миротворец, доступен для всех зарегистрированных пользователей.
-
нет.
-
Информация не акутальна. Заполнение профиля доступно для всех. Тема закрыта.
-
@Ribak1976, еще у нас есть карта пользователей.
-
@ARGONIUS, с Днем рождения! Здоровья, успехов в работе, семейного благополучия и добра!
-
http://samlib.ru/img/w/wasina_e/8marta/40624261_s8_marta.jpg